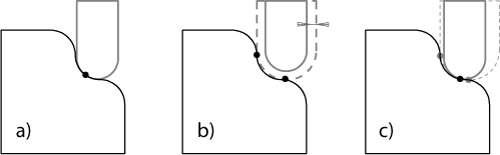
a) La position idéale d'un petit outil sur un congé plus grand ne possède qu'un seul point de contact et n'est pas détectée.
b) Avec une surépaisseur, un outil plus grand est utilisé pour le calcul et donne deux points de contact.
c) La position d'outil obtenue est déterminée par la projection de l'outil sur la surface à mi-chemin entre le petit outil et l'outil surépaissi.
Exemple : si vous avez un congé avec un rayon de 5 mm que vous souhaitez usiner avec un outil doté d'un rayon de coin de 4,5 mm (par exemple, un outil boule de 9 mm), vous pouvez définir le paramètre de surépaisseur sur 0,5 mm. Cette opération calcule les trajectoires d'outil comme si vous aviez utilisé un outil boule de 10 mm, mais ajuste la trajectoire d'outil de sorte qu'elle puisse être usinée avec l'outil de 9 mm.