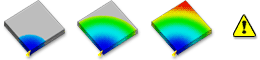
Le résultat Temps de remplissage indique la position du front d'écoulement à intervalles réguliers à mesure que l'empreinte se remplit.
Dans les illustrations suivantes, les couleurs de contours représentent le flux de plastique dans la pièce. Toutes les régions de même couleur se remplissent en même temps. Dans la figure, au début de l'injection, le résultat est bleu foncé et les derniers endroits à remplir sont représentés en rouge. Si le remplissage de la pièce est incomplet, aucune couleur n'est indiquée pour la section non remplie.
Utiliser ce résultat
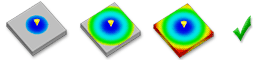
Dans une pièce dont le résultat du temps de remplissage est correct, le mode de remplissage est équilibré.
- Toutes les trajectoires d'écoulement se terminent en même temps.
- Tous les fronts d'écoulement atteignent les bords du modèle en même temps. Dans la figure, chaque trajectoire d'écoulement se termine par des contours rouges.
- Les contours sont espacés régulièrement.
- L'espacement des contours indique la vitesse d'écoulement du polymère. Des contours largement espacés indiquent un écoulement rapide. Des contours étroits indiquent que la pièce se remplit lentement.
Points à considérer
- Remplissage incomplet
-
Dans le résultat Temps de remplissage, un remplissage incomplet apparaît en translucide. Contrôlez les extrémités des trajectoires d'écoulement pour repérer les zones translucides.
- Hésitation
-
Si un résultat Temps de remplissage présente une section où les contours sont étroitement espacés, une hésitation s'est probablement produite. Si une section mince se solidifie avant que la pièce ne soit complètement remplie, l'hésitation peut provoquer un remplissage incomplet.
- Surcompactage
-
Si un résultat Temps de remplissage montre qu'une trajectoire d'écoulement se termine avant les autres, cela peut indiquer un surcompactage. Le surcompactage peut provoquer un poids de pièce élevé, un gauchissement et une répartition de densité non uniforme dans toute la pièce.
- Lignes de soudure
-
Superposez le résultat Lignes de soudure avec le résultat Temps de remplissage afin de confirmer leur présence. Les lignes de soudure peuvent provoquer des défauts structurels et visuels.
- Emprisonnements d'air
-
Superposez le résultat Emprisonnements d'air avec le résultat Temps de remplissage afin de confirmer leur présence. Les emprisonnements d'air peuvent provoquer des défauts structurels et visuels.
- Effet "champ de course"
-
L'effet d'accélération peut entraîner des emprisonnements d'air et des lignes de soudure. Vérifiez l'emplacement et le nombre d'emprisonnements d'air et de lignes de soudure.