Le fichier Thread.xls, qui se trouve dans le dossier Design Data, propose des données pour les commandes de perçage et de filetage.
Les options d'application et/ou les paramètres du projet (non disponible dans Inventor LT) peuvent avoir une incidence sur l'emplacement de ce fichier.
Le fichier Clearance.xls qui se trouve dans le même dossier que le fichier Thread.xls gère les données de dégagement. Les deux fichiers xls sont modifiés de la même façon.
La feuille de calcul Thread.xls contient plusieurs feuilles de calcul dans l'un des deux formats : type de filetage parallèle ou type de filetage conique. La feuille de calcul contient des types de filetage et des tailles de perçage taraudé normalisés. Vous avez la possibilité de modifier les feuilles de calcul pour :
- Modifier l'ordre de tri
- Réviser les désignations de filetage personnalisées
- Réviser les noms des types de filetage personnalisés.
- Ajoutez un type de filetage personnalisé ou un type de perçage de dégagement.
Il est recommandé de ne pas supprimer les colonnes ou types de perçage. Si une iPièce ou si le Centre de contenu tente d'instancier une pièce qui requiert les données supprimées, l'opération peut échouer.
Formatage de la feuille de calcul du type de filetage parallèle
Les trois premières colonnes contiennent des en-têtes de colonne et d'autres données générales. Les cellules importantes de cette zone sont :
|
A1 |
Identifie la manière dont les fonctions de filetage et de taraudage utilisent cette feuille de calcul.
|
|
B1/C1 |
Ces cellules fusionnées contiennent le nom du type de filetage personnalisé qui apparaît dans les boîtes de dialogue Perçage et taraudage. Contrairement au nom de l'onglet de feuille de calcul, vous pouvez personnaliser le nom du type de filetage pour satisfaire aux critères de langue ou de société sans que cela ait une incidence sur la possibilité d'échanger les données de conception. |
|
D1 |
Cette cellule contient le numéro d'ordre de tri qui permet de déterminer l'ordre d'affichage des types de filetage dans les boîtes de dialogue. Ce numéro n'est pas obligatoirement séquentiel. Un numéro inférieur place le type de filetage au-dessus de ceux dont les numéros d'ordre de tri sont supérieurs. |
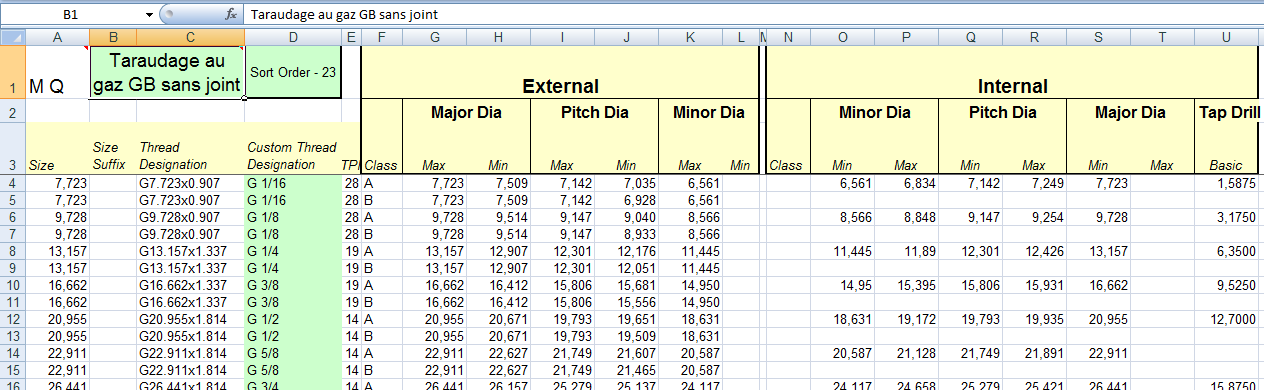
La zone contenant les données de filetage commence à la quatrième ligne. Les colonnes associées aux données de filetage sont divisées en trois sections :
- Les colonnes A-E contiennent des données communes au filetage et au taraudage
- Les colonnes F-L contiennent des données spécifiques au filetage externe.
- Les colonnes N-U contiennent des données spécifiques au taraudage
Le tableau ci-dessous répertorie chaque colonne et son contenu :
|
A |
Spécifie le diamètre nominal du filetage sous la forme d'une valeur décimale. |
|
B |
Spécifie le diamètre nominal du filetage sous la forme d'une valeur de chaîne facultative ajoutée à la valeur de la colonne A et affichée dans la boîte de dialogue Perçage. |
|
C |
Spécifie la désignation du filetage qui est l'élément clé pour identifier un filetage particulier. |
|
D |
Spécifie la désignation du filetage personnalisé qui apparaît dans les boîtes de dialogue et peut, le cas échéant, s'afficher dans les notes de perçage et de taraudage. Cette valeur peut être personnalisée sans que cela ait une incidence sur la fonction de filetage ou de perçage. Cependant, si plusieurs lignes contiennent la même désignation de filetage, elles doivent toutes posséder la même désignation du filetage personnalisé. |
|
E |
Spécifie la distance axiale du filetage. Si la cellule A1 contient la lettre P, cette colonne affiche des valeurs de distance de pas ; si elle contient la lettre Q, elle affiche des valeurs de filetage par pouce. |
|
F |
Spécifie la classe de tolérance qui représente la variabilité dimensionnelle, pour le filetage externe. La classe est également un élément clé. |
|
G et H |
Spécifient les valeurs maximum et minimum (respectivement) du grand diamètre du filetage externe, qui représente le diamètre d'un cylindre virtuel en contact avec la crête du filetage externe. |
|
I et J |
Spécifient les valeurs maximum et minimum (respectivement) du diamètre primitif du filetage externe, qui représente le diamètre d'un cylindre virtuel où la largeur du filetage est égale à la largeur de l'espacement. |
|
K et L |
Spécifient les valeurs maximum et minimum (respectivement) du petit diamètre du filetage externe, qui représente le diamètre d'un cylindre virtuel en contact avec le fond du filetage externe. |
|
N |
Spécifie la classe de tolérance pour le taraudage. La classe est un élément clé. |
|
O et P |
Spécifient les valeurs maximum et minimum (respectivement) du grand diamètre du taraudage, qui représente le diamètre d'un cylindre virtuel en contact avec le fond du taraudage. |
|
Q et R |
Spécifient les valeurs maximum et minimum (respectivement) du diamètre primitif du taraudage, qui représente le diamètre d'un cylindre virtuel où la largeur du filetage est égale à la largeur de l'espacement. |
|
S et T |
Spécifient les valeurs maximum et minimum (respectivement) du petit diamètre du taraudage, qui représente le diamètre d'un cylindre virtuel en contact avec la crête du taraudage. |
|
U |
Spécifie le diamètre des extrémités de filetage pour le taraudage, qui représente le diamètre des extrémités proposé pour le perçage. |
Format de la feuille de calcul du type de filetage conique

Les trois premières colonnes contiennent des en-têtes de colonne et d'autres données générales. Les cellules importantes de cette zone sont :
|
A1 |
Identifie la manière dont les fonctions de filetage et de taraudage utilisent cette feuille de calcul.
|
|
B1/C1 |
Ces cellules fusionnées contiennent le nom du type de filetage personnalisé qui apparaît dans les boîtes de dialogue. Contrairement au nom de l'onglet de feuille de calcul, vous pouvez personnaliser le nom du type de filetage pour satisfaire aux critères de langue ou de société sans que cela ait une incidence sur la possibilité d'échanger les données de conception. |
|
D1 |
Cette cellule contient le numéro d'ordre de tri qui permet de déterminer l'ordre d'affichage des types de filetage dans les boîtes de dialogue. Ce numéro n'est pas obligatoirement séquentiel. Un numéro inférieur place le type de filetage au-dessus de ceux dont les numéros d'ordre de tri sont supérieurs. |
La zone contenant les données de filetage commence à la quatrième ligne. Le tableau ci-dessous répertorie chaque colonne et son contenu :
|
A |
Spécifie la désignation du filetage, également appelée taille nominale du filetage. Il s'agit d'un élément clé pour identifier la sélection de filetage. |
|
B |
Spécifie la désignation du filetage personnalisé qui peut servir à obtenir des repères de filetage appropriés dans les dessins. |
|
C |
Spécifie le diamètre de tuyau externe. |
|
D |
Spécifie le nombre de filets par pouce (TPI). |
|
E |
Spécifie la distance de pas, qui représente la distance séparant un point de filetage du point correspondant sur le filetage suivant. La mesure s'effectue le long de l'axe de filetage. |
|
F |
Spécifie la valeur de départ du diamètre primitif externe. |
|
G |
Spécifie la longueur d'insertion de serrage, qui représente la longueur normale d'insertion entre les filetages coniques internes et externes lorsqu'ils sont filetés ensemble. |
|
H |
Spécifie le diamètre primitif à une position d'insertion de serrage. |
|
I |
Spécifie la longueur de filetage externe effective. |
|
J |
Spécifie le diamètre (primitif) effectif du filetage externe à l'extrémité la plus importante. |
|
K |
Spécifie la longueur de torsion du filetage conique interne. |
|
L |
Spécifie le diamètre primitif de la petite extrémité de la longueur de torsion du filetage conique interne. |
|
M |
Spécifie la longueur disparaissante du filetage conique externe. |
|
N |
Spécifie la longueur globale du filetage conique externe. |
|
O |
Spécifie la longueur du filetage conique externe nominal. |
|
P |
Spécifie le diamètre primitif du filetage conique externe nominal. |
|
Q |
Spécifie la hauteur du filetage. |
|
R |
Spécifie le petit diamètre de base à la petite extrémité du tuyau. |
|
S |
Spécifie le diamètre des extrémités de filetage pour le filetage conique interne. |
|
T |
Spécifie l'angle de dépouille, en degrés, comme un angle décrit. |