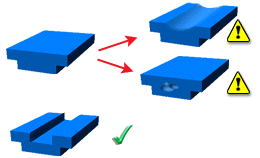
Les retassures et les vides sont le résultat d'un retrait localisé de la matière au niveau des sections épaisses sans compensation suffisante.
Retassures
Les retassures sont des dépressions formées à la surface d'une pièce moulée. Bien que très petites, elles sont souvent bien visibles, étant donné la manière dont elles réfléchissent la lumière. La visibilité des retassures ne dépend pas seulement de leur profondeur, mais aussi de la couleur de la pièce et de la texture de sa surface. Même si les retassures n'ont pas d'incidence sur la résistance des pièces ou sur leur fonctionnement, elles sont considérées comme des défauts nuisant gravement à la qualité.
Vides
Les vides sont des trous qui se forment à l'intérieur d'une pièce. Ce peut être un seul trou ou un ensemble de trous plus petits. Les vides peuvent engendrer des problèmes graves au niveau de la performance structurelle de la pièce.
Causes
Les retassures sont principalement causées par une contraction thermique (retrait) au cours du refroidissement. Une fois la partie externe de la matière refroidie et solidifiée, le coeur de la matière commence à se refroidir. Son retrait tire la surface de la paroi principale vers l'intérieur, créant ainsi une retassure. Si le revêtement extérieur est assez rigide, la déformation de la surface est alors remplacée par la formation d'un vide au coeur de la matière.
-
Structures géométriques localisées. D'une façon générale, les retassures se produisent dans les moules avec des sections plus épaisses ou à des emplacements à l'opposé de nervures, de bossages ou de congés internes.
-
Retrait volumique élevé.
-
Compensation insuffisante de la matière. La solidification prématurée du seuil ou une faible pression de compactage peuvent entraîner un mauvais compactage de l'empreinte.
-
Temps de compactage ou de refroidissement court.
-
Températures moule et/ou matière élevées.
Ils naissent lorsque le revêtement extérieur de la pièce est suffisamment ferme pour résister aux forces de retrait et ainsi prévenir l'apparition des retassures. Le coeur de la matière rétrécit et des vides se créent à l'intérieur de la pièce.
Solutions
-
Optimiser le profil de compactage. Comme les retassures se produisent au cours du compactage, le moyen le plus efficace pour les réduire ou les éliminer consiste à contrôler la pression de compactage de manière appropriée. Pour déterminer les effets du compactage sur les retassures, utilisez un pack de simulation tel qu'Autodesk Moldflow Insight.
-
Changer la géométrie de la pièce. Changez la conception de la pièce pour minimiser l'apparition de sections épaisses et réduisez l'épaisseur des structures qui croisent la surface principale.
-
Réduire le retrait volumique.
-
Repositionner les seuils dans les zones à problème. Cela permettra de compacter ces sections avant que les sections plus minces entre le seuil et les zones à problème ne se solidifient.
-
Optimiser la conception du système d'alimentation. Une conception restrictive du système d'alimentation peut entraîner la solidification prématurée du seuil.
-
Utiliser une autre matière.
La résolution d'un problème peut souvent en générer d'autres dans le processus de moulage par injection. Il est donc recommandé d'envisager chaque option en tenant compte de tous les aspects pertinents relatifs à la spécification de la conception du moule.