Les seuils peuvent avoir de nombreuses configurations différentes, mais ils sont globalement regroupés en fonction de la méthode de décarottage en seuils ajustés manuellement ou automatiquement. Des fonctions spéciales sont intégrées aux seuils ajustés automatiquement pour que les seuils soient ajustés ou cisaillés quand le moule s'ouvre et les pièces sont éjectées.
Les seuils ajustés automatiquement sont utilisés pour éviter de retirer les seuils au cours d'une opération secondaire et pour limiter les traces du seuil.
- Seuil de canal chaud ou sonde chaude
- Seuil de type broche
- Seuil sous-marin, en tunnel ou à trépan
- Busette
- Seuil de canal chaud ou sonde chaude
-
Un seuil de canal chaud, illustré dans le schéma suivant, sert en général à fournir des matières chaudes par les canaux d'alimentation chauds directement dans l'empreinte pour produire des moulages à injection directe.
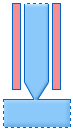
Le seuil ou son extrémité peuvent avoir de nombreuses configurations différentes, de ronds complets à annulaires. La géométrie et la taille de l'extrémité du seuil détermineront la façon dont le seuil se solidifie et la trace du seuil s'est formée.
- Seuil de type broche
-
Le seuil de type broche est utilisé dans une conception de moule à trois plaques, dans laquelle le système d'alimentation se trouve sur une ligne de joint de moule secondaire et l'empreinte de la pièce se trouve sur la ligne de joint principale. Les canaux d'alimentation à dépouille inversée descendent par la plaque centrale, parallèlement à la direction d'ouverture du moule comme illustré dans le schéma suivant.
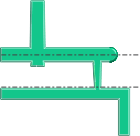
Comme la ligne de joint de l'empreinte du moule est ouverte, le seuil de type broche de petit diamètre se sépare de la pièce. Une ouverture secondaire de la ligne de joint du canal d'alimentation éjecte les canaux d'alimentation. Il est aussi possible que la ligne de joint du canal d'alimentation s'ouvre en premier. Un système d'éjection auxiliaire, à mi-hauteur, extrait les canaux d'alimentation des pertes de dépouille inversées, ce qui sépare les canaux d'alimentation des pièces.
Dimensions :
Le diamètre des seuils est en général compris entre 0,2 et 1,5 mm. La conception est particulièrement utile quand plusieurs seuils sont nécessaires par pièce pour assurer un remplissage symétrique ou quand les longues trajectoires d'écoulement doivent être réduites pour assurer le compactage de toutes les zones de la pièce.
- Seuil sous-marin, en tunnel ou à trépan
-
Un seuil sous-marin est utilisé dans une construction de moule à deux plaques. Un tunnel angulaire et dépouillé est usiné de l'extrémité du canal d'alimentation vers l'empreinte, juste en dessous de la ligne de joint, comme illustré dans le schéma suivant.
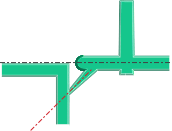
Pendant que les pièces et les canaux d'alimentation sont éjectés, le seuil se sépare de la pièce.
Si un support de gros diamètre est ajouté à une zone non fonctionnelle de la pièce, le seuil sous-marin peut être intégré au support, ce qui évite au seuil de devoir se trouver sur une surface verticale. Si le support se trouve sur une surface masquée, il ne doit pas être retiré.
Plusieurs seuils sous-marin dans les parois intérieures des pièces cylindriques peuvent remplacer un seuil en diaphragme et permettre un décarottage automatique. Les caractéristiques hors rond ne sont pas aussi bonnes que celles d'un seuil en diaphragme, mais sont souvent acceptables.
Dimensions :
Le diamètre de l'orifice du seuil est en général de 30 à 75 pour cent de l'épaisseur des parois de la pièce. Le seuil est dépouillé sur un minimum de 10 degrés par côté, pour assurer une éjection correcte. Il est courant que le seuil soit dépouillé sur le diamètre du canal d'alimentation.
- Busette
-
La busette ajoute une goupille de soupape au seuil à canaux chauds. Les busettes présentent un diamètre de seuil plus grand et peuvent être ouvertes et fermées si nécessaire, comme illustré dans le schéma suivant. Cela atténue la trace du seuil.
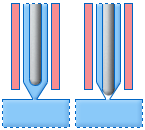
Comme le cycle de compactage est contrôlé par la goupille de la soupape, un meilleur contrôle est assuré et sa qualité est plus cohérente.