熱可塑性樹脂の保圧効果は、反り、収縮、ヒケなどの不良の発生に大きな影響を与えます。保圧解析で生成される主な結果は、体積収縮に関する情報です。体積収縮の分布と大きさは、成形品の品質にとって重要な要素となります。
- 保圧時間
- 保圧
- 冷却時間
適切な保持圧力の決定
保持圧力は成形品の補填に使用され、多くの場合、充填圧力に関連しています。大まかなガイドラインとしては保持圧力は充填圧力の約 80% ですが、保持圧力は大きく変化する場合があります。通常、保持圧力は充填圧力の 20~100% に収まりますが、これより高い値または低い値も設定できます。保持圧力の重要なポイントは、成形機の型締力の限界を超えることはできないということです。
次に示す式により、使用する最大圧力を見積もることができます。この式では、成形品全体にわたって一定の圧力であるものと仮定して成形機の容量の 80% の値が使用されます。この値は控えめな数字ですが、開始点として使用します。
 は型締力(トン)です。
は型締力(トン)です。  はモデルの投影総面積(cm²)です。
はモデルの投影総面積(cm²)です。
実成形における保圧時間の決定方法
ゲートの固化時間を特定するには、成形品の重量を繰り返し確認しながら、保圧時間を長くしていきます。成形品の重量の増加が停止すると、ゲートが固化します。たとえば、2 秒の保圧時間、次に、4 秒の保圧時間というように設定します。もし成形品の重量が増加したなら、ゲートの固化は 2 秒以降に起こったことがわかります。成形品重量が安定するまで、保圧時間を長くしながら、解析を繰り返します。
保圧プロファイルの最適化
反りは収縮の不均一によって発生するため、収縮が低減すると反りも低減します。
保圧プロファイルを作成するには、成形品の充填と冷却が最適化されている必要があります。成形品の冷却状態は保圧に影響を与えるため、冷却+充填+保圧解析順序に基づいて保圧プロファイルを作成するべきです。これにより、充填+保圧解析結果における金型の冷却効果を考慮できます。
成形品のサイズと使用材料のタイプによって、収縮の範囲が決まります。一般的に、成形品のサイズが大きくなればなるほど、許容される収縮の範囲も大きくなります。反りは収縮差によって発生するため、成形品の体積収縮は、成形品の潜在的な反りと寸法安定性の両方に影響を与えます。成形品が均一に収縮する場合、そのサイズは変化しますが、射出成形プラスチックは均一に収縮するわけではありません。体積収縮が最小化されると、反りの量は低減します。反りに対しては、収縮量よりも、成形品全体にわたる体積収縮の範囲の方が大きな影響を及ぼします。
一般的な成形品では、充填末端部付近での寸法が小さいほど、ヒケやボイドの発生率が高くなります。一方、ゲート付近では寸法が大きく、その保圧量によって、ヒケやボイドの発生率は低くなります。一般的に、ゲート周辺では、充填末端部よりも良好な保圧が行われます。充填末端部とゲート周辺におけるこの収縮の違いによって、反りが発生する可能性があります。成形品全体での収縮分布を小さく抑えることによって、成形品全体にわたる特性はより均一なものとなります。
均一な体積収縮を実現するには、キャビティ内の圧力を制御する必要があります。体積収縮は、樹脂が固化するときに樹脂に加えられる圧力の作用によるもので、圧力が高いほど、収縮は少なくなります。通常、成形品全体の収縮に大きな差異が見られるのは、圧力勾配が大きいためです。樹脂粘度が高いために生じる圧力変化により、充填末端部付近とゲート周辺にかかる圧力は異なります。このため、充填末端部での収縮は一般的にゲート周辺よりも大きくなります。保圧過程の圧力を低減させることにより、収縮量を制御できます。充填末端部が固化すれば圧力を低減できますが、その場合ゲート周辺はまだ冷却中です。「固化フロント」が充填末端部からゲートの方へ移動するため、ゲート周辺の圧力が低下し、ゲート周辺でも充填末端部と同様の収縮が見られるようになります。
この方法がどのくらい効果的であるかは、成形品とゲートのサイズ、材料のタイプ、成形品の充填に適用される成形条件、および成形品内の肉厚差によって異なります。2 つの基本的な保圧方法には、一定圧力を使用する方法と、保圧を変化させるために線形圧力プロファイルを使用する方法があります。一定の保圧を使用する場合、成形機は指定の時間均一な圧力を加えます。成形機の中には、圧力の大きさが 1 回変わりますが、その後圧力が新しいレベルで一定に保たれるものもあります。
プロファイルを使用した保圧では、次のグラフに示すように、一定の圧力が加えられた後、時間の経過とともに保圧が直線的に低下します。保圧プロファイルが正しく適用されると、成形品の体積収縮はより均一なものになります。プロファイルは、成形品の圧力分布のばらつきをなくすことにより、収縮分布を向上させます。これは、成形品にかかる圧力が低いほど、収縮は大きくなるためです。実際、保圧プロファイルは、充填末端部の体積収縮を許容できる量に抑え、成形品全体にわたって同じレベルの収縮を実現するように設計されています。
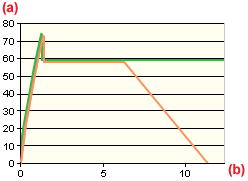
保圧方法
. (a) 圧力[MPa]、(b) 時間[秒]、![]() 一定の圧力、
一定の圧力、![]() 圧力プロファイル
圧力プロファイル
保圧プロファイルは、射出成形機がプロファイルを作成できるときに使用されます。成形品肉厚が大幅に変化する場合、保圧プロファイルがあまり効果的ではないことがあります。肉厚が厚くなるほど、薄肉部と同じ体積収縮を実現するには、より高い圧力が必要になります。保圧プロファイルを使用する主な理由は、領域による収縮の差異によって生じる成形品の反りを低減できるからです。