ホット ゲートはホット ランナーと一緒に使用し、溶融状態で金型に流入する樹脂を保持します。金型が成形品突出のために開いた際に、ゲートは自動的に切断されます。
ホット ゲートは、熱ゲートとバルブ ゲートの 2 つの主要なカテゴリに分類されます。
熱ゲート
熱ゲートには可動部はありません。キャビティの充填後、キャビティ内で樹脂の固化が開始すると、ホット ゲート先端にある樹脂も固化します。金型が開かれ成形品が金型から突き出されると、ゲート領域の固化した樹脂が成形品から切断され、一部がホット ゲート内に残ります。これは追加の溶融樹脂が流出するのを防止するプラグのように機能します。次のサイクルでは、この樹脂プラグは背後の圧力によりキャビティ内に押し出され、樹脂が成形品を充填できるようにゲートが再び開きます。
(A)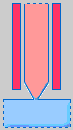 (B)
(B) 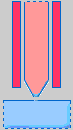 (C)
(C) 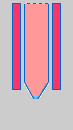 (D)
(D) 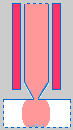
(A)ホット ゲート内で樹脂が固化する、(B)成形品は突き出され、樹脂プラグはホット ゲート内に残る、(C)樹脂プラグがホット ゲートから溶融樹脂が流出するのを防止する、(D)射出圧力がプラグをキャビティに押し出し、成形品の充填が可能となる。
熱ゲート
バルブ ゲート
バルブ ゲートには可動部があり、成形品の外観を大幅に改善するために、熱ゲートよりも成形品の充填をより良く制御できます。サイクルの開始時には、バルブ ピンが前進しており、ゲートを閉じています。次にピンが後退して、材料が成形品に射出可能となります。保持過程の後、ピンは再び閉じます。これによりゲートがシャットオフされ、次の型開閉サイクル中のドルーリング(鼻たれ)を防止します。
(A) 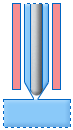 (B)
(B) 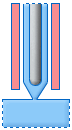 (C)
(C)
(A)バルブ ピンが閉じられ、ゲートをシャットオフしている、(B)バルブ ピンが後退して、樹脂の流動と成形品の充填が可能となる、(C)バルブ ピンが閉じられ、ゲートをシャットオフする。
バルブ ゲート