동일한 냉각 회로에서 가열 유체 및 냉각수를 사용한 온도 제어는 급속 금형 가열 및 냉각에 일반적인 방법입니다. 일반적인 가열 유체로는 포화된 증기, 과열된 물 또는 오일이 있습니다. 냉수는 일반적으로 냉각수로 사용됩니다.
시뮬레이션은 일반적인 방식으로 설정합니다. 즉, 공정 설정 마법사를 사용하여 사출 성형 사이클 타이밍을 설정합니다. 그런 다음 급속 가열 및 냉각 입구 대화상자를 사용하여 금형의 급속 가열 및 냉각 타이밍을 설정합니다.
주: 급속 가열 및 냉각 사이클 타이밍이 사출 성형 사이클의 해당 타이밍과 일치하도록 타이밍을 올바르게 설정해야 합니다. 1차 사출 성형 사이클에서는 금형이 닫혀 있는 시간 t=0일 때 사출이 수행됩니다. 따라서 t=0에서는 급속 금형 가열이 수행하지 않습니다. 냉각이 수행된 다음 제품 취출을 위해 금형이 열리는 동시에 2차 에어 퍼지가 수행되어 잔류 냉각수를 제거합니다. 이때만 1차 급속 금형 가열이 수행되고 그 다음에 2차 사출 성형 사이클이 시작됩니다. 따라서 2차 사출 사이클은 전체 금형 가열 및 냉각 사이클이 수행되는 1차 사이클입니다.
이 시뮬레이션을 위해 두 가지 방법으로 실험을 설정할 수 있습니다. 시스템을 가장 사실적으로 나타내는 방법을 선택하십시오.
- 시간 제어
- 이 모드에서는 금형이 특정 시간 동안 가열되고 냉각됩니다. 타이밍을 적절히 설정하여 금형이 열려 있을 때 가열할지, 닫혀 있을 때 가열할지를 선택할 수 있습니다. 예를 들어 아래 그림에서 금형은 닫혀 있을 때(빨간색 15s로 표시됨) 가열됩니다.
여기서 A는 공정 설정 대화상자에서 프로그래밍된 사출 성형 사이클이고, B는 급속 가열 및 냉각 입구 대화상자에서 프로그래밍된 금형 급속 가열 및 냉각 설정입니다. (1)은 사이클 1, (2)는 사이클 2, (3)은 사이클 3, (a)는 형개, (b)는 형폐, (c)는 냉각수가 냉각관에 들어가는 시간입니다.
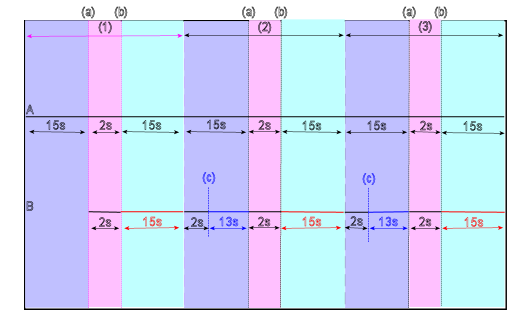
동시 금형 가열 및 냉각 B를 사용하는 세 가지 사출 성형 사이클에 대한 예제 프로그래밍 A
위 그림에서, 공정 설정 마법사 대화상자에서 프로그래밍된 사출 성형 사이클 A는 15초의
 사출+보압+냉각 시간으로 시작됩니다.
사출+보압+냉각 시간으로 시작됩니다.  형개 시간은 2s이고, 이 시간 동안 제품이 취출된 다음 금형이 다시 닫힙니다. 금형이 닫히면 15s
형개 시간은 2s이고, 이 시간 동안 제품이 취출된 다음 금형이 다시 닫힙니다. 금형이 닫히면 15s  사출 전 형폐 시간 지연이 프로그래밍된 다음 사이클이 자체 반복됩니다.
사출 전 형폐 시간 지연이 프로그래밍된 다음 사이클이 자체 반복됩니다. 한편 급속 가열 및 냉각 입구 프로그래밍 B에서는 금형이 점 (a)에서 열리면 2s 동안 2차 에어 퍼지가 진행되어 가열 전 냉각수의 냉각관을 정리합니다. 금형이 (b)에서 닫히고 15s의 사출 전 형폐 시간 지연 중 가열 유체가 냉각관으로 들어갑니다. 사출 성형 공정의 사이클 2가 사출+보압+냉각 시간으로 시작되는 동안 냉각수 선이 2s 동안 1차 에어 퍼지를 수행하여 가열 유체의 모든 흔적을 제거한 다음 최종 13s의 사출+보압+냉각 시간 동안 냉각수가 냉각관으로 들어갑니다.
- 온도 제어
- 이 모드에서는 금형이 특정 절점에서 측정된 특정 온도에 도달할 때까지 가열되거나 냉각됩니다. 지정된 온도에 도달하는 시간이 공정 설정 마법사에서 프로그래밍된 사출 성형 사이클에서 허용되는 것보다 오래 걸리는 경우 다음 중에서 선택할 수 있습니다.
- 형개 시간 연장 - 이 경우 금형이 열려 있는 동안 가열됩니다. 설정 온도에 도달하면 금형이 닫히고 사이클이 계속됩니다.
- 사출 전 형폐 시간 연장 - 이 경우 금형이 닫혀 있는 동안 가열됩니다. 설정 온도에 도달하면 사이클이 계속됩니다.
- 사출 지연 안 함 - 이 경우 설정 온도에 도달하지 않은 경우에도 다음 사이클이 시작됩니다.
주: 선택하는 옵션 및 형개 지연인지 형폐 지연인지 여부에 관계없이 형개 시간은 항상 2차 에어 퍼지에 해당됩니다.
형개 시간은 항상 2차 에어 퍼지에 해당됩니다.