|
Вызов: |
Лента:
вкладка CAM  панель "Точение"
Передача заготовки
панель "Точение"
Передача заготовки

|
Метод Передача заготовки ориентирован на автоматическую передачу заготовки между двумя шпинделями. Нет траекторий перемещения инструмента, связанных с этим методом. Постпроцессор отвечает за вывод выбранного кода УП.
 Настройки на вкладке "Геометрия"
Настройки на вкладке "Геометрия"
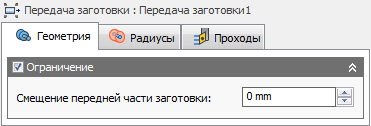
Ограничение
Траектории перемещения инструмента можно поместить в указанную область, используя Ограничение для выбора границ ограниченной области. Ограниченные области можно задать с использованием комбинаций ребер, поверхностей или точек эскиза.
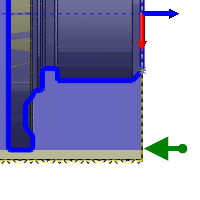
Смещение передней части заготовки
Указание расстояния для обработки за пределами передней части модели.
Отрицательное смещение передней части
Положительное смещение передней части
 Настройки на вкладке "Радиусы"
Настройки на вкладке "Радиусы"
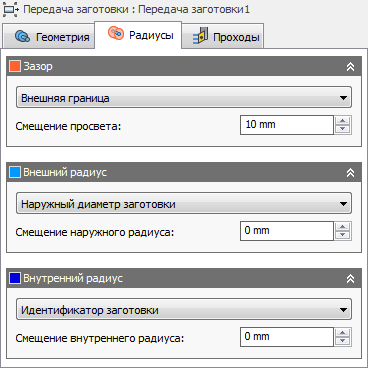
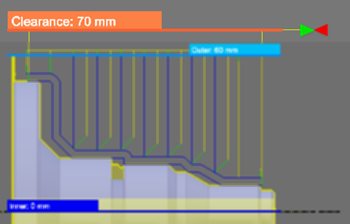
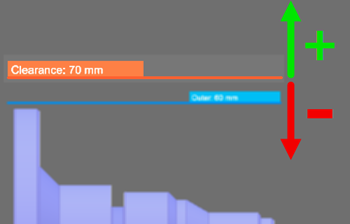
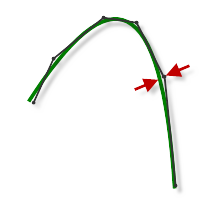
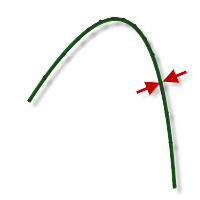
Зазор
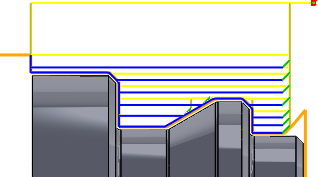
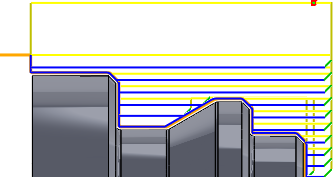
Задание высоты для управления радиусом области, в которой инструмент начинает и заканчивает перемещение по траектории. Подвод и отвод инструмента выполняется внутри заготовки вдоль оси Z (оси шпинделя) на указанном расстоянии смещения радиального зазора. На вкладке оранжевого цвета указывается значение текущего радиуса относительно заданной оси.
Радиус наружного просвета
- Наружный диаметр заготовки: задание радиуса просвета в соответствии с крайними точками радиуса заготовки, указанными в настройке.
- Наружный диаметр модели: задание радиуса просвета в соответствии с крайними точками внешнего радиуса модели, указанными в настройке.
- Внешний радиус: этот параметр позволяет сместить радиус просвета по направлению от внешнего радиуса. Радиус просвета должен быть больше внешнего радиуса, поэтому в поле "Смещение просвета" необходимо вводить положительное значение.
- Внутренний радиус: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета из крайнего внутреннего положения, где формируется траектория перемещения инструмента. Этот метод удобно использовать в ситуациях, когда необходимо охватить уровень глубины, на котором проходит траектория перемещения инструмента. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Идентификатор модели: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета от наименьшего диаметра указанной заготовки. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Идентификатор заготовки: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета от наименьшего диаметра указанной заготовки. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Выбор: определение радиуса просвета путем выбора любой грани, вершины или точки модели.
- Радиус: с помощью этого параметра можно ввести значение радиуса в поле "Смещение просвета".
- Диаметр: с помощью этого параметра можно ввести значение диаметра в поле "Смещение просвета".
Смещение просвета
Задание величины смещения просвета.
Смещение наружного просвета
Внешний радиус
Определение радиального ограничения путем задания граничных значений внешнего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внешний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внутренняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение наружного радиуса
Задание величины смещения наружного радиуса.
Внутренний радиус
Определение радиального ограничения путем задания граничных значений внутреннего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внутренний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внешняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение внутреннего радиуса
Задание величины смещения внутреннего радиуса.
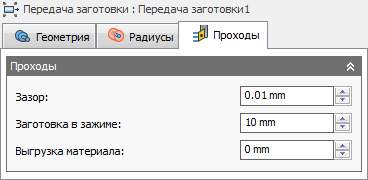
 Настройки на вкладке "Проходы"
Настройки на вкладке "Проходы"
Допуск
Допуск обработки равен сумме допусков для формирования траектории перемещения инструмента и триангуляции геометрии. Для получения общего допуска к данному допуску необходимо добавлять все дополнительные допуски фильтрации.
Свободный допуск 0,100
Жесткий допуск 0,001
Движение станка с ЧПУ по контуру управляется с помощью команд создания отрезков G1 и дуг G2–G3. Чтобы обеспечить это, АСУП аппроксимирует сплайн и траектории перемещения инструментов по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Точность соответствия траектории перемещения инструмента требуемой форме во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, например более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. Первые два способа легко реализовать, так как расчеты в Inventor HSM происходят очень быстро, а большинство современных средств управления имеют не менее 1 МБ оперативной памяти. Тем не менее, короткие прямолинейные перемещения в сочетании с высокой скоростью подачи могут привести к явлению, известному как нехватка данных.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/с, а новых, таких как Haas, — 1000 или более блоков/с. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
Материал в зажиме
Указание количества материала в зажиме.
Выгрузка материала
Указание количества материала, выгружаемого из текущего зажима.