Часто в различных методах обработки создаются траектории перемещения инструментов, состоящие главным образом из прямолинейных перемещений для основной траектории перемещения режущего инструмента. Если этот параметр включен, при сглаживании прямолинейные перемещения будут по возможности заменяться на дуги (G2/G3) в пределах заданного допуска. Эта функция служит для сжатия размера траектории перемещения инструмента, повышения качества детали и для обеспечения более плавной работы станков с ЧПУ. Она поддерживается в большинстве методов 2D- и 3D-обработки. Процедура сглаживания позволяет автоматически вписывать дуги во все плоскости, подходящие для выбранного метода обработки. Неподдерживаемые дуги на устройстве ЧПУ всегда линеаризуются постпроцессором.
В настоящее время предусмотрено только две настройки для управления сглаживанием. Сглаживание можно включить или отключить. Кроме того, можно задать используемый допуск. Сглаживание всегда отключено по умолчанию. Общий допуск для операции рассчитывается как допуск обработки плюс допуск сглаживания при включенном фильтре сглаживания. Значение допуска по умолчанию основано на методе и допуске обработки. Для операций чистовой обработки допуск фильтра обычно находится в диапазоне от 50 до 200 % от заданного допуска обработки, где 100 % могут дать хороший результат. Для операций черновой обработки допуск фильтра обычно находится в диапазоне от 5 до 20 %, где 10 % должны дать хорошие результаты.

Параметры Сглаживания на вкладке Проходы
На изображениях ниже показана траектория перемещения инструмента со сглаживанием и без него для параллельной и контурной траектории перемещения инструмента соответственно. Черные точки представляют собой конечные точки дуговых и прямолинейных перемещений в траектории перемещения инструмента.
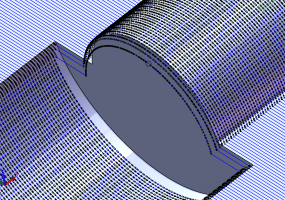
Параллельная траектория без фильтра сглаживания
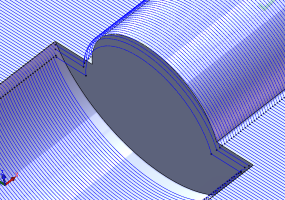
Параллельная траектория с фильтром сглаживания
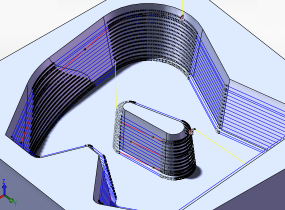
Контурная траектория без фильтра сглаживания
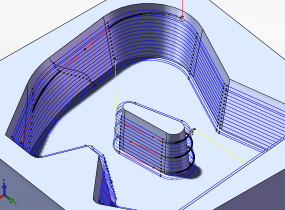
Контурная траектория с фильтром сглаживания