Выбрать одинаковый диаметр
Установите этот флажок, чтобы автоматически выбрать все отверстия одинакового диаметра с текущим отверстием, заданным рамкой выбора.
Пример. Чтобы просверлить одно отверстие размером 6 мм/1/4 дюйма и все отверстия размером 12 мм/1/2 дюйма, сначала выберите отверстие размером 6 мм/1/4 дюйма, а затем — одно из отверстий размером 12 мм/1/2 дюйма, а после этого установите флажок Выбрать одинаковый диаметр.
Данный параметр ассоциативен с моделью. Если позже добавляются дополнительные отверстия с аналогичным диаметром, при повторном создании операции эти отверстия будут автоматически включены в цикл сверления.
Автоматическое объединение сегментов отверстий
Если выбрать этот параметр при сверлении отверстия с несколькими сегментами, соседние сегменты включаются автоматически.
Период остановки
Время остановки в секундах.
Задание времени остановки приводит к остановке перемещения по координате на заданный промежуток времени. В это время шпиндель продолжает вращение на заданной скорости оборотов. Этот параметр можно использовать для обеспечения удаления стружки перед отводом инструмента из отверстия. Кроме того, обычно при этом улучшается чистовая обработка отверстия.
Как правило, достаточным временем остановки является интервал от 1/4 до 1 секунды.
Пример. Для остановки на 1/4 секунды укажите в этом поле значение 0,25 или 1/4.
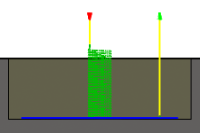
При постобработке цикла сверления время остановки задается в качестве одного из параметров цикла сверления (обычно: P). В большинстве случаев выходное значение задается в миллисекундах (мс).

Время остановки 250 мс в цикле G82
При постобработке с использованием развернутых циклов время остановки выводится в виде постоянной команды остановки (G4).
Для расчета минимального времени остановки, которое позволяет обеспечить по меньшей мере один полный оборот, используйте значение 60, поделенное на скорость вращения шпинделя.
Пример. При 350 об/мин минимальное время остановки должно составлять 60/350 = 0,171 с (можно округлить до 0,2 с).
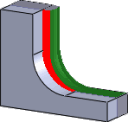
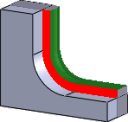
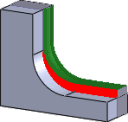
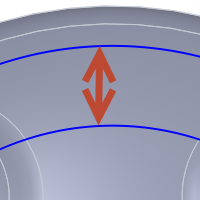
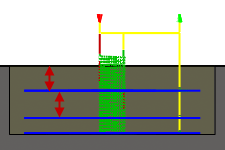
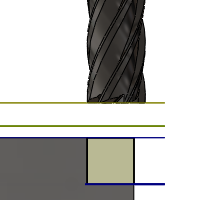
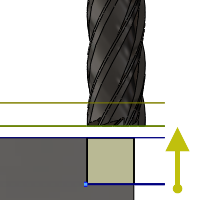
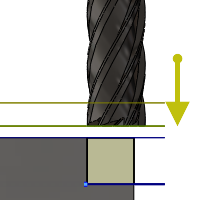
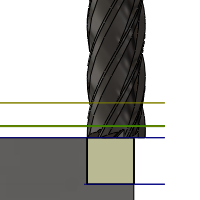
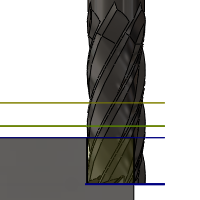
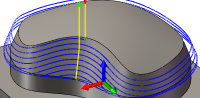
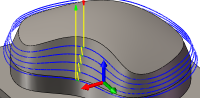
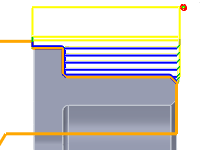
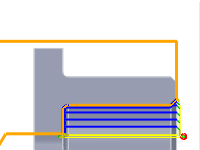
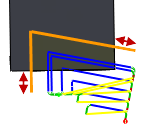
Чистовое перекрытие
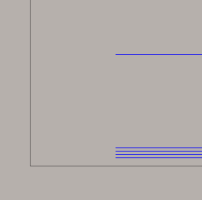
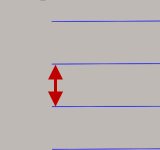
Чистовое перекрытие представляет собой расстояние, которое проходит инструмент за пределами точки входа перед выводом.
При задании чистового перекрытия обеспечивается гарантия того, что материал в точке входа полностью удаляется.
Без чистового перекрытия
Чистовое перекрытие 0,25 дюйма
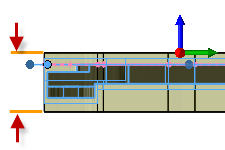
Исп. тонкую стену
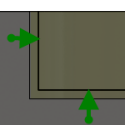
При фрезеровании конструктивных элементов детали с толщиной стенок, сравнимой с толщиной стенок заготовки из листового металла или тоньше, заготовка находится под воздействием сил, возникающих из-за удаления материала. Это может привести к тому, что нежесткая структура тонких стенок будет смещаться относительно инструмента, что затруднит сохранение точности размеров и обеспечение заданного качества чистовой обработки поверхности.
Этот параметр позволяет уменьшить вибрацию и деформацию путем обеспечения одновременной обработки обеих сторон тонкой стенки.
Ширина тонкой стенки
Ширина стенок, которые считаются тонкими.
Все стенки с данной шириной или тоньше обрабатываются одновременно с обеих сторон для уменьшения вибрации и деформации.
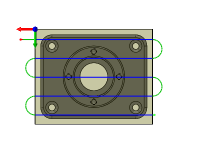
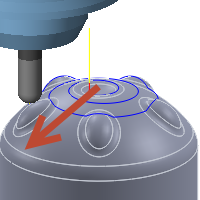
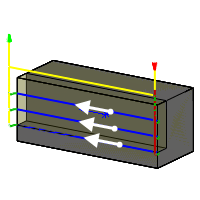
Направление
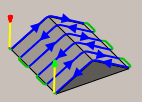
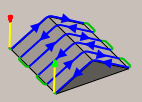
Параметр "Направление" позволяет управлять заданием в Inventor HSM попутного или встречного режима фрезерования.
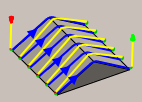
Попутное фрезерование
В обоих направлениях
Попутное
Выберите параметр Попутное для выполнения всех проходов в одном направлении. При использовании этого метода попутное фрезерование в Inventor HSM применяется в рамках выбранных границ.
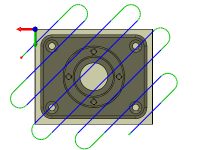
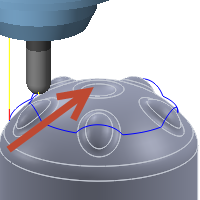
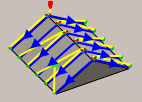
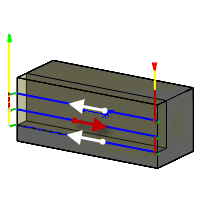
Встречное
Данный параметр позволяет задать направление траектории перемещения инструмента, противоположное заданному настройкой Попутное. Таким образом формируется траектория перемещения инструмента встречного фрезерования.
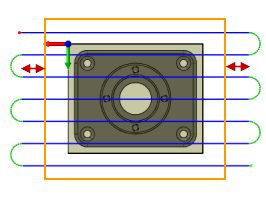
В обоих направлениях
При выборе параметра В обоих направлениях Inventor HSM не учитывает направление обработки и связывает проходы по кратчайшей траектории перемещения инструмента.
Направление
Определение способа удаления материала: с помощью попутного или встречного фрезерования или с помощью комбинации обоих типов.
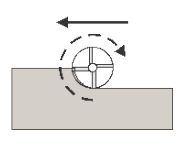
Встречное фрезерование
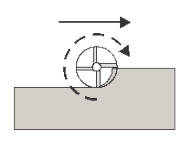
Попутное фрезерование
Попутное и встречное фрезерование
Фреза продвигается в материале таким образом, чтобы режущие канавки максимально задействовали толщину материала, а затем сводили его до нуля. Это называется попутным фрезерованием.
Обработка в противоположном направлении приводит к тому, что инструмент вычерпывает материал, начиная с нулевой толщины и увеличивает его до максимума. Это называется встречным фрезерованием.
Встречное фрезерование часто используется для ручных станков, поскольку боковой зазор в ведущих винтах станка вызывает крен инструмента при попутном фрезеровании. Такая проблема отсутствует на станках с ЧПУ, так как в них используются шариковые винты.
При встречном фрезеровании инструмент трется о поверхность для разрезания, что приводит к упрочнению материала наклепом, формированию тепла и повышению износа инструмента. Подчищение стружки на обработанной поверхности также ухудшает чистовую обработку поверхности.
Если нет конкретных рекомендаций от изготовителя инструмента в отношении фрезеруемого материала, всегда используйте попутное фрезерование на станке с ЧПУ. При попутном фрезеровании создается гораздо меньшее давление резания и вырабатывается меньше тепла, поверхность гораздо лучше обрабатывается и увеличивается срок службы инструмента.
Припуск
Положительное значение
Положительный припуск: материал заготовки, остающийся после операции и удаляемый при последующих операциях черновой и чистовой обработки. Для черновой обработки по умолчанию оставляется небольшой объем материала.
Нет
Без припуска: удаление всего лишнего материала до выбранной геометрии.
Отрицательное значение
Отрицательный припуск: удаление материала за пределами поверхности или контура детали. Этот способ часто используется при электродной обработке для обеспечения искрового зазора или требуемого допуска для детали.
Радиальный припуск (по стенке)
Параметр "Радиальный припуск" позволяет определить объем материала, который необходимо оставить в радиальном направлении (перпендикулярно оси инструмента), т. е. поперек инструмента.
Радиальный припуск
Радиальный и осевой припуск
При положительном значении радиального припуска материал остается на вертикальных стенках и областях детали с большим углом.
Для нестрого вертикальных поверхностей Inventor HSM выполняет интерполяцию между значениями осевого (по опоре) и радиального припуска. Таким образом, остаток заготовки в радиальном направлении на этих поверхностях может отличаться от заданного значения, в зависимости от наклона поверхности и значения осевого припуска.
При изменении значения радиального припуска для осевого припуска автоматически задается аналогичное значение. Задать осевой припуск можно и вручную.
Значение по умолчанию для чистовой обработки — 0 мм или 0 дюймов, т. е. материала не остается.
При черновой обработке по умолчанию остается небольшой объем материала, который можно удалить позднее с помощью одной или нескольких операций чистовой обработки.
Отрицательный припуск
При отрицательном значении припуска операция обработки предусматривает удаление большего количества материала, чем предусмотрено формой модели. Этот параметр может использоваться для электродной обработки с искровым зазором, где размер искрового зазора равен отрицательному значению припуска.
Радиальный и осевой припуски могут быть отрицательным числом. Однако отрицательное значение остатка по радиусу должно быть меньше радиуса инструмента.
При использовании сферической или радиусной фрезы с отрицательным значением радиального припуска, превосходящим угловой радиус, отрицательное значение осевого припуска должно быть меньше или равно угловому радиусу.
Осевой припуск (по опоре)
Параметр Осевой припуск позволяет определить объем материала, который необходимо оставить в осевом направлении (по оси Z), т. е. на конце инструмента.
Осевой припуск
Радиальный и осевой припуски
При положительном значении осевого припуска материал остается на пологих областях детали.
Для нестрого горизонтальных поверхностей Inventor HSM выполняет интерполяцию между значениями осевого и радиального припуска (по стенке). Таким образом остаток заготовки в осевом направлении на этих поверхностях может отличаться от заданного значения, в зависимости от наклона поверхности и значения радиального припуска.
При изменении значения радиального припуска для осевого припуска автоматически задается аналогичное значение. Задать осевой припуск можно и вручную.
Значение по умолчанию для чистовой обработки — 0 мм или 0 дюймов, т. е. материала не остается.
При черновой обработке по умолчанию остается небольшой объем материала, который можно удалить позднее с помощью одной или нескольких операций чистовой обработки.
Отрицательный припуск
При отрицательном значении припуска операция обработки позволяет удалить больше материала, чем предусмотрено формой модели. Этот параметр может использоваться для электродной обработки с искровым зазором, где размер искрового зазора равен отрицательному значению припуска.
Радиальный и осевой припуски могут быть отрицательным числом. Тем не менее, при использовании сферической или радиусной фрезы с отрицательным значением радиального припуска, превосходящим угловой радиус, отрицательное значение осевого припуска должно быть меньше или равно угловому радиусу.
Геометрия
Позволяет выбрать положения сверления из точек (вершины, точки эскиза и т. д.), эскизов, содержащих точки, дуг (эскиза или ребра твердого тела) или цилиндрических граней.
Удалить дублирующиеся отверстия
Указание необходимости удаления повторяющихся отверстий.
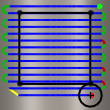
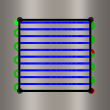
Порядок по глубине
Упорядочение проходов сверху вниз.
Порядок по глубине отключен
Порядок по глубине включен
Порядок по глубине
Указание необходимости упорядочения отверстий по увеличению или снижению уровня Z.
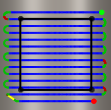
Порядок по площади
Траектории перемещения инструмента упорядочены по области, а не по глубине.
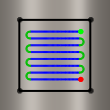
Оптимиз. порядок
Указание необходимости упорядочения отверстий таким образом, при котором расстояние обработки будет минимальным.
Режущая кромка касается дна
Данный параметр позволяет погружать режущую кромку инструмента до самого дна.
Глубина выхода
Указание расстояния, на которое инструмент погружается ниже дна отверстия для обеспечения сквозного просверливания.
Тип цикла
Тип цикла сверления.
Inventor HSM содержит ряд стандартных (повторяющихся) циклов сверления.
Выбор цикла сверления определяет параметры, которые можно задать для операции сверления.
- Сверление — возврат на быстром ходу: обычный тип сверления, рекомендуемый для сверления отверстий с глубиной в три раза меньше диаметра инструмента.
- Цекование — остановка и возврат на быстром ходу: расширение одного конца ранее высверленного отверстия; обычно такой расширенный конец плоский внутри. Остановка используется для улучшения чистовой обработки отверстия.
- Ломание стружки — частичный отвод: сверление отверстий глубиной более, чем в три или четыре раза превышающей диаметр инструмента с периодическим отводом инструмента для удаления стружки и/или заполнения отверстия хладагентом. Этот метод также известен как сверление с периодическим выводом сверла.
- Глубокое сверление — полный отвод: сверление отверстий глубиной более, чем в три или четыре раза превышающей диаметр инструмента с периодическим отводом инструмента из отверстия для удаления стружки и/или заполнения отверстия хладагентом. Этот метод также известен как сверление с периодическим выводом сверла.
- Разрез: понижение подачи и скорости перед проходом сквозь отверстие.
- Глубокое направленное сверление — сверление ружейными сверлами: при стандартном сверлении ружейными сверлами используется одна действующая режущая кромка. Такая уникальная геометрия головки отличается от геометрии стандартного спирального сверла. При сверлении опорные пластины полируют отверстие, что позволяет сохранить прямолинейность. В результате получается максимально круглое отверстие с точным диаметром. Таким способом можно создавать глубокие прямые отверстия в различных материалах.
- Нарезание резьбы: нарезание внутренней правосторонней или левосторонней резьбы в круглом отверстии с помощью многолезвийного инструмента.
- Нарезание левосторонней резьбы: при вхождении в отверстие для нарезания резьбы режущая кромка вращается против часовой стрелки.
- Нарезание правосторонней резьбы: при вхождении в отверстие для нарезания резьбы режущая кромка вращается по часовой стрелке.
- Нарезание резьбы с ломанием стружки: нарезание резьбы с ломанием стружки.
- Развертывание: развертывание (цикл G85) с возвратом на подаче.
- Растачивание: сверление с остановкой в нижней точке и возвратом на подаче.
- Остановка сверления: сверление (цикл G86) с остановом шпинделя в нижней точке и возвратом на быстром ходу.
- Точное растачивание: точное растачивание с выходом со стороны отверстия.
- Обратное растачивание: растачивание с обратной стороны.
- Фрезерование круглого кармана
- Фрезерование отверстий
- Фрезерование резьбы
- Исследование: используется для измерения элемента на детали с помощью щупа или с использованием макроса на станке для определения РСК. Требуется специальная обработка в постпроцессорах в зависимости от станка.
Глубина вывода сверла
Задание глубины для первого прохода с выводом сверла, при котором происходит врезание вовнутрь материала и выход для очистки и ломания стружки.
Уменьшение глубины вывода сверла
Величина, на которую уменьшается глубина вывода сверла при каждом выводе.
Мин. глубина вывода сверла
Минимально допустимая глубина вывода сверла.
Суммарная глубина вывода сверла
Указание глубины вывода сверла для полного отвода.
Расстояние лома стружки
При выполнении операции ломания стружки сверло отходит на заданное расстояние после входа в отверстие во избежание закрепления стружки.
Остановка перед отводом
Остановка перед отводом при выводе сверла для измельчения стружки. В зависимости от материала обработки эта операция может значительно увеличить отвод инструмента.
Смещение растачивания
Задание расстояния, на которое перемещается расточная оправка от стенки траектории перемещения инструмента перед отводом для предотвращения образования выемок. Этот параметр применяется только в отношении циклов сверления с расточной оправкой.
Направление компенсации
Указание направления компенсации.
Боковая компенсация
Указание направления компенсации.
- Слева (попутное фрезерование)
- Справа (встречное фрезерование)
Тип компенсации
Указание типа компенсации.
- В компьютере: компенсация инструмента вычисляется автоматически в Inventor HSM на основе выбранного диаметра инструмента. Выходные данные последующей обработки содержат непосредственно траекторию с компенсацией, а не коды G41/G42.
- В устройстве: компенсация инструмента не вычисляется, но коды G41/G42 являются выходными данными, позволяющими оператору задать объем компенсации и износ на устройстве управления инструментом.
- Износ: работа осуществляется, как при выборе параметра В компьютере, но на выходе также выдаются коды G41/G42. Это позволяет оператору скорректировать износ инструмента на устройстве управления путем ввода разницы в размере инструмента в виде отрицательного числа.
- Обратный износ: аналогичен параметру Износ за исключением того, что корректировка износа вводится в виде положительного числа.
Макс. шаг
Указание значения максимального шага фрезеровки.
Макс. шаг по горизонтали
Указание максимального шаг фрезеровки по горизонтали между проходами.
Адаптивная обработка
Предыдущая 2D-очистка
Отклонение сглаживания
Максимальная степень сглаживания, примененная к проходам черновой обработки. Используйте этот параметр, чтобы избежать острых углов на траектории перемещения инструмента.
Угловое отклонение
Максимальное угловое отклонение. Используйте этот параметр, чтобы избежать острых углов на траектории перемещения инструмента.

Чистовые проходы
При включении данного параметра выполняются проходы чистовой обработки с помощью боковой части инструмента.
С чистовыми проходами
Без чистовых проходов
Кол-во чистовых проходов
Указание количества чистовых проходов.
С тремя чистовыми проходами
Шаг
Максимальное расстояние между проходами чистовой обработки.
Подводы на всех чистовых проходах
Обеспечение полного подвода и отвода на каждом чистовом проходе.
Включено
Отключено
Повторить чистовой проход
Если этот параметр включен, дважды выполняется окончательный финишный проход для удаления материала заготовки, оставшегося из-за деформации инструмента.
Количество заготовок, которое требуется оставить
Указание объема радиальных заготовок, которые требуется оставить для чернового прохода.
Множество глубин
Указание необходимости использования нескольких значений глубины.
С несколькими разрезами глубины
Без нескольких разрезов глубины
Макс. шаг по глубине
Максимальный шаг понижения между уровнями Z.
Чистовые шаги по глубине
Число чистовых проходов с помощью нижней части инструмента.
С тремя чистовыми проходами
Чистовой шаг по глубине
Размер каждого шага понижения в проходах чистовой обработки.
Чистовой шаг по глубине
Угол наклона стенки (град.)
Указание угла уклона стенок.
Определение угла наклона можно использовать для обработки элементов с помощью 2D-методов, для которых в противном случае потребовались бы 3D-методы.
Угол уклона 0 градусов
Угол уклона 45 градусов
Выбор геометрии
Снизу
Сверху
Чистовая только на конечной глубине
Во избежание следов на стенках чистовые проходы выполняются только на конечной глубине.
Отключено
Включено
Черновая финальная
Данный параметр позволяет применить чистовой шаг понижения для каждого чернового/чистового прохода при обработке нескольких значений глубины с одним или несколькими чистовыми шагами понижения.
Допуск
Допуск обработки равен сумме допусков для формирования траектории перемещения инструмента и триангуляции геометрии. Для получения общего допуска к данному допуску необходимо добавлять все дополнительные допуски фильтрации.
Свободный допуск 0,100
Жесткий допуск 0,001
Движение станка с ЧПУ по контуру управляется с помощью команд создания отрезков G1 и дуг G2–G3. Чтобы обеспечить это, АСУП аппроксимирует сплайн и траектории перемещения инструментов по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Точность соответствия траектории перемещения инструмента требуемой форме во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, например более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. Первые два способа легко реализовать, так как расчеты в Inventor HSM происходят очень быстро, а большинство современных средств управления имеют не менее 1 МБ оперативной памяти. Тем не менее, короткие прямолинейные перемещения в сочетании с высокой скоростью подачи могут привести к явлению, известному как нехватка данных.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/с, а новых, таких как Haas, — 1000 или более блоков/с. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
Множество чистовых проходов
Выполнение нескольких чистовых проходов.
Отклонение сглаживания чистовой
Максимальная степень сглаживания, примененная к проходам чистовой обработки. Используйте этот параметр, чтобы избежать острых углов на траектории перемещения инструмента. При задании этого параметра в углах контура остается больше материала, чем требуется.
Черновые проходы
Параметр позволяет выполнить черновые проходы.
Черновой проход обработки
Указание необходимости снятия заострений, оставленных после черновых проходов. Этот параметр следует использовать, когда требуется избежать соприкосновения инструмента с оставшейся заготовкой после применения черновых проходов на стенах.
Шаг
Указание шага фрезеровки по горизонтали между проходами. По умолчанию это значение составляет 95 % диаметра фрезы за вычетом углового радиуса.
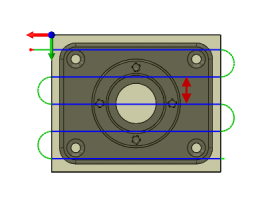
Горизонтальный шаг фрезеровки
Спиральный шаг
Указание радиального шага фрезеровки между проходами. Системное значение по умолчанию основано на 50 % диаметра фрезы.
Спиральный шаг
Шаг
Шаг фрезеровки между проходами, измеренный вдоль поверхности.
Ширина фаски
Ширина фаски (дополнительная).
Для ребер, фаска у которых пока отсутствует, это значение представляет окончательную ширину фаски.
Для ребер с фасками это дополнительное смещение; аналогично использованию отрицательного значения припуска.
Смещение кромки фаски
Значение добавляется к глубине траектории перемещения инструмента, при этом инструмент соприкасается с выбранным ребром посредством корректировки радиального смещения траектории перемещения инструмента.
Направление прохода
Указание направления проходов.
Направление прохода с углом 0°
Направление прохода с углом 45°
Продление прохода
Расстояние, на которое необходимо продлить проходы за границей обработки.
Продление прохода
Снизу
Максимальная глубина резания.
Сверху
Указание верхней точки заготовки.
Оптим. нагрузка
Указание величины захода в адаптивных методиках.
Траектория перемещения инструмента при очистке на высокой скорости
Траектория перемещения инструмента при предыдущем методе очистки
Отклонение нагрузки
Максимальное отклонение оптимальной нагрузки инструмента. Нагрузка никогда не превышает оптимальную нагрузку с учетом отклонения.
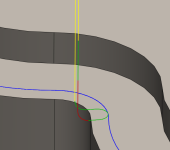
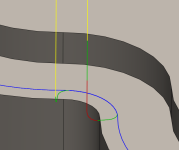
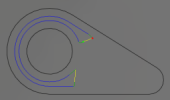
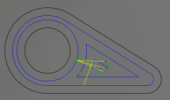
Мин. радиус обработки
Параметр "Мин. радиус обработки" задан
Если параметр Мин. радиус обработки задан, острые углы в траектории перемещения инструмента избегаются, что минимизирует вибрации в готовой детали.
Параметр "Мин. радиус обработки" не задан
Если параметр Мин. радиус обработки не задан, в рамках траектории перемещения инструмента материал удаляется везде, куда достает выбранный инструмент. Это приводит к появлению в траектории перемещения инструмента острых углов, которые в свою очередь являются причиной вибраций в обработанной детали.
Точный шаг по глубине
Указание точного шага понижения для промежуточных шагов. Эти шаги выполняются вверх в направлении оси инструмента.
Скругление стен
Используется для скругления выдавленных стен.
Обработать полости
Если параметр включен, выполняется обработка внутри выбранных замкнутых контуров.
Если параметр отключен, выполняется обработка снаружи выбранных замкнутых контуров.
Разомкнутые контуры можно задать, только если этот параметр включен.
Параметр "Обработать полости" включен
Параметр "Обработать полости" отключен
Обработать полости
Если параметр включен, в методе выполняется вход под уклоном в карманы и их обработка.
Если параметр отключен, в методе осуществляется обработка только снаружи вовнутрь. Карманы остаются необработанными.
Шаг вручную
Данный параметр позволяет задавать шаг фрезеровки вручную.
Мин. шаг
Указание минимального шага фрезеровки.
Без вырезов в полную ширину
Данный параметр указывает на то, что необходимо избегать вырезов в полную ширину.
Максимальное врезание инструмента
Указание максимального врезания инструмента при вырезах в полную ширину.
Максимальный трохоидальный радиус
Указание максимального радиуса трохоиды.
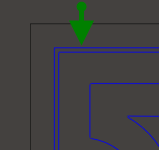
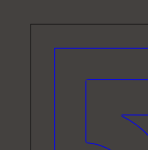
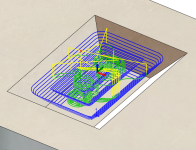
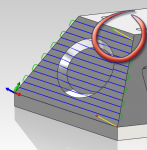
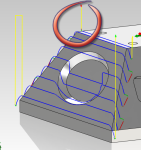
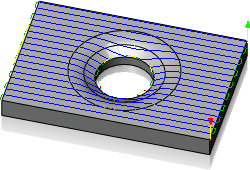
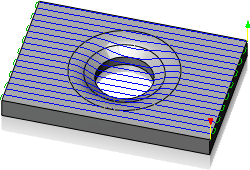
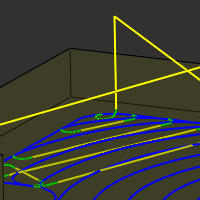
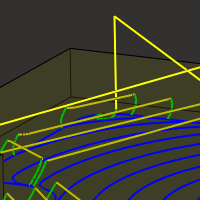
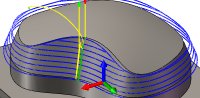
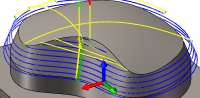
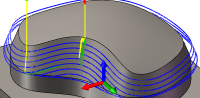
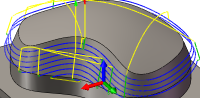
Обработать пологие области
Данный параметр указывает, что дополнительные уровни Z должны представлять собой вырезы в пологих областях. На следующих двух изображениях показаны 3D-контуры.
Отключено
Включено
Минимальный шаг по глубине в пологих областях
Этот параметр позволяет управлять минимально допустимым шагом понижения между дополнительными уровнями Z. Этот параметр переопределяет значение Максимальный шаг в пологих областях.
Максимальный шаг в пологих областях
Этот параметр позволяет управлять шагом фрезы, используемым для выявления областей, в которые необходимо вставить дополнительные уровни Z. Если нормальное понижение приводит к шагу фрезеровки, превосходящему это значение, то вставляются дополнительные уровни, пока не будет достигнуто значение шага фрезеровки или минимального понижения.
Определение плоских областей
Если этот параметр включен, в рамках метода выполняется попытка определить значения высоты плоских областей и вершин и выполнить обработку на этих уровнях.
Если параметр отключен, в рамках метода производится обработка на указанных шагах понижения.
Мин. шаг по глубине
Используется при обнаружении плоских областей. При этом выполняется минимально допустимый шаг понижения.
Минимальный заход в осевом направлении
Возможность задействовать хотя бы одну канавку при повороте во время промежуточных операций, чтобы предотвратить дрожание и снизить степень износа инструмента.
Осевое смещение
Указание значения осевого смещения для траектории перемещения инструмента на выбранном контуре.
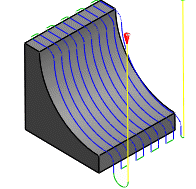
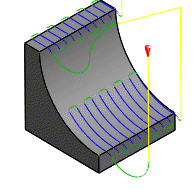
Проходы с осевым смещением
Используется для выполнения нескольких вырезов вглубь.
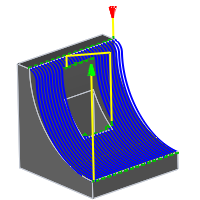
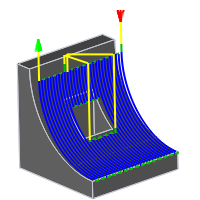
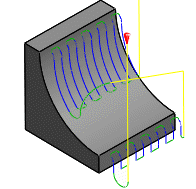
Проходы с осевым смещением используются во многих методах чистовой 3D-обработки для создания нескольких проходов с пошаговым смещением по оси Z. Они аналогичны выполнению нескольких шагов понижения чистовой обработки в 2D-операциях и используются для удаления фиксированного объема материала с применением нескольких проходов. На следующих изображениях показан метод параллельной 3D обработки.
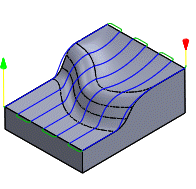
Отключено
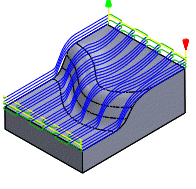
Проходы с трехосевым смещением
Макс. черновой шаг по глубине
Указание максимального шага понижения между уровнями Z при черновой обработке.
Максимальный шаг понижения (отображение без шагов понижения чистовой обработки)
Число шагов по глубине
Указание требуемого количества шагов понижения.
Чрезмерная толщина
Дополнительная толщина, которая применяется для инструмента, чтобы обнаружить проходы вдоль сопряжений с радиусом, превышающим радиус инструмента.
Угол касательной к двум точкам
Угол в градусах, который используется для обнаружения проходов вдоль стены или гибки.
Предел кол-ва шагов
Если параметр отключен, число шагов не ограничивается и в результате выполняется скрытая чистовая карандашная обработка всей поверхности.
Связка изнутри наружу
Включите этот параметр чтобы указать, необходимо ли выполнять связывание между проходами без определенного порядка или в порядке от внутренних проходов к наружным.
Направление внутрь/наружу
Указание направления траектории перемещения инструмента: изнутри наружу или наоборот. При выборе параметра Не важно используется порядок по расстоянию.
Изнутри наружу
Снаружи вовнутрь
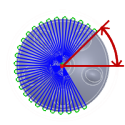
Угловой шаг
Угловой шаг в градусах между радиальными проходами.
Угол от
Радиальный начальный угол в градусах, измеряемый от оси X при просмотре в РСК.
От угла
Угол до
Радиальный конечный угол в градусах, измеряемый от оси X при просмотре в РСК.
К углу
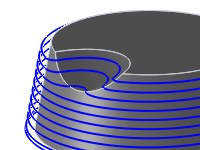
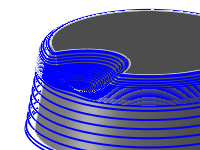
Внутренний радиус
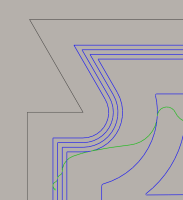
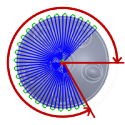
Задание минимального внутреннего радиуса. На следующих изображениях показана спиральная 3D-траектория перемещения инструмента.
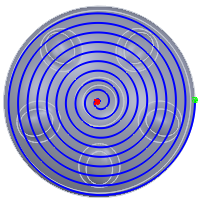
Без внутреннего радиуса
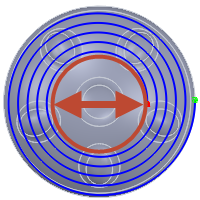
Внутренний радиус
Наружный радиус
Задание максимального наружного радиуса. На следующих изображениях показана спиральная 3D-траектория перемещения инструмента.
Без наружного радиуса
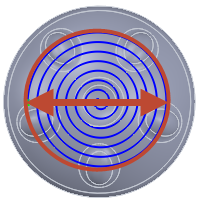
Наружный радиус
Центр вручную
Центр радиальных проходов.
ЧС
Спираль закручена по часовой стрелке.
Ориентация инструмента
Задание ориентации токарного инструмента в градусах.
Ориентация инструмента
Переопределение ориентации инструмента, определенной в настройке
Данный параметр используется во всех 2D- и 3D-операциях для управления программированием осей 3 + 2.
Ориентация инструмента включена
Ориентация инструмента отключена
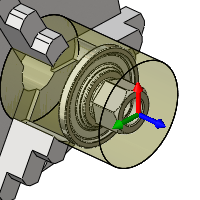
Ориентация инструмента
Определение способа ориентации инструмента с помощью комбинации параметров ориентации триады и начала координат.
В раскрывающемся меню Ориентация содержатся следующие параметры для определения триады осей X, Y и Z.
- Настройка ориентации РСК: ориентация инструмента с использованием рабочей системы координат согласно текущей настройке.
- Ориентация модели: ориентация инструмента с использованием рабочей системы координат из текущей детали.
- Выбор оси Z/плоскости и оси X: определение оси Z путем выбора одной грани или ребра и оси X путем выбора другой грани или ребра. Обе оси (Z и X) можно развернуть на 180 градусов.
- Выбор оси Z/плоскости и оси Y: определение оси Z путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (Z и Y) можно развернуть на 180 градусов.
- Выбор осей X и Y: определение оси X путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (X и Y) можно развернуть на 180 градусов.
- Выбор системы координат: задание определенной ориентации инструмента для выполнения этой операции на основе пользовательской системы координат Inventor (ПСК) в модели. В этом параметре используется как начало координат, так и ориентация существующей системы координат. Используйте этот параметр, если модель не содержит подходящих точек и плоскостей для операции.
- Использовать замену оси: для обработки по 4 осям при замене оси для создания траектории перемещения инструмента с помощью справочного радиуса и развертывания скругленной детали создается траектория перемещения инструмента.
В раскрывающемся меню Начало координат содержатся следующие параметры для определения расположения начала координат триады.
- Настройка начала координат РСК: задание начала координат инструмента с использованием рабочей системы координат согласно текущей настройке.
- Начало координат модели: задание начала координат инструмента с использованием рабочей системы координат из текущей детали.
- Выбранная точка: задание начала координат триады путем выбора вершины или ребра.
- Точка короба заготовки: задание начала координат триады путем выбора точки на ограничивающей рамке заготовки.
- Точка короба модели: задание начала координат триады путем выбора точки на ограничивающей рамке модели.
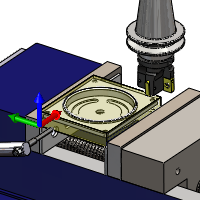
Ориентация инструмента
Указание способа задания системы координат заготовки.
Начало координат и ориентация
Использовать начало координат и ориентацию: точка эскиза или вершина заготовки используются для определения расположения РСК, а плоскость или плоская грань используются для определения ориентации РСК.
Система координат
Использовать систему координат: существующая пользовательская система координат (ПСК) Inventor используется для определения расположения и ориентации РСК.
Заготовка и ориентация
Использовать заготовку и ориентацию: расположение на заготовке (например, "По центру сверху") используется для определения расположения РСК, а плоскость или плоская грань используются для определения ориентации РСК.
Модель
Данный параметр позволяет переопределить геометрию модели (поверхности/тела), заданную текущей настройкой.
Включить настроенную модель
Данный параметр включен по умолчанию. Выбранная в настройке модель дополнительно добавляется к поверхностям модели, выбранным в рамках операции. Если снять этот флажок, то траектория перемещения инструмента создается только на поверхностях, выбранных в рамках операции.
Геометрия
Выберите любой элемент эскиза или используйте Выбор разомкнутого или замкнутого контура в модели, чтобы сформировать замкнутые или разомкнутые контуры для обработки.
Геометрия
Здесь можно задать определенные целевые поверхности детали.
- В настроенной модели используется любая доступная геометрия детали или сборки либо геометрия, указанная в разделе по созданию настройки в Справочнике по настройке.
- При выборе используются только выбранные тела, грани или поверхности.
Обратите внимание, что тела выбираются по умолчанию.
Если вместо них необходимо выбрать отдельные грани, используйте параметр Выбрать другое или измените фильтр для выбора только граней.
Избегать/затрагивать поверхности
Указание поверхностей, которые не должны подвергаться обработке. Если этот параметр включен, траектории перемещения инструментов не приближаются к выбранным поверхностям ближе, чем на заданную величину.
Отключено
Включено
Клиренс
Постоянное расстояние между инструментом и выбранными поверхностями.
Затрагивать поверхности
Данный параметр имеет значение, обратное параметру Избегать поверхностей. Если этот параметр включен, то траектория перемещения инструмента может затрагивать поверхности, заданные параметром "Избегать поверхностей", а остальные поверхности не затрагиваются.
Затрагивать поверхности
Встречное/попутное фрезерование
Этот параметр используется для разделения каждого прохода на сегменты таким образом, чтобы каждый фрагмент обрабатывался только при перемещении вверх или вниз. Он полезен при использовании насадных фрез, которые ограничены определенным направлением резания.
Не важно
Попутное фрезерование
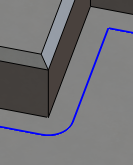
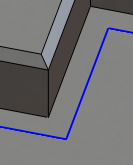
Граница обработки
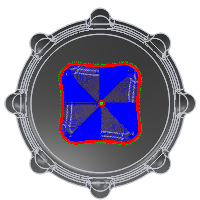
Режим контура позволяет задать способ определения контура траектории перемещения инструмента. На следующих изображениях показано использование радиальной 3D-траектории перемещения инструмента.
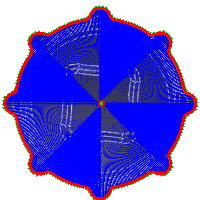
Пример 1
Пример 2
Режимы контуров
- Нет: траектория перемещения инструмента охватывает всю заготовку без ограничений.
- Огранич. контур: траектории перемещения инструментов ограничиваются рамкой, определяемой максимальными границами детали при просмотре в РСК.
-

Огранич. контур
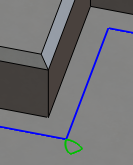
- Силуэт: траектории перемещения инструментов ограничиваются контуром, определяемым тенью детали при просмотре в РСК.
Силуэт
- Выбор: траектории перемещения инструментов ограничиваются областью, заданной выбранным контуром.
Выбор
Ограничение инструмента
Меню Tool containment позволяет управлять положением инструментов относительно выбранных контуров.
Внутри
Инструмент остается целиком в пределах контура. В результате может быть обработана не вся поверхность, ограниченная контуром.
Внутри
По центру
Контур ограничивает центр инструмента. Такая настройка гарантирует обработку всей поверхности внутри контура. Однако также могут быть обработаны области за пределами контуров.
По центру
Снаружи
Траектория перемещения инструмента создается внутри контура, но кромка инструмента может перемещаться по наружной кромке контура.
Снаружи
Для смещения ограничивающего контура используйте параметр Доп. смещение.
Доп. смещение
Применение дополнительного смещения к выбранным контурам и ограничению перемещения инструмента.
При положительном значении контур смещается вовне. Если в качестве ограничения перемещения инструмента задано значение Внутри, то контур смещается вовнутрь.
Отрицательное смещение, центр инструмента на контуре
Без смещения, центр инструмента на контуре
Положительное смещение, центр инструмента на контуре
Чтобы убедиться в том, что кромка инструмента перекрывает контур, выберите значение Снаружи в качестве ограничения перемещения инструмента и введите небольшое положительное значение.
Чтобы убедиться в том, что кромка инструмента находится на расстоянии от контура, выберите значение Внутри в качестве ограничения перемещения инструмента и введите небольшое положительное значение.
Граница контактной точки
Если этот параметр включен, ограничения контура применяются к точке соприкосновения инструмента и детали, а не к местоположению центра инструмента.
Отключено
Включено
Разница показана ниже на параллельной траектории перемещения инструмента с использованием концевой сферической фрезы.
Отключено
Включено
Только контакт
Управление созданием траектории перемещения инструмента на участках, где инструмент не соприкасается с обрабатываемой поверхностью. Если параметр отключен, то траектории перемещения инструментов удлиняются в пределах ограничивающего контура и проходят по выемкам в заготовке.
Включено
Отключено
Уклон
Траектории перемещения инструментов ограничиваются диапазоном заданных значений углов.
0–90°
0–45°
45–90°
Ограничение угла наклона определяется параметрами угла From slope angle и To slope angle на вкладке Geometry. Значения углов лежат в промежутке от 0° (горизонтальное положение) до 90° (вертикальное положение).
Обрабатываются только области, соответствующие значениям параметров Из угла уклона и До угла уклона или превосходящие их.
Большинство методов чистовой 3D-обработки поддерживают функцию ограничения угла наклона. Одним из назначений функции ограничения уклона является ограничение выбранного метода траектории перемещения инструмента наиболее подходящими углами. Например, параллельная чистовая обработка больше подходит для пологих областей, а чистовая контурная обработка — для участков с большим углом.
Из угла уклона
Значение Из угла уклона отсчитывается от плоскости с углом 0° (горизонтальная плоскость). Обрабатываются только области, равные этому значению или превосходящие его.
Угол наклона от плоскости 0°
До угла уклона
Значение До угла уклона отсчитывается от плоскости с углом 0° (горизонтальная плоскость). Обрабатываются только области, равные этому значению или меньше его.
Угол уклона до плоскости 90°
Политика отвода
Управление способом перемещения инструмента между проходами резания. На следующих рисунках показано использование метода на основе расхода.
- Полный отвод: инструмент полностью опускается до значения высоты отвода в конце прохода перед перемещением вверх для начала следующего прохода.
- Минимальный отвод: перемещение до высоты в нижней точке, на которую инструмент отходит от заготовки с добавлением любого указанного безопасного расстояния.
- Кратчайший путь: перемещение инструмента по кратчайшему пути по прямой линии между траекториями.
Осторожно: Параметр Кратчайший путь не следует использовать на станках, которые не поддерживают линеаризованные быстрые перемещения, при которых перемещения G0 прямолинейны (в отличие от перемещения G0, когда перемещение по всем осям идет на максимальной скорости, иногд· ··· Несоблюдение данного правила приводит к движению станка, которое не может быть правильно смоделировано с помощью программы и может привести к выходу инструмента из строя.Для станков с ЧПУ, не поддерживающих линеаризованные быстрые перемещения, постпроцессор может быть изменен для преобразования всех перемещений G0 в перемещения с высокоскоростной подачей G1. Для получения более подробной информации или инструкций о способах изменения постпроцессоров согласно описанному выше обратитесь в службу технической поддержки.
Режим высокой подачи
Указание случаев, когда быстрые перемещения должны выводиться как реальные перемещения на быстром ходу (G0), а когда — как перемещения с высокоскоростной подачей (G1).
- Сохранить ускоренное перемещение: все быстрые перемещения сохраняются.
- Сохранить осевое и радиальное ускор. перемещения: быстрые перемещения только по горизонтали (радиальные) или по вертикали (осевые) выводятся как реальные перемещения на быстром ходу.
- Сохранить осевое ускор. перемещение: только быстрые перемещения по вертикали.
- Сохранить радиальное ускор. перемещение: только быстрые перемещения по горизонтали.
- Сохранить ускор. перемещение одной оси: только быстрые перемещения по одной оси (X, Y или Z).
-
Всегда исп. высокую подачу: вывод быстрых перемещений в формате G01 (перемещение с высокой скоростью подачи), а не G0 (быстрые перемещения)
Данный параметр обычно устанавливается во избежание пересечений при быстрых перемещениях на станках, где используется перемещение по ломаным линиям при быстром движении.
Высокая подача
Скорость подачи для вывода быстрых перемещений в формате G1, а не G0.
Разрешить быстрый отвод
Вытянуть перед отводом
Возможность переноса от заготовки до отвода. Если параметр отключен, отводы будут соприкасаться с заготовкой.
Если этот параметр включен, отвод выполняется в формате быстрых перемещений (G0). Чтобы обеспечить отвод на подаче, параметр следует отключить.
Безопасное расстояние
Минимальное расстояние между инструментом и поверхностями детали во время перемещений при отводе. Расстояние измеряется после применения припуска, поэтому при отрицательном значении припуска следует соблюдать осторожность, чтобы убедиться, что безопасное расстояние достаточно велико для предотвращения возможных пересечений.
Макс. расстояние внизу
Указание максимального расстояния для перемещения в нижнем положении.
Максимальное расстояние внизу в 1 дюйм
Максимальное расстояние внизу в 2 дюйма
Уровень в нижнем положении
При обходе препятствий эта настройка используется, чтобы определить уровень в нижнем положении, а не для определения отводов. Как правило, метод Адаптивный используется для увеличения расстояния в нижней точке, если станок ЧПУ замедляет отводы по сравнению с высокоскоростной подачей. В этих случаях следует увеличить значение уровня в раскрывающемся меню Уровень в нижнем положении. Значения увеличиваются с приращением в 10 %, если параметру Минимум присвоено значение 0 %, а параметру Максимум — 100 %.
Задать минимальный диаметр профиля
Данный параметр позволяет задать минимальный диаметр профиля. Если область обработки меньше заданного минимального диаметра профиля, она не обрабатывается.
Минимальный диаметр профиля
Минимальный размер вырезаемой полости.
Направление
Параметр Направление позволяет управлять заданием Inventor HSM или встречного режима фрезерования в программе Inventor HSM.
Попутное
Выберите параметр Попутное для выполнения всех проходов в одном направлении. При использовании этого метода попутное фрезерование в Inventor HSM применяется в рамках выбранных границ.
Попутное фрезерование
Встречное
Данный параметр позволяет задать направление траектории перемещения инструмента, противоположное заданному настройкой Попутное. Таким образом формируется траектория перемещения инструмента встречного фрезерования.
Встречное фрезерование
Использовать винтовые шаги
Этот параметр позволяет использовать винтовые подводы/отводы вместо круговых.
Не поднимать инструмент
Если этот параметр включен, метод позволяет избежать отвода, если расстояние до следующей области ниже заданного расстояния в нижнем положении.
В обоих направлениях
Если этот параметр включен, проходы осуществляются в обоих направлениях. Отключите параметр, чтобы выполнить обработку с использованием только попутного фрезерования.
Режим хода
С помощью параметров режима хода можно точно контролировать ход инструмента. Доступно пять параметров.
- Ошибка: если подвод или отвод инструмента может привести к появлению углубления, выводится сообщение об ошибке. Для дальнейшей корректировки хода требуется вмешательство пользователя.
- Отменить проходы: если при заданных настройках выполнение каких-либо проходов невозможно, эти проходы отменяются. При выборе этого параметра остаточные материалы сохраняются для последующих операций.
- Движение подвода: при наличии свободного места положение подвода перемещается в другую точку, при этом прочие параметры подвода остаются без изменений.
- Ход токарной обработки: при наличии свободного места угол хода изменяется.
- Ход отвода: наиболее автоматизированный режим хода, используемый по умолчанию. В этом режиме можно связать все детали, а также выполнить отвод по окружности в том случае, если другие варианты отсутствуют. Рекомендуется выбрать именно этот параметр.
Использовать фиксированное направление хода
Этот параметр указывает, что направление хода всегда определяется системой координат XZ. Если этот параметр отключен, направление хода зависит от направления резания вперед или назад, заданного для отдельных проходов.
Подвод (вход)
Этот параметр позволяет создать подвод.
Подвод
Радиус горизонт. подвода
Указание радиуса для горизонтального подвода.
Радиус горизонтального подвода
Угол подвода
Указание сдвига дуги подвода.
Угол сдвига на 90 градусов
Угол сдвига на 45 градусов
Расстояние линейного подвода
Указание длины прямолинейного подвода, для которого требуется активация компенсации радиуса в контроллере.
Расстояние линейного подвода
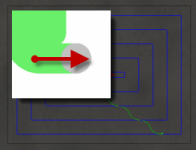
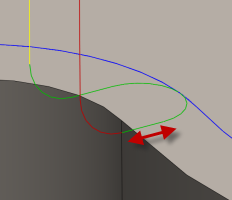
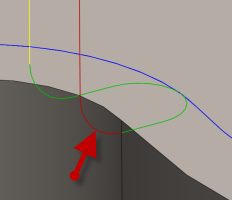
Перпендикулярно
Данный параметр заменяет тангенциальное удлинение дуг подвода/отвода на перемещение, перпендикулярное дуге.
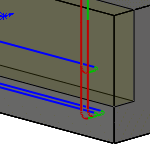
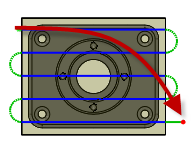
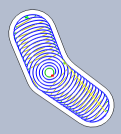
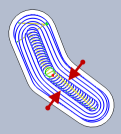
Показан перпендикулярный элемент ввода/вывода
Пример. Высверленное отверстие с максимально большими ведущими дугами (чем больше дуга, тем меньше вероятность появления следа при прерывании обработки), где линейный подвод по касательной невозможен, так как он удлиняется прямо в боковую сторону отверстия.
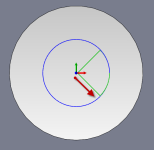
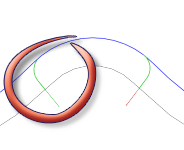
Радиус вертик. подвода
Радиус вертикальной дуги, сглаживающей движение на входе. Замеряется от начального перемещения до самой траектории перемещения инструмента.
Радиус вертикального подвода
Отвод (выход)
Данный параметр позволяет создать отвод.
Отвод
Аналогично подводу
Указание того, что определение отвода должно совпадать с определением подвода.
Радиус горизонт. отвода
Указание радиуса для движений горизонтального отвода.
Радиус горизонтального отвода
Угол отвода
Указание сдвига дуги отвода.
Расстояние линейного отвода
Указание длины прямолинейного отвода, для которого требуется отключение компенсации радиуса в контроллере.
Расстояние линейного отвода
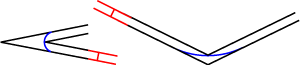
Перпендикулярно
Данный параметр заменяет тангенциальное удлинение дуг подвода/отвода на перемещение, перпендикулярное дуге.
Показан с перпендикулярным элементом входа/выхода
Пример. Высверленное отверстие с максимально большими ведущими дугами (чем больше дуга, тем меньше вероятность появления следа при прерывании обработки), где линейный подвод по касательной невозможен, так как он удлиняется прямо в боковую сторону отверстия.
Радиус вертик. отвода
Указание радиуса для движений вертикального отвода.
Радиус вертикального отвода
Наклон
Включение наклонов.
Угол наклона 15 градусов
Тип наклона
Указание способа движения фрезы вниз для каждого выреза.
Предварительное сверление
Для использования параметра предварительного сверления необходимо задать расположения точек предварительного сверления.
Врезание
Зигзаг
Обратите внимание на плавные переходы при зигзагообразном типе наклона.
Профиль
Сглаживание контура
Виток
Тип перехода
Указание типа соединения между проходами.
- Нет контакта: боковые смещения фрезы не соединены между собой на одном уровне Z, но соединены с движением отвода.
- Прямая линия: упрощенные прямые соединения с использованием прямых линий.
- Кратчайший путь: кратчайший путь между областями обработки (как правило, перемещение по прямой линии).
- Сглаживание: использование сглаживающих движений по касательной с помощью реальных дуг, где это возможно.
Разрешить врезание
Данный параметр используется для разрешения погружения по вертикали. При этом выполняется отключение всех других типов вертикальных подводов/отводов. Станок выполняет вертикальное движение вниз до следующего уровня обработки на скорости врезной подачи, заданной для инструмента.
Разрешить винтовые уклоны
Если этот параметр включен, винтовые уклоны создаются там, где это возможно.
Разрешить контурные уклоны
Если этот параметр включен, то формируются контурные (или профильные) уклоны.
Разрешить сглаженные контурные уклоны
Если этот параметр включен, формируются сглаженные уклоны контуров.
Разрешить зигзагообразные уклоны
Если этот параметр включен, формируются зигзагообразные уклоны.
Вкл. врезание снаружи заготовки
При включении этого параметра вместо обработки материала внутри контура выбранной области можно выполнить удаление материала вне выбранного контура посредством выбора дополнительного контура заготовки.
Отключите данный параметр, чтобы обеспечить движение под уклоном в заготовке.
Угол наклона (град.)
Указание максимального угла уклона.
Угол конуса наклона (град.)
Требуемый угол конуса винтовых уклонов. Этот параметр можно использовать для удерживания вала инструмента в некотором отдалении от заготовки и оптимизации удаления стружки при создании уклона.
Макс. наклонный шаг
Указание максимального шага понижения на оборот профиля уклона. Этот параметр позволяет ограничить нагрузку на инструмент при выполнении вырезов в полную ширину в процессе создания уклона.
Наклонная высота клиренса
Высота уклона над текущим уровнем заготовки.
Наклонный радиальный клиренс
Указание минимального расстояния до контура для спирали подвода.
Диаметр витка
Указание диаметра винтового уклона.
Сглаженные уклоны
Если этот параметр включен, уклоны начинаются и заканчиваются по касательной для всех трех осей.
Уклон выполняется без разрывов в производной первого порядка таким образом, чтобы вместо обычных точек излома на траектории использовались сглаженные кривые.
Минимальный диаметр уклона
Указание минимального диаметра уклона.
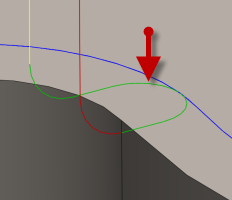
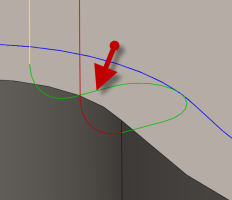
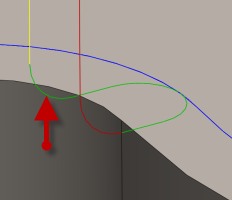
Вызвать уклон профиля
Включите этот параметр, чтобы вызвать уклон профиля в верхних точках выбранных контуров.
Параметр можно использовать, например, для вырезания отверстий.
Обрезать проходы
Включите этот параметр, чтобы разрешить обрезание проходов для соответствия подводам/отводам в случаях, где иначе невозможно обеспечить высокую скорость подачи при обработке на станке с ЧПУ. Если параметр отключен, проход обрабатывается целиком. Это может привести к резким перемещениям, а минимальный радиус угла может не соблюдаться.
Диаметр наклона вручную
Если этот флажок установлен, можно задать минимальный диаметр уклона.
Угол контактного уклона
Максимальный угол контактного уклона.
Плавный контактный уклон
Данный параметр указывает, что контактный уклон должен быть плавным.
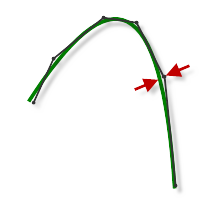
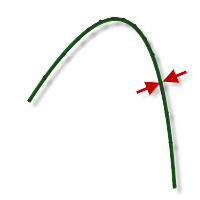
Убрать пиковые отклонения
Данный параметр позволяет удалить пиковые отклонения в траектории перемещения инструмента.
Максимальный угол пикового отклонения
Указание угла проходов, который вызывает пиковое отклонение.
Сглаживание
Сглаживание траектории перемещения инструмента посредством удаления чрезмерного количества точек и монтажных дуг в тех местах, где это возможно, в пределах заданного допуска фильтрации.
Сглаживание отключено
Сглаживание включено
Сглаживание используется для сокращения объема кода без потери точности. Сглаживание выполняется путем замены коллинеарных отрезков одним отрезком и касательными дугами, заменяющими несколько отрезков в областях искривлений.
Преимущества сглаживания могут быть огромными. Размер файла G-кода может быть уменьшен на 50 % и более. Обработка будет выполняться быстрее и более плавно. Кроме того, будет улучшена финишная обработка поверхности. Величина сокращения кода зависит от того, насколько траектория перемещения инструмента подходит для сглаживания. Траектории перемещения инструментов, расположенные изначально в основной плоскости (XY, YZ, XZ), например параллельные траектории, подходят для фильтрования. Другие объекты, например 3D-фестон, подходят для сокращения меньше.
Допуск сглаживания
Указание допуска фильтра сглаживания.
Сглаживание выполняется лучше всего, когда допуск (точность, с которой создается исходная линеаризованная траектория) равен значению сглаживания (замена отрезков монтажными дугами) или превышает его.
Дообработка
Использование остаточной обработки.
Дообработка
Сведение операции к удалению материала, не удаленного предыдущим инструментом или операцией.
Дообработка ВКЛ
Дообработка ОТКЛ
Источник остаточного материала
Указание источника, по которому рассчитывается дообработка.
- По предыдущим операциям
- По операциям
- По инструменту
- По файлу
- По телам
- По заданной заготовке
По заданной заготовке
Объединение всех зависимых операций
Объединение всех зависимых операций.
Включить все предыдущие операции
Включение всех предыдущих операций.
Разрешение
Указание разрешения остаточного материала.
Перекрытие
Это значение указывает объем остаточного материала, который можно игнорировать. Используйте этот параметр, чтобы избежать ненужных проходов в местах, где имеется небольшое количество остаточного материала.
Диаметр инструмента
Указание диаметра инструмента для обработки остаточного материала.
Угловой радиус
Указание углового радиуса инструмента для обработки остаточного материала.
Угол заострения
Указание угла заострения инструмента для обработки остаточного материала.
Длина плеча
Указание длины плеча инструмента для обработки остаточного материала.
Файл
Указание файла остаточного материала.
Настройка
Выбор корректировки остаточного материала для игнорирования или фрезерования малых заострений.
- Использовать согласно расчетам
- Игнорировать заострения
- Обработать заострения
Смещение настройки
Этот параметр позволяет определить объем заготовки, который игнорируется или игнорируется и удаляется, в зависимости от значения параметра "Настройка остаточ. материала". В основном данный параметр используется для предотвращения обработки незначительного объема остаточного материала при заданной настройке Игнорировать заострения.
Операция остаточ. материала
Операция для остаточного материала.
Припуск остаточного материала
Данный параметр позволяет задать припуск остаточного материала.
Высота клиренса
Высота клиренса — это первая высота, на которую переходит инструмент в начале траектории перемещения.
Высота клиренса
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты клиренса
Параметр Смещение высоты клиренса применяется к выбранному режиму высоты зазора в приведенном выше раскрывающемся списке и является его производной.
Высота отвода
В режиме высоты отвода задается высота, на которую поднимается инструмент перед следующим проходом резания. Значение режима высоты отвода должно быть больше значения высоты подачи и верхней точки. Режим высоты отвода используется вместе с последующим смещением для определения высоты.
Высота отвода
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты отвода
Параметр Смещение высоты отвода применяется и относится к выбранному режиму высоты отвода в приведенном выше раскрывающемся списке.
Высота подачи
Режим высоты подачи позволяет задать высоту, на которую быстро перемещается инструмент перед изменением скорости при подаче/врезании для ввода в деталь. Значение режима высоты подачи должно быть выше значения в верхней точке. В операции сверления эта высота используется в качестве исходной высоты подачи и высоты отвода при выводе сверла. Режим высоты подачи используется вместе с последующим смещением для определения высоты.
Высота подачи
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Откл.: отключение параметра Высота подачи вызывает быстрое перемещение инструмента при подводе.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты подачи
Параметр Смещение высоты подачи применяется и относится к выбранному режиму высоты подачи в приведенном выше раскрывающемся списке.
Высота сверху
В режиме высоты в верхней точке задается высота, определяющая верхнюю точку выреза. Значение режима высоты в верхней точке должно быть выше значения в нижней точке. Режим высоты в верхней точке используется вместе с последующим смещением для определения высоты.
Высота сверху
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение сверху
Параметр Top offset применяется к выбранному режиму высоты в верхней точке в приведенном выше раскрывающемся списке и является его производной.
Высота снизу
Режим высоты в нижней точке позволяет определить высоту/глубину финальной обработки и максимальную глубину, на которую инструмент погружается в заготовку. Значение режима высоты в нижней точке должно быть ниже значения в верхней точке. Режим высоты в нижней точке используется вместе с последующим смещением для определения высоты.
Высота снизу
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
- По ширине фаски: позволяет просверлить достаточное отверстие, чтобы ширина фаски соответствовала входному параметру. Входной параметр не должен превышать ширину фаски инструмента. Расчетное смещение высоты зависит от параметров инструмента (диаметра, диаметра режущей кромки и угла при вершине) и от диаметра отверстия. К допустимым параметрам относятся цилиндрические грани, окружности или дуги.
- По диаметру фаски: диаметр нового отверстия равен входному параметру. Таким образом входной параметр не должен превышать диаметр инструмента. Расчетное смещение высоты зависит от параметров инструмента и не зависит от выбранного отверстия. К допустимым параметрам относятся цилиндрические грани, окружности или дуги.
Смещение снизу
Параметр Bottom offset применяется к выбранному режиму высоты в нижней точке в приведенном выше раскрывающемся списке и является его производной.
Зазор
Выбор плоскости цилиндра для отвода инструмента в начале и в конце выполнения операции. Можно выбрать одну из следующих плоскостей.
Просвет
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внешняя граница
- Внутренняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение просвета
Задание величины смещения просвета.
Внешний радиус
Определение радиального ограничения путем задания граничных значений внешнего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внешний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внутренняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение наружного радиуса
Задание величины смещения наружного радиуса.
Внутренний радиус
Определение радиального ограничения путем задания граничных значений внутреннего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внутренний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внешняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение внутреннего радиуса
Задание величины смещения внутреннего радиуса.
Инструмент...
Открывается диалоговое окно Библиотека инструментов.
Чистовой шаг
Данный параметр указывает, что необходимо использовать шаг чистовой обработки
Чистовой шаг
С другой стороны
Данный параметр указывает, что траектория перемещения инструмента начинается с другой стороны детали.
Не выбран
Выбран
Использовать утончение стружки
Возможность использования нарезания прикаткой, чтобы получалась тонкая стружка.
Высота подъема
Указание высоты подъема во время изменения расположения.
Параметр "Высота подъема" равен 0
Параметр "Высота подъема" равен 0,1 дюйма
Подача без врезания
Скорость подачи, используемая для перемещений, при которых инструмент не входит в материал и не отводится.
Использовать очистку паза
Этот параметр используется для запуска очистки кармана с пазом посередине перед продолжением спирального движения по направлению к стенке кармана.
Эта функция может использоваться для уменьшения связанного движения в углах некоторых карманов.
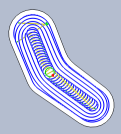
Параметр "Использовать очистку паза" включен
Параметр "Использовать очистку паза" отключен
Ширина паза при очистке
Ширина паза, используемого для начальной очистки посередине кармана перед продолжением спирального движения по направлению к стенке кармана.
Ширина паза при очистке
Допуск компенсации радиуса
Этот параметр определяет диапазон диаметров инструментов, которые можно безопасно использовать вместо одного инструмента, выбранного для этой операции.
Допустимый диапазон радиусов инструментов начинается с радиуса выбранного инструмента и заканчивается радиусом выбранного инструмента с прибавкой заданного допуска.
Сделать острые углы
Данный параметр указывает, что острые углы должны быть созданы принудительно.
Фаска
Данный параметр указывает на то, что для создания фаски будет использоваться операция контурной обработки.
Советы по выбору геометрии:
Острые углы
Острые углы: выберите острые углы и определите размер фаски с помощью настройки "Ширина фаски".
Ребра с фасками
Ребра с фасками: выберите нижнее ребро фаски. Ширина фаски рассчитывается автоматически.
Порядок по островкам
Указание порядка, в котором выполняется вырезание вглубь при наличии нескольких профилей.
Отключено
Disabled: вырезы вглубь упорядочиваются по скрытию.
Включено
Включено: вырезы вглубь упорядочиваются по профилю.
Разрешить заострения шага
При программировании плоских граней с помощью инструмента с угловым радиусом возможно выполнение заострения (или фестона) между шагами фрезеровки.
По умолчанию значение параметра "Макс. шаг" переопределено во избежание выполнения заострений между шагами фрезеровки.
Параметр "Разрешить заострения шага" отключен
Параметр "Разрешить заострения шага" включен
Выше — карман, обработанный концевой фрезой с закругленным концом диаметром 3/8 дюйма с максимальным шагом фрезеровки 0,25 дюйма.
Обработка по прямой
Позволяет избежать обработки вдоль участков с большим углом с помощью автоматического выбора наилучшего направления для параллельных проходов.
Простое упорядочивание
Выполнение простого упорядочивания по направлению резания, а не по кратчайшему расстоянию. В некоторых случаях эта функция позволяет избежать следов на обработанной детали. Однако время обработки будет увеличено за счет дополнительного связующего движения.
Смещение заготовки
Указание расстояния для смещения контура заготовки наружу.
Смещение заготовки
Смещение заготовки
Указание расстояния, на которое увеличивается граница обработки за пределами границы заготовки по осям X и Y.
Смещение заготовки
Расстояние конца подвода
Указание расстояния, на котором запускается скорость подачи отвода до конца выбранной геометрии.
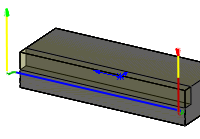
0 дюймов
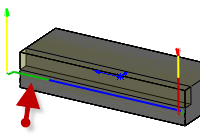
0,5 дюйма
Режим внешнего угла
При обработке внешних углов для сохранения их максимальной остроты может потребоваться уклонение от обкатки вокруг угла.
Настройка Режим внешнего углапозволяет обрабатывать наружные углы тремя различными способами.
- Обкатать вокруг угла — сохранение контакта с углом в процессе движения.
- Сохранить острый угол — продолжение траектории перемещения инструмента до точки угла и временная потеря контакта с материалом.
- Сохранить острый угол с петлей — аналогичен параметру Сохранить острый угол, но кроме того в углу выполняется горизонтальный отвод и подвод.
Сохранить порядок
Данный параметр указывает, что элементы будут обрабатываться в том порядке, в котором они были выбраны. Если этот флажок не установлен, Inventor HSM оптимизирует порядок резания.
Макс. угол (град.)
Указание максимального угла врезания на проходах.
Мин. угол
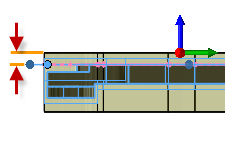
Самый маленький угол (при ориентации инструмента по оси Z) обрабатываемых отверстий.
Макс. угол
Самый большой угол (при ориентации инструмента по оси Z) обрабатываемых отверстий.
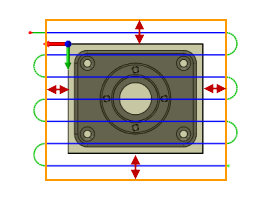
Мин. диаметр
Диаметр наименьшего обрабатываемого отверстия.
Макс. диаметр
Диаметр наибольшего обрабатываемого отверстия.
Режим резания
Режим резания используется для указания способа обработки сторон.
Один проход
От дна
Обрезать снизу
Сверху
Обрезать сверху
Спираль
Измененная спираль
Режим резания
Режим резания используется для указания способа обработки вдоль параметрических направлений ISO выбранных поверхностей.
- Обрезать невозможные: удаление невозможных перемещений траектории перемещения инструмента.
- Ошибка при невозможности исполнения: ошибка при формировании невозможных перемещений траектории.
- Отход при невозможности исполнения: выполнение "отхода" от сегментов траектории перемещения инструмента, которые невозможно выполнить.
Толщина заготовки
Указание общей толщины заготовки.
Толщина заготовки
Смещение инструмента
Указание дополнительного смещения вдоль оси инструмента относительно нижней кривой направляющей.
Перекрытие прохода
Указание расстояния, на которое необходимо удлинить обработку для выполнения замкнутого прохода.
Макс. расстояние развертывания
Указание максимального расстояния, на которое выполняется развертывание оси инструмента.
Расстояние тангенциального удлинения фрагмента
Указание тангенциального удлинения проходов.
Просвет инструмента
Указание дополнительного угла клиренса инструмента.
Обработка внутри
Настройка обработки кода заготовки в ходе выполнения операции.
Обработка внутри отключена
Обработка внутри включена
Использовать заднюю бабку
Задняя бабка используется для поддержания продольной поворотной оси обрабатываемой детали. Это особенно удобно, если обрабатываемая деталь относительно длинная и тонкая. Если использовать заднюю бабку невозможно, обрабатываемая деталь может сильно изгибаться при резании. Из-за этого может возникнуть "дрожание".
Использовать приемник деталей
Используется для активации приемника деталей (если доступно).
К исходному положению
Указание исходного положения в начале и конце траектории перемещения инструмента. Следующие четыре параметра понятны без объяснений.
- Не переходить к исходному положению
- К исходному положению в начале
- К исходному положению в конце
- К исходному положению в начале и в конце
Режим
С помощью этого параметра можно выбрать метод обточки и соответствующим образом настроить перемещение инструмента при обработке вдоль оси или по окружности, а также направление подвода и отвода.
- Нарезание канавок снаружи: во время подвода и отвода инструмент перемещается по направлению к/от внешней поверхности, а обработка проводится вдоль оси.
- Нарезание канавок внутри: во время подвода и отвода инструмент перемещается по направлению к/от центральной линии, а обработка проводится вдоль оси.
Ограничение
Операции токарной обработки пытаются удалить все возможные оставшиеся заготовки с выбранным типом операции. Траектории перемещения инструмента можно поместить в указанную область, используя Ограничение для выбора границ ограниченной области. Ограниченные области можно задать с использованием комбинаций ребер, поверхностей или точек эскиза.
Смещение передней части заготовки
Указание расстояния для обработки за пределами передней части модели.
Смещение задней части заготовки
Указание расстояния для обработки за пределами задней части модели.
Резьбовые грани
Кнопка выбора для граней, на которые требуется нанести резьбу.
Применить обратно с переднего плана
Разрешить
Выравнивание стороны канавки
- Назад: смещение инструмента в отрицательном направлении оси Z относительно выбранной геометрии канавки (по направлению к задней части заготовки).
- Середина: размещение инструмента в центре выбранной геометрии канавки.
- Вперед: смещение инструмента в положительном направлении оси Z относительно выбранной геометрии канавки (по направлению к передней части заготовки).
Выравнивание кромки канавки
- Сквозной разрез:·кромка инструмента выходит за пределы указанного радиусного расстояния в отрицательном направлении для нарезания канавок снаружи или в положительном направлении для нарезания канавок внутри. Важное замечание: Выбор режима нарезания канавок — снаружи или внутри — осуществляется на вкладке Инструмент, а не на вкладке Геометрия.
- Кромка:·кромка инструмента не выходит за пределы указанного радиусного расстояния.
Черновое перекрытие
Указание радиального перекрытия для черновых проходов.
Разрешить нарезание канавки
Угол линейного подвода
Указание направления подвода.
Продление подвода
Указание продления подвода.
Угол линейного отвода
Указание направления отвода.
Продление отвода
Указание продления отвода.
Подвод в центр
Данный параметр указывает, что движение подвода/отвода должно быть направлено в центр геометрии.
Макс. шаг нарезания канавки
Указание максимального шага фрезеровки канавки.
Образец прорезания канавок
Доступно три образца прорезания канавок:
- Полный шаг понижения
- Частичный шаг понижения
- Боковой с частичным шагом понижения
Расстояние отката
Указание расстояния для отката из заготовки перед отводом.
Передача заготовки
Использовать сверление с выводом
Возможность активации параметров сверления с выводом.
Глубина вывода сверла
Указание глубины сверления с выводом.
Откат с выводом сверла
Указание объема отката с выводом сверла.
Использовать уменьшенную скорость подачи
Уменьшение скорости подачи при разделении деталей и нарезании канавок.
Уменьшенный радиус подачи при разделении
Задание радиуса, при котором возможно уменьшить скорость подачи при разделении.
Уменьшенная подача
Указание пониженной скорости подачи для использования на углах.
Оптимизация подачи
Указание необходимости снижения подачи на углах.
Макс. изменение направления
Указание максимального углового изменения, разрешенного до снижения скорости подачи.
Радиус уменьшения подачи
Указание минимального радиуса, разрешенного до уменьшения подачи.
Расстояние уменьшения подачи
Указание расстояния до угла, на котором уменьшается подача.
Уменьшенная подача
Указание пониженной скорости подачи для использования на углах.
Только внутренние углы
Снижение скорости подачи только на внутренних углах.
В обоих направлениях
Данный параметр указывает, что для обработки разомкнутых профилей в операции используется как попутное, так и встречное фрезерование.
Не выбран
Выбран
Смещение диаметра шага
Создание положительного или отрицательного смещения диаметра относительно выбранной геометрии.
Направление резьбы
- Правосторонняя
- Левосторонняя
Глубина резьбы
Указание глубины резьбы.
Шаг резьбы
Указание шага резьбы.
Несколько витков
Возможность задать количество витков резьбы.
Кол-во витков
Указание количества витков резьбы.
Режим загрузки
Загрузка — это важный параметр резьбы, который определяет глубину резания на каждом проходе. С каждым следующим проходом величина погружения режущей кромки увеличивается. Существует два режима загрузки.
- Постоянная загрузка: при выборе этого параметра сила резания и скорость съема металла значительно возрастают с каждым следующим проходом. Пример: при выполнении резьбы с углом наклона 60 градусов и постоянной загрузкой 0,01 дюйма за проход после второго прохода будет удалено в три раза больше металла, чем после первого прохода. С каждым следующим проходом количество удаленного металла будет экспоненциально возрастать.
- Сниженная загрузка: при выборе этого параметра сила резания в большей степени соответствует реальным значениям, а глубина резания уменьшается с каждым проходом. Рекомендуется выбрать именно этот параметр, поскольку скорость съема металла в данном случае не так высока, как при постоянной загрузке.
Угол загрузки
Указание угла загрузки.
Плавное выведение резьбового конца
Возможность плавного выведения резьбы на конце.
Пружинный проход
Если этот параметр включен, дважды выполняется окончательный финишный проход для удаления материала заготовки, оставшегося из-за деформации инструмента.
Использовать цикл
Разрешить
Материал в зажиме
Указание количества материала в зажиме.
Выгрузка материала
Указание количества материала, выгружаемого из текущего зажима.
Чистовая подача
Скорость подачи для финального прохода чистовой обработки.
Расстояние тангенциального удлинения
Указание расстояния для удлинения разомкнутого контура по касательной.
Без тангенциального удлинения
Тангенциальное удлинение 10 мм
Отдельное тангенциальное удлинение конца
Указание расстояния для удлинения разомкнутого контура по касательной в конце.
Длина лин. подвода
Указание длины линейного подвода.
Количество шагов
Указание количества радиальных шагов.
Тип настройки
Указание способа обработки.
Фрезерование
Фрезерование: используется при обработке траекторий перемещения инструмента для фрезы независимо от конфигурации.
Токарная обработка
Токарная обработка или обработка на токарно-фрезерном станке: используется при обработке траекторий перемещения инструмента для токарного станка, включая станки с вращающимися инструментами и токарно-фрезерными конфигурациями.
Масштаб
Указание масштаба модели.
Определение заготовки
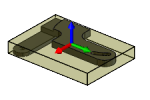
Автоматически
Автоматически: создание кубического тела заготовки, которое больше модели на заданные значения смещения.
Цилиндрическая
Цилиндрическая: создание цилиндрического тела заготовки вокруг заданной оси.
Из тела
Из тела: обеспечение полного контроля над определением заготовки благодаря использованию твердого тела в мультидетали или из файла детали в сборке.
Из эскиза
Из эскиза: создание тела заготовки по эскизу.
Обратное направление
Указание направления выдавливания из эскиза, которое следует изменить.
Режим смещения заготовки
Указание способа добавления заготовки к модели.
Без доп. материала
Без доп. материала: дополнительные значения смещения не добавляются к размеру заготовки.
Добавить припуск по сторонам и снизу-сверху
Добавить припуск по сторонам и снизу-сверху: симметричное смещение материала для всех сторон. Уникальные значения для смещения сверху и снизу.
Добавить припуск ко всем сторонам
Добавить припуск ко всем сторонам: уникальные значения для всех направлений смещения.
Боковой припуск заготовки
Указание дополнительного припуска по бокам.
Верхний припуск заготовки
Указание дополнительного припуска сверху.
Припуск снизу заготовки
Указание дополнительного припуска снизу.
+ припуск по оси X
Указание припуска заготовки.
- припуск по оси X
Указание припуска заготовки.
+ припуск по оси Y
Указание припуска заготовки.
- припуск по оси Y
Указание припуска заготовки.
+ припуск по оси Z
Указание припуска заготовки.
- припуск по оси Z
Указание припуска заготовки.
Исп. радиус заготовки
Указание радиуса цилиндрической заготовки вместо значения смещения.
Радиус заготовки
Указание радиуса заготовки.
Радиальное смещение заготовки
Указание радиального припуска заготовки.
Начало координат РСК
Указание расположения рабочей системы координат (базы отсчета) для настройки, относящейся к заготовке.
Выбор начала координат РСК
Ориентация РСК, указанной выше, определяется с помощью рамки выбора ориентации рабочей системы координат.
Исх. позиция
Указание исходного положения по оси Z.
Смещение РСК
Определение нужной системы координат заготовки для настройки. В функции конфигурации постпроцессора входит сопоставление этого числа с фактической РСК на станке.
Рабочие дубликаты
Указание числа дубликатов заготовки. Это общее количество экземпляров.
Увеличение смещения РСК
Указание увеличения рабочего смещения для дублирования заготовки.
Порядок операций
Указание порядка отдельных операций.
Контуры заготовки
Указание периметра заготовки для обточки.
Отключено
Отключено: используется периметр заготовки, определенный в настройке.
Включено
Включено: выбранные грани или ребра проецируются в верхней части модели.
Допуск сравнения
Используется при сравнении двух одинаковых объектов, например, двух отверстий одного диаметра.
Это дополнительный параметр. Он отображается только при включенном дополнительном режиме
Ориентация сдвига шпинделя
Ориентация шпинделя, используемая при перемещении во время сверления. Обратите внимание, что не все устройства ЧПУ имеют полную поддержку управления ориентации шпинделя.
Быстрый 3D-режим
Самый быстрый режим моделирования. Моделирование выполняется в ограниченном разрешении, задаваемом с помощью регулятора качества. Этот режим доступен только при моделировании операции трехосевого фрезерования при аналогичной ориентации инструмента. В этом режиме невозможно смоделировать заглубление.
Непрерывный режим
Это наиболее гибкий режим. Качество заготовки лучше, чем режиме Быстрый 3D-режим, однако оно регулируется в рамках допуска, задаваемого с помощью регулятора качества. Этот режим обеспечивает наилучшие результаты для токарной обработки, и в нем поддерживается многоядерный процессор/ЦПУ для быстрого моделирования.
Режим высокого качества
Режим высокого качества в некоторых случаях может обеспечить лучшую визуализацию заготовки. Кроме того, в этом режиме обновление выполняется быстрее, чем в других режимах. Однако заготовку необходимо обновлять каждый раз при масштабировании и повороте в видовом экране модели.
Быстрый режим
Быстрый режим часто обеспечивает хорошие результаты для траектории перемещения инструмента при фрезеровании. Кроме того, в нем поддерживается многоядерный процессор/ЦПУ для быстрого моделирования, и обычно результат выдается быстрее, чем в непрерывном режиме. Тем не менее, для токарной обработки следует выбирать непрерывный режим.
Номер
Номер, используемый для выбора инструмента на станке с ЧПУ.
Смещение длины
Индекс смещения длины инструмента. Этот параметр обычно задается при использовании инструментов с несколькими режущими кромками, индексированными по длине.
Смещение диаметра
Индекс смещения диаметра инструмента.
Смещение компенсации
Индекс смещения компенсации инструмента, используемого при токарной обработке.
Ручная смена инструмента
Данный параметр обеспечивает замену инструмента вручную на станках с автоматической сменой инструмента.
Контроль поломки
Данный параметр позволяет выполнить проверку инструмента на наличие поломки после использования.
СОЖ
Тип хладагента, используемого с инструментом.
Материал
Материал инструмента.
Описание
Текстовое описание инструмента. Это описание включено в имя инструмента, отображаемое в Inventor HSM.
Комментарий
Текстовый комментарий к инструменту. Комментарий, как правило, включается в выходные данные постобработки.
Поставщик
Поставщик инструмента. Этот параметр используется для идентификации определенных инструментов.
ИД продукта
Идентификатор (ИД) поставщиков для инструмента. Этот параметр используется для идентификации определенных инструментов.
Тип
Тип инструмента.
Единицы
Единицы измерения инструмента.
Диаметр
Диаметр режущего инструмента.
Диаметр кромки
Диаметр режущей кромки режущего инструмента.
Угловой радиус
Угловой радиус режущего инструмента.
Угол заострения
Угол заострения.
Угол кромки
Угол режущей кромки инструмента. Этот угол используется для расчета дополнительной глубины, необходимой для врезания инструмента в материал.
Длина канавки
Длина канавки инструмента.
Длина плеча
Длина плеча инструмента.
Длина корпуса
Длина корпуса инструмента.
Диаметр вала
Диаметр вала/оправки инструмента.
Шаг резьбы
Шаг резьбы режущей кромки, указанный в виде вертикального расстояния между зубьями кромки.
Использовать постоянную скорость резания
Установите этот флажок, чтобы автоматически регулировать скорость шпинделя для сохранения постоянной скорости резания между инструментом и обрабатываемой деталью при изменении диаметра резания. На большинстве станков постоянная скорость резания (CSS) задается с помощью функции G96.
Скорость шпинделя
Скорость вращения шпинделя.
Диаметр заготовки
Диаметр заготовки для токарной обработки.
Поверх. скорость
Скорость шпинделя, выраженная как скорость инструмента на поверхности.
Наклонная скорость шпинделя
Скорость вращения шпинделя при перемещении под уклоном.
Кол-во канавок
Количество режущих канавок на инструменте.
Использовать подачу на оборот
Установите этот флажок, чтобы автоматически отрегулировать скорость подачи с учетом скорости оборотов шпинделя, что позволяет сохранять постоянную скорость лома стружки.
Рабочая подача
Подача при перемещении режущего инструмента.
Подача на зуб
Скорость подачи при резании, выраженная как скорость подачи на зуб.
Подача подвода
Подача на входе при подводе режущего инструмента.
Подача отвода
Подача на выходе при отводе режущего инструмента.
Наклонная подача
Подача при создании винтовых уклонов в заготовке.
Подача врезания
Подача при врезании в заготовку.
Подача на оборот
Скорость подачи при врезании, выраженная как скорость подачи на оборот.
Подача отвода
Подача при отводе, а не быстром перемещении (G0).
Расширение фаски
Расстояние, на которое необходимо удлинить проход для выреза фаски.
Угол фаски
Угол фаски, измеряемый от оси Z.
Расстояние тангенциального удлинения конца
Указание расстояния для удлинения разомкнутого контура по касательной в конце.
Порядок по шагу
Если данный параметр включен, каждый шаг черновой и чистовой обработки выполняется на полную глубину до перехода к следующему шагу.
Порядок по шагу отключен
Порядок по шагу включен
Вал и держатель
В зависимости от метода обработки, при использовании инструмента с держателем можно выбрать один из пяти режимов вала и держателя. Обработку пересечений можно выполнить как для вала, так и для держателя инструмента. Кроме того, им можно назначить разные зазоры.
- Откл.: любые пересечения вала/держателя игнорируются.
Отключено
- Отдалить: отдаление траектории перемещения инструмента от заготовки для обеспечения безопасного расстояния между заготовкой и валом и/или держателем.
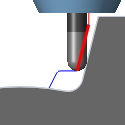
Отдалить
- Обрезано: участки траектории перемещения инструмента, на которых безопасное расстояние между заготовкой и валом и/или держателем не соблюдается, обрезаются.
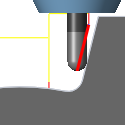
Обрезано
- Определить длину инструмента: инструмент автоматически выдвигается из держателя для обеспечения заданного безопасного расстояния между валом и/или держателем и заготовкой. Информация о величине, на которую инструмент был выдвинут из держателя, заносится в журнал.
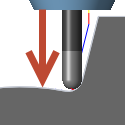
Определить длину инструмента
- Fail on collision: при несоблюдении безопасного расстояния расчет траектории перемещения инструмента прерывается, и в журнал заносится сообщение об ошибке.
Использовать вал
Для избежания пересечений вал выбранного инструмента будет использоваться в расчете траектории его перемещения.
Клиренс вала
Поддерживаемое расстояние между валом инструмента и деталью.
Исп. держатель
Использование держателя выбранного инструмента во избежание пересечений в расчете траектории перемещения инструмента.
Клиренс держателя
Поддерживаемое расстояние между держателем инструмента и деталью.
Держатель
Для инструментов с держателем можно выбрать один из трех различных режимов держателя. Для держателя инструмента можно выполнить обработку пересечений. Кроме того, можно назначить разные просветы.
- Откл.: любые пересечения вала/держателя игнорируются.
Отключено
- Отдалить: отдаление траектории перемещения инструмента от заготовки для обеспечения безопасного расстояния между заготовкой и валом и/или держателем.
Отдалить
- Fail on collision: при несоблюдении безопасного расстояния расчет траектории перемещения инструмента прерывается, и в журнал заносится сообщение об ошибке.
Высота заострения
Высота заострения является теоретической чистовой обработкой поверхности, выполняемой с помощью последовательных траекторий перемещения инструмента по радиусу фрезы. Меньший диаметр инструмента или больший шаг фрезеровки дают большую высоту заострения.
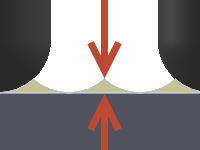
Высота заострения
Обработка участков с большим углом
Данный параметр указывает, что в местах, где поверхность строго перпендикулярна направлению обработки, будут добавлены дополнительные проходы. Это важно при работе с пластмассовыми пресс-формами для литья, в которых направление сечения должно быть согласованным во избежание следов на деталях.
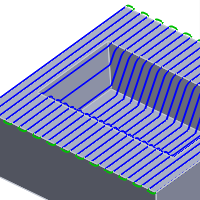
Отключено
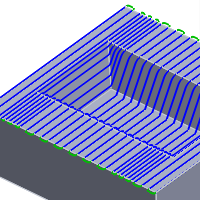
Включено
Мин. шаг на участках с большим углом
Данный параметр определяет минимальный шаг фрезеровки, используемый при включенном параметре Обработка участков с большим углом независимо от величины шага понижения.
Макс. шаг по глубине на участках с большим углом
Определение максимального шага понижения на участках с большим углом.
Добавить перпендикулярные проходы
Данный параметр позволяет добавлять набор проходов, перпендикулярных заданному направлению обработки для сокращения заострений в обработке.
Отключено
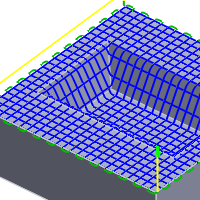
Включено
Режим спирали
- Спираль: создание траектории, закручивающейся в спираль из центральной точки до достижения ограничивающего контура или максимального радиуса.
Спираль
- Спираль с кругами: добавление круговой траектории перемещения инструмента при минимальном и максимальном радиусах. Круговая траектория перемещения инструмента добавляется, только если минимальный радиус больше 0, а максимальный радиус меньше радиуса ограничивающего контура.
Спираль с кругами
- Концентрич. круги: создание связанных траекторий в виде концентрических окружностей. Полученные траектории формируют не спиральный, а круговой массив.
Концентрические круги
- Измененная спираль: спираль, не круглая по форме.
Использовать обработку измененной спиралью
Данный параметр позволяет создать постоянную спиральную траекторию перемещения инструмента для кармана. Таким образом обеспечивается плавная работа на станке.
Стандартная траектория перемещения инструмента для 2D кармана
Траектория перемещения инструмента для 2D кармана с измененной спиралью
Сопряжения
Данный параметр позволяет ввести радиус сопряжения.
Радиус сопряжения
Задание радиуса сопряжения.
Обработка областей с использованием границ
Если этот параметр включен, проходы создаются от контуров ограничения, определенных всеми элементами ограничения (границами обработки, уклоном, высотой и др.). Если параметр отключен, проходы формируются от границ обработки, в результате чего проходы обычно не следуют по поверхности.
Перекрытие границ
При использовании ограничения уклона и/или остаточной обработки для операции гребешковой обработки можно установить флажок Обработка областей с использованием границ, чтобы начать смещение траектории перемещения инструмента от границ, созданных уклоном и/или в процессе обнаружения остаточного материала.
Можно указать перекрытие границ, чтобы удлинить границу обнаруженного диапазона уклона или остаточную область на указанную величину перекрытия.
Порядок снизу-вверх
Проходы по контуру обычно упорядочиваются сверху вниз. Установите этот флажок, чтобы упорядочить проходы снизу вверх.
При таком упорядочении проходы с ориентацией инструмента с наименьшим уровнем Z выполняются в первую очередь, при этом за одну операцию обрабатывается несколько контуров. Этот способ очень удобен для обработки хрупких материалов, например графита.
Смещение контура
Это значение используется для смещения центра инструмента от созданной траектории перемещения инструмента на заданное расстояние.
Режим изменения формы
- Простой: линейная интерполяция между точками.
- Ближайший: между конечными точками.
- Автоматический: автоматическое изменение формы между точками.
Использовать шаг
Данный параметр позволяет автоматически добавлять шаги фрезеровки по мере необходимости.
Кол-во шагов смещения
Количество шагов смещения фрезеровки для операции изменения формы.
Кол-во шагов
Количество шагов черновой обработки.
Направление вверх/вниз:
- Верх и низ
- Только вниз
- Только вверх
Перекрытие прохода
Указание длины перекрывающегося участка, используемого для проходов, разделенных в зависимости от вида обработки (вверх или вниз).
Кол-во шагов
Количество дополнительных шагов с каждой стороны прототипа карандаша.
Направление изометрии
Указание направления потока Вдоль U (аналогично оси X в декартовой системе координат) или Вдоль V (аналогично оси Y в декартовой системе координат).
- Вдоль U
- Вдоль V
Использовать многоосность
Данный параметр указывает на то, что инструмент перемещается по нормали к поверхности.
Многоосный наклон
Использование многоосного наклона во избежание пересечения с держателем при использовании коротких инструментов.
Передний наклон
Указание количества градусов, на которое инструмент необходимо наклонить вперед.
Боковой наклон
Указание количества градусов, на которое инструмент необходимо наклонить в стороны.
Мин. наклон
Указание минимально допустимого наклона от выбранной оси инструмента для операции.
Макс. наклон
Указание максимально допустимого наклона от выбранной оси инструмента для операции.
Макс. расстояние развертывания
Указание максимального расстояния, на которое выполняется развертывание оси инструмента.
Макс. длина сегмента
Указание максимальной длины одного сегмента для сформированной траектории перемещения инструмента.
Макс. сдвиг оси инструмента
Указание максимального изменения угла при однократном сдвиге оси инструмента для сформированной траектории перемещения инструмента.
Перемычки
Можно добавить перемычки в траекторию перемещения инструмента для операции 2D контур для безопасного удерживания заготовки в процессе удаления материала. Перемычки очень полезны при резке тонкой пластмассы или материалов из дерева с помощью 2D маршрутизаторов.
- Форма: выбор квадратных или треугольных перемычек.
- Ширина: указание значения ширины перемычки.
- Высота: указание значения высоты перемычки.
- Размещение: можно либо задать расстояние между перемычками с точно назначенным числовым значением (По расстоянию) или выбрать точки вдоль траектории контура, чтобы указать нужное положение перемычек (В точках).
- Расстояние: указание значения расстояния между перемычками.
- Позиции: используйте курсор для выбора точек вдоль траектории контура, чтобы указать расположение перемычек.
Прямоугольные перемычки
Треугольные перемычки