热浇口与热流道结合使用,以保持进入模具的塑料材料为熔化状态。成型工具打开以顶出零件时,将自动对其进行修剪。
热浇口分为两个主要类别:热浇口和阀浇口。
热浇口
热浇口没有运动零件。填充型腔后,其中的聚合物将开始在型腔内冻结,塑料也会在热浇口末端内冻结。当模具打开且零件从工具中被顶出时,浇口区域中的某些冻结塑料将随零件一起脱落,而某些则保留在热浇口中以用作堵头,防止其他熔化的塑料流出。在下一个周期中,塑料堵头后的压力会迫使其进入型腔,从而再次打开浇口,使塑料可以填充零件。
(A)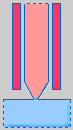 (B)
(B) 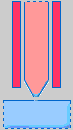 (C)
(C) 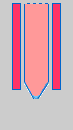 (D)
(D) 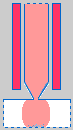
(A) 塑料在热浇口内冻结,(B) 零件被顶出后,在热浇口中留下塑料堵头,(C) 塑料堵头防止熔化的塑料从热浇口流出,(D) 注射压力迫使堵头进入型腔,以便可以填充零件。
热浇口
阀浇口
阀浇口没有运动零件,与热浇口相比,能够更好地控制零件填充,显著改进零件的外观。在周期开始时,阀销将向前移动,关闭浇口。之后,销将抽出,以便材料可以注入零件。在保持阶段后,销将再次关闭。这将关闭浇口并防止在下一开模周期中出现流涎。
(A)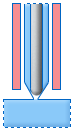 (B)
(B)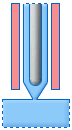 (C)
(C)
(A) 阀销关闭,关闭浇口,(b) 阀销抽出以允许塑料流动并填充零件,(C) 阀销关闭,关闭浇口。
阀浇口