週期時間
雙射射出成型是一個兩步驟的製程,兩個步驟在一個射出成型製程週期期間同時發生。冷卻 (FEM) 分析會對第一次射出和第一次射出與第二次射出組合兩者同時執行。在冷卻 (FEM) 分析完成後,其他分析 (例如「充填與保壓」與「翹曲」分析) 才會執行。一個週期完成時,模具會開啟。第一次射出的零件會移到第二次射出的母模仁,新的第一次射出元件會射出到第一次射出的母模仁。第一次射出網格的溫度會設定為已雙色成型的網格下一個週期的初始條件。而第一次射出的網格則會設定為初始熔膠溫度。
範例
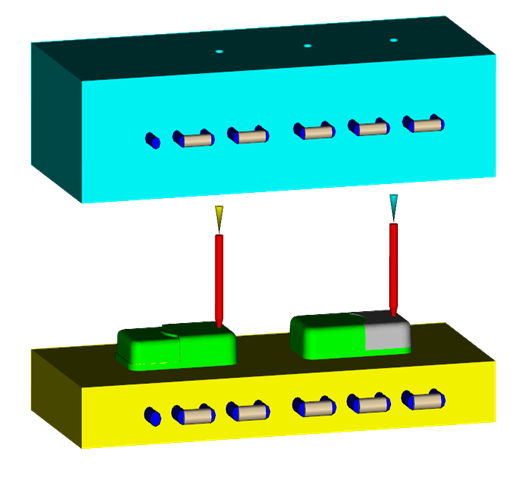
圖 1:雙色成型模型
在此範例中,兩次射出的聚合物材料是聚丙烯,模具是 P20 工具鋼。第一次射出的熔膠溫度是 240 度,第二次射出的熔膠溫度是 180 度。週期時間是 30 秒,模具開啟時間是 5 秒。
雙色成型週期時間包含板旋轉之前和之後的週期。例如,在上述情況中,第一個週期在 0 秒開始,在 35 秒結束,第二個週期在 35 秒開始,在 70 秒結束。雙色成型週期時間則為 70 秒,會顯示整個 70 秒週期的結果。
解釋結果
在雙射依序雙色成型分析期間,模具會旋轉。但是,顯示結果時,不會在螢幕上模擬旋轉。因此,圖 2 中與零件 (綠色圈) 有關的結果,在整個雙色成型週期時間會一直顯示在螢幕左側。
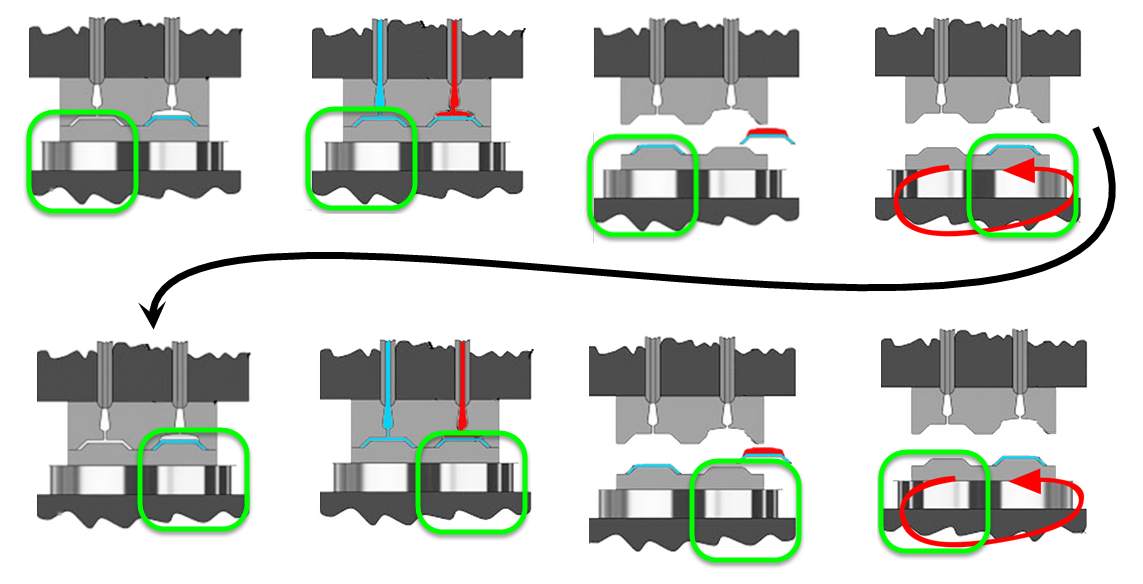
圖 2:雙射分析過程
我們使用前一個模型做為範例 (圖 1)。圖 3 和圖 4 展示兩個相鄰射出成型週期的旋轉板和固定板的溫度場出圖。
在圖 3 中,結果第一行對應到第一個週期:第一次射出射出到左側母模仁中,第二次射出射出到右側母模仁中既有第一個零件的上方。在第一個週期時間之後,旋轉板會旋轉,如圖 2 所示。在圖 3 第二行顯示的結果代表雙色成型週期時間的第二個週期時間。圖 2 的綠色部分顯示在螢幕的左側。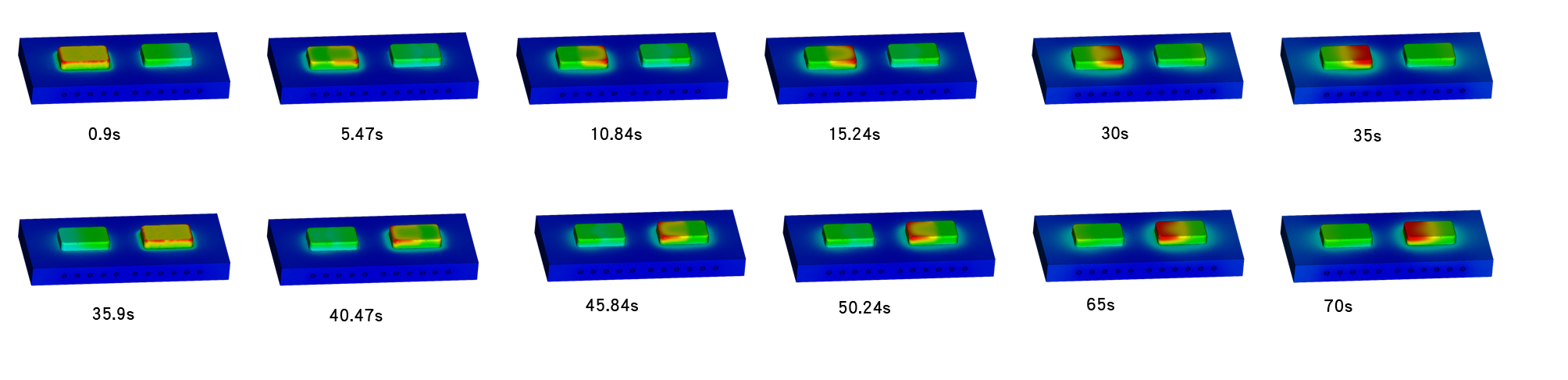
圖 3:旋轉板的模具溫度
圖 4 展示固定板的溫度場出圖。兩個週期的溫度分佈相同,因為固定板不會旋轉。
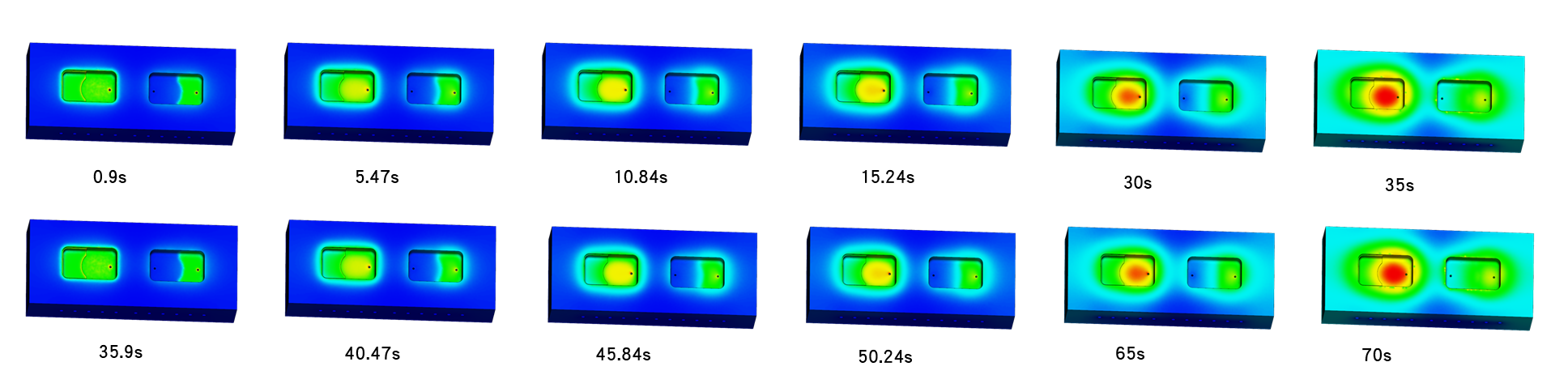
圖 4:固定板的模具溫度