Das Dialogfeld Positionierung umfasst vier Abschnitte, in denen Sie die Positionierungsmethoden einrichten können.
Einige der Einstellungen im Dialogfeld Positionierung sind in den Vorgabeeinstellungen (Management Tools/Vorgabe) gespeichert. Daher können diese Einstellungen für mehrere Benutzer angewendet, über die Profile unter AstorSettings/Default freigegeben in andere Versionen migriert werden.
Klicken Sie nach Festlegen einer Positionierungsmethode auf Anwenden, um sie in der DWG-Datei des Projekts zu speichern. Die Positionierungsmethode kann jedes Mal mit denselben Einstellungen für die jeweilige Datei wiederverwendet werden (sogar, wenn Sie die Datei an einen anderen Computer mit anderen Einstellungen als denen des ursprünglichen Computers senden).
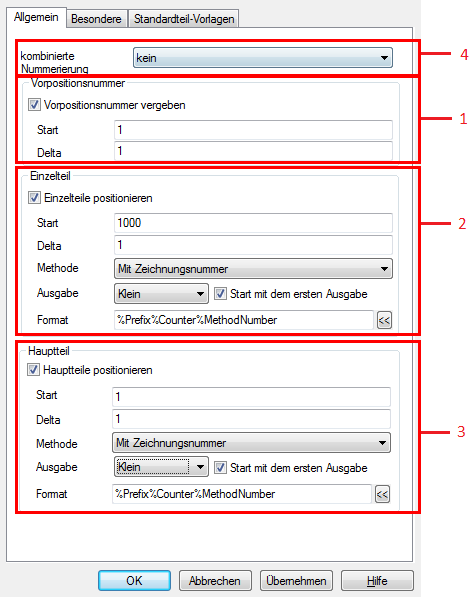
- Positionierungsmethode Vorpositionsnummer: Dies aktiviert die Verwendung von Vorpositionsnummern für die Positionierung und ermöglicht es, die Startnummer und das Intervall festzulegen. Diese Positionierungsmethode ist unabhängig von eventuellen kombinierten Positionierungsmethoden oder von der Einzelteil- oder Hauptteilpositionierung und kann zu einem beliebigen Zeitpunkt durchgeführt werden, insbesondere in den frühen Phasen der Modellierung, um Rohmateriallisten oder Übersichtszeichnungen zu erstellen.
- Einzelteil-Positionierung: Dies steuert die Methode für die automatische Nummernzuweisung für Einzelteilgruppen. Dabei können Sie die Startnummer, das Intervall und das Anzeigelayout festlegen.
- Hauptteil-Positionierung: Dies steuert die Methode für die automatische Nummernzuweisung für Baugruppen. Dabei können Sie die Startnummer, das Intervall und das Anzeigelayout festlegen.
- Die kombinierte Positionierungsmethode wird angewendet, nachdem mit der anfänglichen Methode Einzelteil- und Hauptteilnummern zugewiesen und eine Reihe vordefinierter Regeln festgelegt wurden.
Methoden zur Einzelteil-/Hauptteilpositionierung
Die Methoden für Einzelteil und Hauptteil sind im Prinzip dieselben. Es empfiehlt sich, diese Verfahren beim Einrichten nicht zu mischen, sondern für Einzelteile und Hauptteile dieselbe Methode zu verwenden. Kombinationen sind möglich, können jedoch unerwünschte Ergebnisse zur Folge haben.
Advance Steel bietet vier verschiedene Positionierungsmethoden:
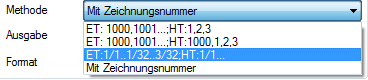
Methode 1: ET: 1000,1001….;HT:1,2,3
Dies ist eine standardmäßige Positionierungsmethode, bei der Teilenummern in Gruppen mit bestimmten Intervallen zugewiesen werden. Dies ausgehend von der Startpositionierung in jeder Einzelteil- und Hauptteilkategorie, wobei der unabhängige Schritt der jeweiligen Kategorie verwendet wird: Mit dieser Methode wird keine Beziehung zwischen den Elementen oder zu einer externen Kollision hergestellt.
Methode 2: ET: 1000,1001…..;HT:1000,1,2,3
Diese Methode verwendet ähnliche Mechanismen wie oben, wobei Einzelteil- und Hauptteilgruppen unter Verwendung von Start- und Intervallwert unabhängig nummeriert werden, jedoch eine Besonderheit hinzukommt: lose Teile. Lose Teile sind gleichzeitig Einzel- und Hauptteile (da sie nicht mit anderen Teilen verbunden sind) und erhalten daher dieselbe Nummer sowohl als Hauptteil als auch als Einzelteil.
Beispiel: Basierend auf der Vorgabe für die Positionierung erhält ein loser Träger die Nummer 1005. Die Hauptteilnummer lautet in diesem Fall ebenfalls 1005 (wobei die Start- und Intervallwerte der allgemeinen Baugruppe ignoriert werden). Es empfiehlt sich, diesen losen Teilen nur eine Werkstattzeichnung zuzuweisen – eine Baugruppenzeichnung. Dadurch erhalten sie eine Einzelteilnummer (die auf das Einzelteilpositionierungsintervall verweist).
Option Stellen:
Für die Methoden 1 und 2 wird im Dialogfeld eine zusätzliche Option angezeigt: Stellen:
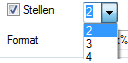
Wenn diese Option aktiviert ist, werden vor der Positionsnummer Nullen hinzugefügt, um Nummern mit einer bestimmten Mindestlänge zu erhalten.
Beispiel : Wenn für diese Option der Wert 2 ausgewählt wird, werden Positionsnummern mit nur einer Dezimalstelle (01,02,03 usw.) ausgegeben. Sobald die Positionsnummer 09 erreicht, fährt sie mit 10, 11 usw. fort. Daher wird diese Option nicht mehr angewendet. Die Option wird ebenfalls nicht angewendet, wenn Sie sie auf 4 und die Startpositionierung dann auf 1.000 einstellen. Die Anzahl hat bereits 4 Dezimalstellen, sodass die Positionierung einfach 1000,1001 zuweist und diese Option ignoriert.
Methode 3: ET: 1/1….1/32…3/32;HT:1/1…
Diese Methode ignoriert die Start- und Intervallwerte und weist eine einfache Positionierungsregel zu, die mit 1/1 startet, mit einem Intervall beginnend bei 1 bis 1/32 fortfährt und dann in 2/1.....2/32.....3/1 usw. wechselt.
Den Teilen und Baugruppen zugewiesene verschiedene Präfixe erzeugen mehrere verschiedene Abfolgen. Daher können Sie in einem Modell C1/1, B/1/, Ab1/1 usw. verwenden, wobei C, B und Ab als Präfixe fungieren.
Methode 4: Mit Zeichnungsnummer
Eine sehr häufig verwendete Methode, mit deren Hilfe Advance Steel die Elemente basierend auf ihrer Position in der Zeichnung nummerieren kann, wodurch ein deutlicher Bezug zwischen der Elementpositionsnummer und der Zeichnung hergestellt wird, in der das Objekt detailliert ist.
Für diese Methode gilt der folgende Arbeitsablauf:
- Sie führen die Positionierung mithilfe der Methode Mit Zeichnungsnummer durch, solange die Zeichnung noch nicht nummeriert ist. Danach führt die Positionierung die automatische Gleichteilerkennung aus und gruppiert die identischen Einzelteile und Hauptteile, um diesen Elementgruppen anschließend eine Platzhalternummer, generell #internal1000, #internal1 usw., zuzuweisen.
- Die Platzhalternummer ist eine gültige Nummer und Advance Steel kann sehr gut damit arbeiten, aber ihre Rolle kommt erst im nächsten Schritt zur vollen Geltung.
- Erstellen Sie Einzelteil- und Hauptteilzeichnungen: Beim Erstellen einer Zeichnung weist Advance Steel automatisch eine im Projekt eindeutige Zeichnungsnummer zu. Die Startzeichnungsnummer kann gesteuert werden, zum Beispiel im Rahmen der Prozessdetaillierung oder einzeln pro Objekt, falls die Detaillierung manuell mit Zeichnungsstilen durchgeführt wird.
- Bevor die Positionsnummer des Platzhalters #internal1000 ersetzt wird, weist Advance Steel der Zeichnungsnummer auch einen Zähler zu, der dem Detaillierungsprozess entnommen wurde. Dieser Zähler ist erforderlich, um doppelte Zeichnungsnummern zu verhindern, falls die Detaillierung mit mehrseitigen Strategien durchgeführt wird.
Der Zähler kann ein Buchstabe (klein oder groß) oder eine Nummer sein. Er repräsentiert die Position der Zeichnung auf dem Plan. Folglich:
- Für einseitige Zeichnungen gilt stets 1, A oder a.
- Für mehrseitige Pläne gilt stets 1, 2, 3 usw.

Mit der Option Start mit dem ersten Ausgabe wird der Zähler für jeden Plan zurückgesetzt. Bleibt diese Option deaktiviert, steigt die Nummer des Zählers mit jedem Plan und ergibt beispielsweise folgende Zahlen: A100, B101, C102 usw.
- Die Zeichnungsnummer, die automatisch dem Plan hinzugefügt wird, ersetzt dann die als Platzhalter verwendete Positionsnummer #internal1000. Der Prozess wird während der Detaillierung automatisch durchgeführt, sodass die Positionsnummern nach Erstellen der Zeichnungen aktualisiert und an die neuen Zeichnungsnummern angepasst werden.
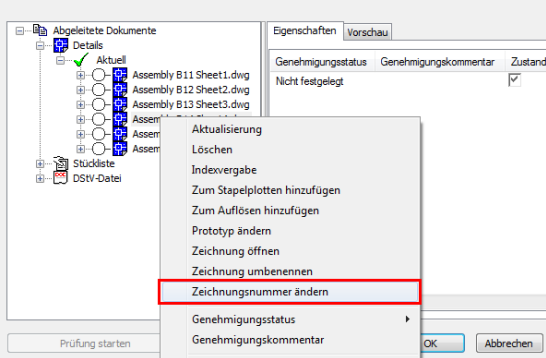
Ändern der Positionsnummern mithilfe von Zeichnungsnummern
Während eines Projekts ist es häufig erforderlich, die Positionsnummern bestimmter Hauptteile oder Einzelteile zu ändern. Da mit dieser Methode eine Verknüpfung zwischen der Nummer des Elements und der Nummer der Zeichnung erstellt wird in der es detailliert ist, müssen zur Steuerung des Teils beide Parameter aktualisiert werden. In diesem Fall müssen Sie die Zeichnungsnummer ändern, wodurch die Änderung der Positionsnummer ausgelöst wird.
- Öffnen Sie
 (Dokumentenmanager).
(Dokumentenmanager).
- Durchsuchen Sie die Zeichnungsliste und suchen Sie die Zeichnung, in der das Objekt, dessen Positionsnummer geändert werden muss, detailliert ist.
- Klicken Sie mit der rechten Maustaste auf den Zeichnungsnamen und wählen Sie Zeichnungsnummer ändern.
- Geben Sie die neue Zeichnungsnummer ein. Diese Funktion hat folgende Wirkung:
- Sie lässt es nicht zu, eine im Projekt bereits vorhandene Zeichnungsnummer einzufügen.
- Sie ändert automatisch die Positionsnummer (Einzelteil oder Hauptteil) des in der Zeichnung detaillierten Objekts.
- Sie ändern den Dateinamen und verwendet die neue Zeichnungsnummer, die Teil des Dateinamens ist.
- Nach Änderung der Zeichnungsnummer wird der Status dieser und eventuell weiterer Dateien in Update erforderlich geändert, sodass die Beschriftung der neuen Positionsnummern ebenfalls geändert wird.
Methoden zur kombinierten Positionierung Einzelteil/Hauptteil
Die Regeln für die kombinierte Positionierung werden nach der anfänglichen Positionierung angewendet, wodurch bestimmte Positionsnummern anhand der Regeln an die Definition angepasst werden Sie können verwendet werden, um die erwartete Positionierung zu erhalten.
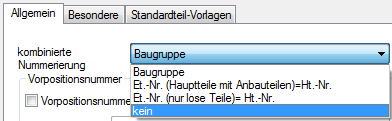
Die Methode zur kombinierten Positionierung wird über das Kombinationsfeld oben im Dialogfeld Positionierung festgelegt und bietet die folgenden Optionen:
- Keine
- Et.-Nummer (Hauptteile mit Anbauteilen)=Hauptteilnummer
- Et.-Nummer (nur lose Teile)=Hauptteilnummer
- Baugruppe
Keine: Es wird keine Methode zur kombinierten Positionierung angewendet. Einzelteile und Hauptteile werden separat positioniert.
Baugruppe: Mit dieser Methode zur kombinierten Positionierung werden alle Einzelteilnummern an die Hauptteilnummern angepasst und zugleich werden IDs erstellt, um eindeutige Positionsnummern zu erhalten.
Beispiel:
Ein Modell verfügt über drei verschiedene nummerierte Hauptteile: B100, B101 und B102.
- Hauptteil B100 umfasst die Anbauteile: p1000, p1001
- Hauptteil B101 umfasst die Anbauteile: p1000, p1002
- Hauptteil B102 hat die Anbauteile: p1002, p1005
Diese Nummern sind allesamt das Ergebnis einer Standardpositionierung, ohne dass Methoden zur kombinierten Positionierung eingesetzt worden wären.
- Das Modell umfasst weiterhin drei Hauptteile: B100, B101 und B102 (unverändert).
- Die Einzelteilnummern der beiden Anbauteile von B100, p1000 und p1001, werden in pa-B100 und pb-B100 geändert, wobei gilt:
- p ist das Präfix (p1000).
- p ist das Präfix (p1000).
- „a“ und „b“ sind Zählernummern, die eine Differenz zwischen den Elementen auslösen.
- „-B100“ ist die Nummer des Hauptteils, zu dem diese beiden Bleche gehören.
- Für Hauptteil B101 erhalten die beiden Anbauteile mit den bisherigen Nummern p1000 und p1002 die neuen Nummern pa-100 und pa-B101. Die Gründe:
- Für p1000, das auch an dieses Hauptteil angebaut ist, wird die Nummer in pa-B100 geändert, da dieses angebaute Blech bereits eine Teilnummer vom vorherigen Hauptteil hat. Da das Element nach wie vor mit dem Anbauteil des Hauptteils B100 identisch ist, behält es seinen Namen.
- p1002 ist eine neue Positionsnummer, die nicht zum anderen Hauptteil gehörte. Daher wird sie in eine Einzelteilnummer umgewandelt, die die Hauptteilnummer B101 enthält: pa-B101.
- Für das Hauptteil B102 werden die Nummern der beiden Anbauteile p1002 und p1005 gemäß der derselbe Logik wie oben in pa-B101 und pa-B105 geändert.
Die Anbauteile übernehmen die Hauptteilnummer in aufsteigender Reihenfolge. Sobald eine Nummer festgelegt ist, wird sie für alle weiteren Hauptteile wiederverwendet. Würden die Einzelteilnummern der Anbauteile sich zwischen den Hauptteilen unterscheiden, wäre diese Regel ausgezeichnet für die Gruppierung von Positionsnummern geeignet: Aus der Positionsnummer eines Anbauteils ginge direkt hervor, zu welchen Hauptteil dieses gehört.
Et.-Nr. (Hauptteile mit Anbauteilen)=Ht.-Nr: Mit dieser Methode wird dem Element, das das Hauptteil in der Baugruppe darstellt, die Hauptteilnummer auch als Einzelteilnummer zugewiesen.
Beispiel:
Nach der Positionierung hat die Stützenbaugruppe C100 die Einzelteilnummer c1000 für das Trägerauflager und p1000 für die Basisplatte. Durch Anwendung dieser Methode für die kombinierte Positionierung wird die Einzelteilnummer für das Trägerauflager in C100 geändert, während p1000 für die Basisplatte unverändert bleibt.
Diese Methode ist sehr hilfreich, wenn die Positionierung mit der Methode Mit Zeichnungsnummer ausgeführt wird und der Prozess so konfiguriert ist, dass für das Hauptelement in der Baugruppe keine Einzelteilzeichnungen angefertigt werden. Daher erhält das Hauptelement in der Baugruppe (zum Beispiel das Trägerauflagerelement) keine Einzelteilzeichnung, um die Einzelteilnummer zu erstellen, und diese bleibt folglich #internal.
Et.-Nr. (nur lose Teile) = Ht.-Nr: Diese Methode gilt nur für lose Teile (z. B. Pfettenschrauben, Verkleidungen). Dabei wird lediglich dieselbe Einzelteilnummer wie die Hauptteilnummer festgelegt, unabhängig von der Positionierungsmethode des Einzelteils.