|
アクセス: |
リボン:
[CAM]タブ
 [ドリル]パネル
[ドリル]
[ドリル]パネル
[ドリル]

|
ドリル操作は、ドリル操作、タッピング操作、穴あけ操作の全範囲へのアクセスを提供します。これらの操作は次のとおりです。
- ドリル: 早送り退出による G81 スタイルのドリル。
- ざぐり: 下部ドウェルと早送り退出による G82 スタイルのドリル。
- チップ切断: ペックおよびペック間の部分退避によるチップ切断。
- 深穴ドリル: ペックおよびペック間の完全退避による深穴ドリル。
- ガイド深穴ドリル - ガン ドリル: 精密な直径を持つ正確な穴をあける深穴ドリル。さまざまな材料に直線状の深い穴をあける場合に非常に役立ちます。
- タッピング: タッピング(G84/G74)。主軸回転速度と送り速度を同期化します。
- チップ切断でタッピング: チップ切断によるタッピング。
- 貫通: 穴を貫通するまでの送りを短縮したり減速することができます。
- リーマ: 送り退出によるリーマ加工(G85 スタイル)。
- ボア: 下部ドウェルと送り退出によるボーリング。
- ボア停止: 下部主軸停止と早送り退出によるボーリング(G86 スタイル)。
- ファイン ボア加工: 穴側からシフトするファイン ボーリング加工。
- バックボア: 背面からのボーリング。
- 円弧ポケット: 円形ポケットのフライス加工。
- ボアミル: 中空フライス加工。
- ねじ切りミル: ねじ切りフライス加工。
- プローブ: プローブ工具を使用してパーツのフィーチャを計測するため、または、WCS を定義するのにマシンからマクロを使用するために使用します。ポスト プロセッサでは機械に応じて特別な処理が必要です。
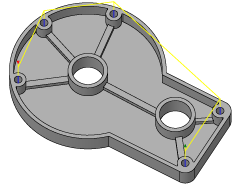
これらのサイクルの入力図形は、パーツ図形のフィーチャから直接選択することができ、他の 2D 操作と一致させることができます。入力図形は、スケッチ(例: 円弧の中心点)から選択することもできます。
ソリッド モデルを使用する場合にドリル フィーチャを使用する最も簡単な方法は、直接ドリル加工する穴の円柱面を選択することです。これにより、それぞれの穴の正確なストックの高さと奥行きが自動的に設定され、1 つのドリル フィーチャでさまざまな平面とさまざまな深さの複数の穴を設定することができます。また、円柱面からドリルするときは、[同じ直径を選択]オプションが使用可能になり、多くの類似した穴を簡単に(自動的に)選択することができます。
 [工具]タブの設定
[工具]タブの設定
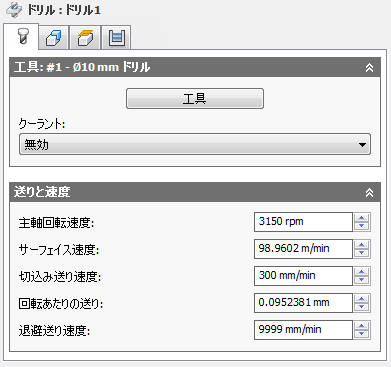
冷却水:
工具で使用される冷却水のタイプです。
主軸回転速度:
主軸の回転速度です。
サーフェス速度:
サーフェス上の工具の速度として表される主軸回転速度です。
切込み送り速度:
ストック内へ切込みを行うときに使用される送りです。
回転あたりの送り:
回転あたりの送りとして表される切込み送り速度です。
退避送り速度:
退避時に急速(G0)移動を使用しない場合に使用される送り速度です。
 [図形]タブの設定
[図形]タブの設定
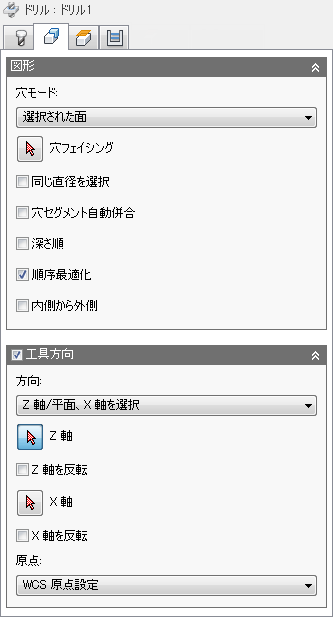
同じ直径を選択
選択ボックスで現在選択されている穴と同じ直径のすべての穴を自動的に選択するには、このチェック ボックスをオンにします。
例: 1 つの 6 mm / 1/4" の穴とすべて 12 mm / 1/2" の穴をドリルで開けるには、最初に 6 mm / 1/4" の穴を選択し、次に 12 mm / 1/2" の穴の 1 つを選択し、[同じ直径を選択]チェックボックスをオンにします。
このオプションの使用はモデルに関連付けられます。同じ直径の穴が後で追加される場合、操作の再生成にはドリル サイクルで追加された穴が自動的に含まれます。
穴セグメント自動併合
複数のセグメントを持つ穴をドリルで開けるとき、隣接するセグメントが自動的に含まれるようにする場合に有効にします。
深さ順
Z 軸の値が増加または減少するように穴を並べ替えることを指定します。
順序最適化
加工距離が最小化されるように穴を並べ替えることを指定します。
内側から外側
穴を既定の順序から機械の内側の穴、外側の穴の順序に並べ替えることができます。
工具方向
座標系の方向と原点のオプションの組み合わせを使用して工具方向を決定する方法を指定します。
[方向]ドロップダウン メニューは、X、Y および Z 座標軸の方向を設定するための次のオプションを提供します。
- WCS 方向を設定: 工具方向に現在の設定の座標系(WCS)を使用します。
- モデルの向き: 工具方向に現在のパーツの座標系(WCS)を使用します。
- Z 軸/平面、X 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して X 軸を定義します。Z 軸と X 軸は両方とも 180 度反転させることができます。
- Z 軸/平面、Y 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。Z 軸と Y 軸は両方とも 180 度反転させることができます。
- X 軸、Y 軸を選択: 1 つの面またはエッジを選択して X 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。X 軸と Y 軸は両方とも 180 度反転させることができます。
- 座標系の選択: モデル内の Inventor ユーザ座標系(UCS)からこの操作のための特定の工具方向を設定します。これは、既存の座標系の原点と方向の両方を使用します。方向に適した点および面がモデルに含まれていない場合はこれを使用します。
[原点]ドロップダウン メニューには、座標系の原点を配置するための次のオプションがあります。
- WCS 原点を設定: 工具原点に現在の設定の座標系(WCS)の原点を使用します。
- モデル原点: 工具原点に現在のパーツの座標系(WCS)を使用します。
- 選択された点: 座標系の原点に頂点またはエッジを選択します。
- ストック ボックス点: 座標系の原点にストック境界領域上の点を選択します。
- モデル ボックス点: 座標系の原点にモデル境界領域上の点を選択します。
 [高さ]タブの設定
[高さ]タブの設定
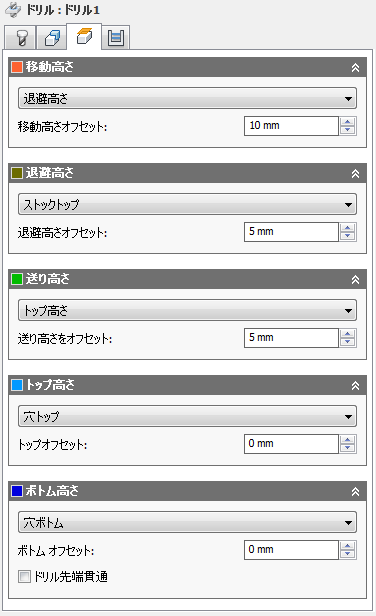
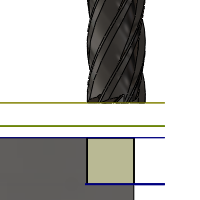
移動高さ
移動高さは、工具パスの始点への動線上で工具が早送りする最初の高さです。
移動高さ
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
移動高さオフセット:
移動高さオフセットは、上にある移動高さのドロップダウン リストの選択内容を基準に適用されます。
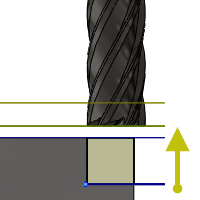
退避高さ
退避高さでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さは、[送り高さ]および[トップ]より上に設定する必要があります。退避高さは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
退避高さオフセット:
退避高さオフセットは、上にある退避高さのドロップダウン リストの選択内容を基準に適用されます。
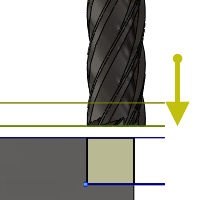
送り高さ
送り高さでは、パーツに進入する送り速度や切込み速度に変化する前に工具が早送りする高さを設定します。送り高さは、[トップ]より上に設定する必要があります。ドリル処理では、初期の送り高さと退避ペック高さとしてこの高さを使用します。送り高さは、高さを設定するために後続のオフセットとともに使用されます。
送り高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 無効: [送り高さ]を無効にすると、工具は進入まで早送りされます。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
送り高さオフセット:
送り高さオフセットは、上にある送り高さのドロップダウン リストの選択内容を基準に適用されます。
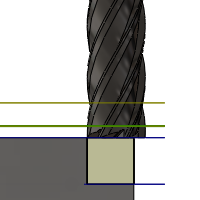
トップ高さ
トップ高さでは、切り取りのトップを表す高さを設定します。トップ高さは、[ボトム]より上に設定する必要があります。トップ高さは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
トップ オフセット:
トップ オフセットは、上にあるトップ高さのドロップダウン リストの選択内容を基準に適用されます。
ボトム高さ
ボトム高さでは、最終加工の高さまたは深さ、および工具がストック内に下降する最小深度を指定します。ボトム高さは、[トップ]より下に設定する必要があります。ボトム高さは、高さを設定するために後続のオフセットとともに使用されます。
ボトム高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
- 面取り幅: 面取り幅が入力パラメータと一致するのに十分なだけ工具でドリル加工できます。入力パラメータは、工具の面取り幅を超えることはできません。計算された高さのオフセットは、工具のパラメータ(直径、先端径、先端角度)と穴の直径に依存します。利用可能な選択肢には、円柱面、円、または円弧があります。
- 面取り直径: 新しい穴の直径は入力パラメータと等しくなります。したがって、入力パラメータが工具の直径を超えることはできません。計算された高さのオフセットは、工具のパラメータに依存し、穴の選択とは無関係です。利用可能な選択肢には、円柱面、円、または円弧があります。
ボトム オフセット:
ボトム オフセットは、上にあるボトム高さのドロップダウン リストの選択内容を基準に適用されます。
ドリル先端貫通
工具の先端が下部まで完全に貫通することを有効にします。
抜け代:
貫通切断を確実に行うために穴の下部を工具がどれだけ通過するかを指定します。
 [サイクル]タブの設定
[サイクル]タブの設定
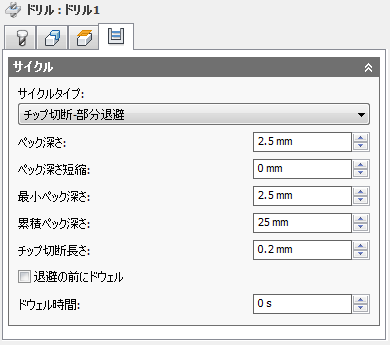
サイクル タイプ:
サイクル タイプは、ドリル サイクルのタイプです。Inventor HSM には多数の事前定義済み(固定)ドリル サイクルが用意されています。
ドリル サイクルを選択することにより、ドリル操作でどのパラメータを指定できるのかが決まります。
- ドリル - 早送り退出: 工具直径の 3 倍未満の深さの穴をドリル加工する場合に推奨される標準のドリルです。
- カウンターボア - ドウェルと早送り退出: 以前にドリル加工した穴の一端を拡大します。通常、拡大された端点は内部がフラットになります。穴の仕上げを改善するにはドウェルを使用します。
- チップ切断 - 部分退避: チップを除去したり、穴が冷却水であふれるように工具を定期的に退避させることで、工具直径の 3 倍または 4 倍を超える深さの穴をドリル加工します。これは、ペック ドリルとも呼ばれます。
- 深穴ドリル - 完全退避: 工具を定期的に穴から退避させ、チップを除去したり、穴を冷却水であふれさせることで、工具直径の 3 倍または 4 倍を超える深さの穴をドリル加工します。これは、ペックドリルと呼ばれます。
- 貫通: 穴を貫通するまでの送りを短縮したり減速することができます。
- ガイド深穴ドリル - ガン ドリル: 標準ガン ドリルには単一の有効な切削エッジがあります。この独自のヘッド ジオメトリは、従来のツイスト ドリルとは異なります。ドリル加工の間、ガイド パッドによって穴が磨かれ、穴の真直度を維持できます。この動作の結果として正確な直径の丸穴となり、各種材料に深くまっすぐな穴を作成できます。
- 左タップ: ねじ山をカットするために穴に入るときに反時計回りに回転するタップです。
- 右タップ: ねじ山をカットするために穴に入るときに時計回りに回転するタップです。
- チップ切断でタッピング
- リーマ - 送り退出
- ボア - ドウェルと送り退出
- ボア停止 - 停止して早送り退出
- ファイン ボア - シフト
- バックボア
- 円弧ポケット
- ボアミル
- ねじ切りミル
- プローブ: プローブ工具を使用してパーツのフィーチャを計測するため、または、WCS を定義するのにマシンからマクロを使用するために使用します。ポスト プロセッサでは機械に応じて特別な処理が必要です。
ペック深さ:
チップを除去および切断するために材料に(から)切り込む最初のペック移動の深さを設定します。
ペック深さ短縮:
ペックごとにペック深さが短縮される量です。
最小ペック深さ:
最小許容ペック深さです。
累積ペック深さ:
完全退避を強制するペック深さを指定します。
チップ切断長さ:
チップの切断操作で、ドリルはチップのバインドを防ぐために穴に進んだ後に指定した距離を退出します。
退避の前にドウェル
ペック退避前にドウェルを可能にして切り粉を減らします。加工する素材によっては、この操作を行うことで工具移動高さが大きく増加することがあります。
ドウェル時間:
ドウェル時間は、秒単位のドウェル時間です。ドウェル時間を指定すると、指定した時間の間すべての軸の動作が停止しますが、主軸は指定された RPM で回転し続けます。これを使用すると、穴から退避する前にチップを除去することができ、通常、穴の仕上げが改善されます。
通常、1/4 秒から 1 秒のドウェル時間で十分です。たとえば、1/4 秒滞留するには、このフィールドに 0.25 (1/4)インチを指定します。
ドリル サイクルのポスト処理の場合、ドウェル時間はドリル サイクル パラメータ(通常 P)の 1 つとして指定され、ほとんどの場合ミリ秒(ms)単位で出力されます。

G82 で 250 ms のドウェル時間
展開されたサイクルを使用してポストする場合、ドウェル時間は通常のドウェル コマンド(G4)として出力されます。
少なくとも完全に 1 回転する最小ドウェル時間を計算するには、60 を主軸回転速度で割った値を使用します。たとえば、350 RPM での最小ドウェル時間は、60 / 350 = 0.171 s (0.2 s に切り上げ可能)となります。