サイクル タイム
2 ショット射出成形は、2 つのステップで構成される処理です。この 2 つは射出成形処理の 1 サイクルで同時に行われます。[冷却(FEM)]解析は、第 1 ショットと、第 1 ショットと第 2 ショットの組み合わせの両方で同時に実行されます。[冷却(FEM)]解析が完了した後、充填+保圧解析や反り解析などの他の解析を実行できます。1 つのサイクルが終了すると、金型が開きます。第 1 ショットの成形品が第 2 ショットのキャビティに転送され、新しい第 1 ショットのコンポーネントが第 1 ショットのキャビティに射出されます。第 1 ショット メッシュからの温度が、次のサイクルのオーバーモールディング メッシュの初期条件として設定されます。さらに、第 1 ショットのメッシュが初期樹脂温度として設定されます。
例
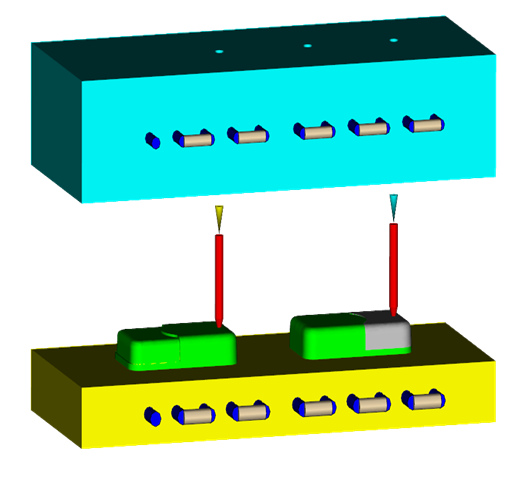
図 1: オーバーモールディング モデル
この例では、両方のショットの樹脂材料はポリプロピレンで、金型はP20 特殊鋼です。第 1 ショットの樹脂温度は 240 度で、第 2 ショットの樹脂温度は 180 度です。サイクル タイムは 30 秒で、型開閉時間は 5 秒です。
オーバーモールディング サイクル タイムは、取付盤が回転する前のサイクルと回転した後のサイクルからなります。たとえば、前述の例では、最初のサイクルは 0 秒で開始して 35 秒で終了し、2 番目のサイクルは 35 秒で開始して 70 秒で終了します。その結果、オーバーモールディング サイクル タイムは 70 秒となり、結果は 70 秒のサイクルを通して表示されます。
結果を解釈する
2 ショット連続オーバーモールディング解析中は、金型は回転します。ただし、結果が表示されているときは、回転は画面上でシミュレートされません。このため、図 2 の緑の円で囲まれた部分に関する結果は、オーバーモールディング サイクル タイムの全期間中、常に画面の左側に表示されます。
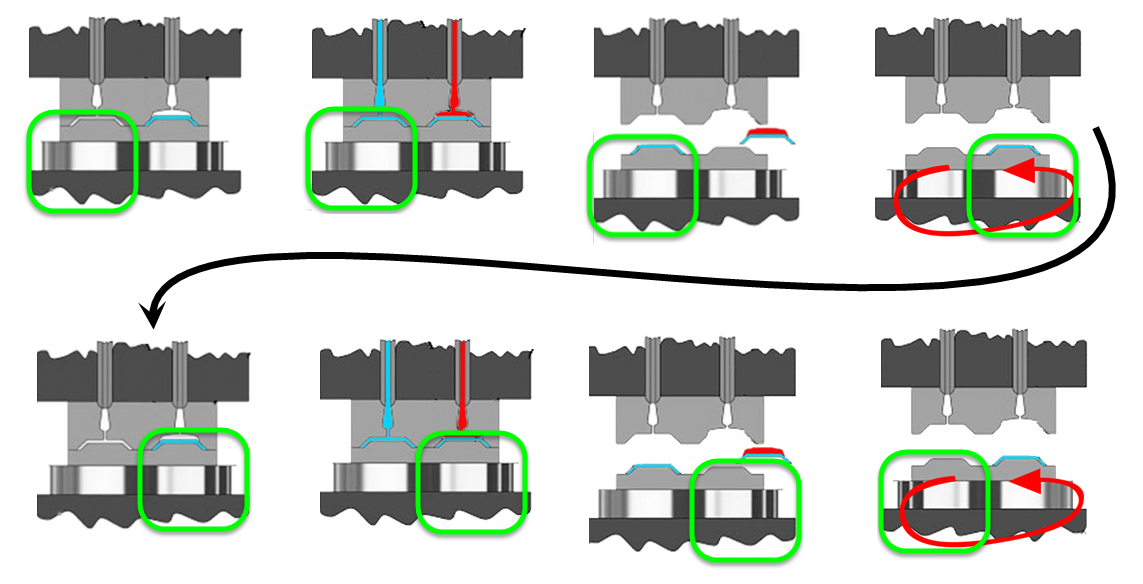
図 2: 2 ショット解析プロセス
前述のモデルの例を見てみましょう(図 1)。図 3 と図 4 は、2 つの隣接する射出成形サイクルの回転盤と固定盤の温度フィールド プロットを示します。
図 3 では、結果の最初の行が最初のサイクルに対応しています。第 1 ショットは左側のキャビティに射出され、第 2 ショットは右側のキャビティ内の既存の最初の成形品の上に射出されます。この最初のサイクル タイム後に、図 2 に示すように、回転盤が回転します。図 3 の 2 行目に表示されている結果は、オーバーモールディング サイクルタイムの 2 番目のサイクル タイムを表します。図 2 の緑色の部分は、画面の左側に示されています。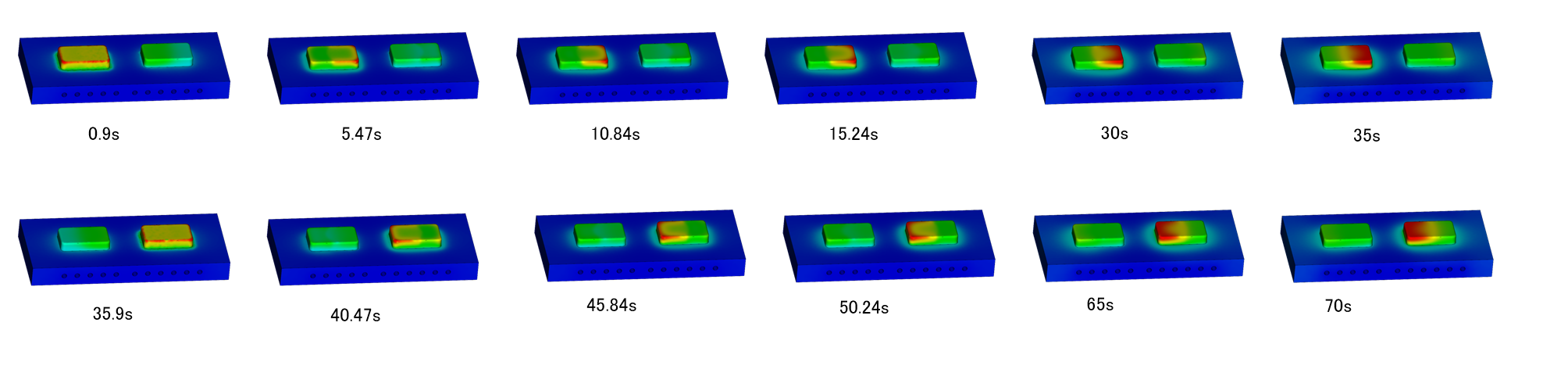
図 3: 回転盤の金型温度
図 4 は、固定盤の温度フィールド プロットを示しています。固定盤が回転しないため、両方のサイクルで温度分布は同じです。
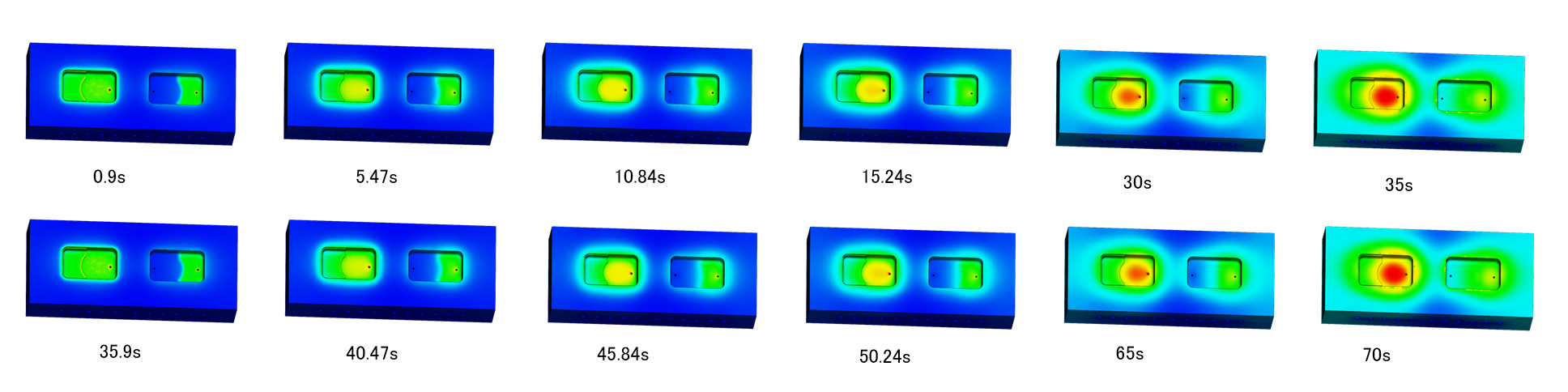
図 4: 固定盤の金型温度