|
Вызов |
Лента:
вкладка CAM
 панель 3D Milling
Contour
панель 3D Milling
Contour

|
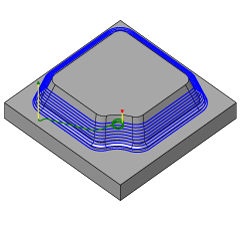
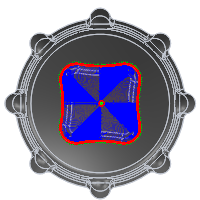
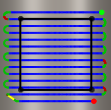
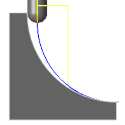
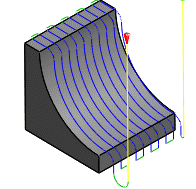
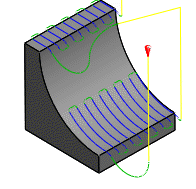
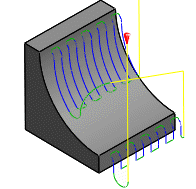
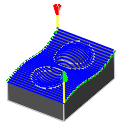
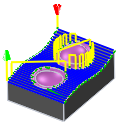
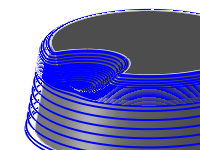
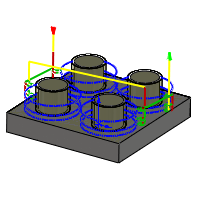
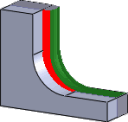
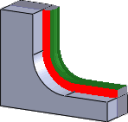
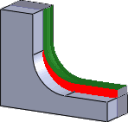
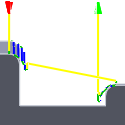
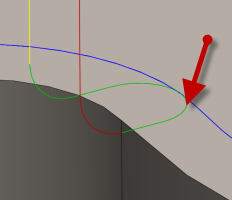
При финишной обработке контуров вдоль контуров деталей создаются траектории перемещения инструмента с постоянной высотой Z. Шаги по оси Z разнесены по ней в соответствии с параметром понижения.
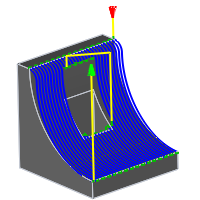
Финишная обработка контуров наиболее эффективна при обработке областей деталей с большим углом. Как и финишная обработка любого типа, данная обработка может быть ограничена контактным углом инструмента. Этот метод можно использовать, чтобы ограничить область финишной обработки контуров участками с большим углом.
Чтобы сгладить траектории перемещения режущих инструментов по углам, рекомендуется использовать не фиксированный радиус, а максимальное отклонение. Острые углы, как правило, имеют крайне малые радиусы сглаживания, и чем больше дуга, тем больше она отклоняется от угла. Этот метод представляет собой баланс между требованиями высокоскоростной мехобработки и необходимостью учета заданного допуска.
 Настройки на вкладке Tool
Настройки на вкладке Tool
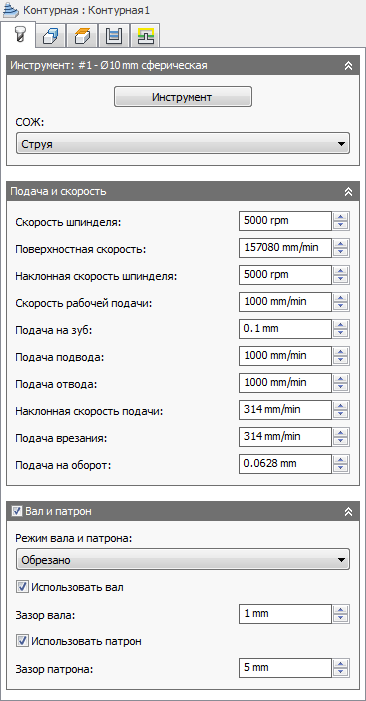
Coolant
Тип хладагента, применяемого к инструменту.
Spindle speed
Скорость вращения шпинделя.
Surface speed
Скорость шпинделя, выраженная как скорость инструмента на поверхности.
Ramp spindle speed
Скорость вращения шпинделя при движении под уклоном.
Cutting feedrate
Подача при разрезании.
Feed per tooth
Скорость подачи при разрезании, выраженная как скорость подачи на зуб.
Lead-in feedrate
Подача на входе при разрезании.
Lead-out feedrate
Подача на выходе при разрезании.
Ramp feedrate
Подача при создании винтовых уклонов в заготовке.
Plunge feedrate
Подача при врезании в заготовку.
Feed per revolution
Скорость подачи при врезании, выраженная как скорость подачи на оборот.
Shaft & Holder
При использовании инструмента с держателем, в зависимости от метода мехобработки, можно выбрать один из пяти режимов вала и держателя. Обработку пересечений можно выполнить как для вала, так и для держателя инструмента. Кроме того, им можно назначить раздельные зазоры.
- Disabled: любые пересечения вала/держателя игнорируются.
Disabled
- Pull away: траектория перемещения инструмента отходит от заготовки для обеспечения безопасного расстояние между заготовкой и валом и/или держателем.
Pull away
- Trimmed: участки траектории перемещения инструмента, на которых безопасное расстояние между заготовкой и валом и/или держателем не соблюдается, обрезаются.
Trimmed
- Detect tool length: инструмент автоматически выдвигается из держателя для обеспечения заданного безопасного расстояния между валом и/или держателем и заготовкой. Информация о величине, на которую инструмент был выдвинут из держателя, заносится в журнал.
Detect tool length
- Fail on collision: при несоблюдении безопасного расстояния расчет траектории перемещения инструмента прерывается, и в журнал заносится сообщение об ошибке.
Use shaft
Для избежания пересечений вал выбранного инструмента будет использоваться в расчете траектории его перемещения.
Shaft clearance
Расстояние, разделяющее вал инструмента и деталь.
Use holder
Использование держателя выбранного инструмента для избежания пересечений в расчете траектории перемещения инструмента.
Holder clearance
Поддерживаемое расстояние между держателем инструмента и деталью.
 Настройки на вкладке Geometry
Настройки на вкладке Geometry
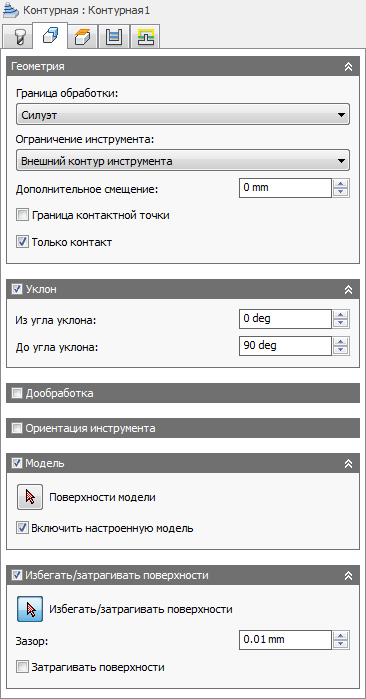
Machining boundary
Режим контура задает способ определения контура траектории перемещения инструмента. На следующих рисунках показано использование радиальной 3D-траектории перемещения инструмента.
Пример 1
Пример 2
Режимы контуров
- None: траектория перемещения инструмента охватывает всю заготовку без ограничений.
- Bounding box: траектории перемещения инструмента ограничиваются рамкой, определяемой максимальными границами детали при просмотре в МСК.
-

Bounding box
- Silhouette: траектории перемещения инструмента ограничиваются контуром, определяемым тенью детали при просмотре в МСК.
Silhouette
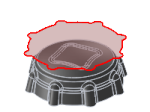
- Selection: траектории перемещения инструмента ограничиваются областью, заданной выбранным контуром.
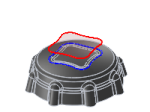
Selection
Tool containment
Меню Tool containment позволяет управлять положением инструментов относительно выбранных контуров.
Inside
Весь инструмент остается в пределах контура. В результате может быть обработана не вся поверхность, ограниченная контуром.
Inside
Center
Контур ограничивает центр инструмента. Такая настройка гарантирует обработку всей поверхности внутри контура. Однако также могут быть обработаны области за пределами контуров.
Center
Outside
Траектория перемещения инструмента создается внутри контура, но кромка инструмента может перемещаться по наружной кромке контура.
Outside
Для смещения ограничивающего контура используйте параметр Additional offset.
Additional offset
Применение дополнительного смещения к выбранному контуру/контурам и ограничению перемещения инструмента.
При положительном значении контур смещается вовне. Если в качестве ограничения перемещения инструмента задано значение Inside, то контур смещается вовнутрь.
Отрицательное смещение, центр инструмента на контуре
Без смещения, центр инструмента на контуре
Положительное смещение, центр инструмента на контуре
Чтобы убедиться в том, что кромка инструмента перекрывает контур, выберите значение Outside в качестве ограничения перемещения инструмента и введите небольшое положительное значение.
Чтобы убедиться в том, что кромка инструмента находится на расстоянии от контура, выберите значение Inside в качестве ограничения перемещения инструмента и введите небольшое положительное значение.
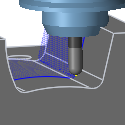
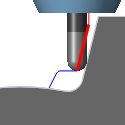
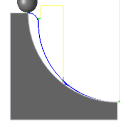
Contact point boundary
Когда этот параметр включен, ограничения контура применяются к точке соприкосновения инструмента и детали, а не к местоположению центра инструмента.
Отключено
Включено
Разница показана ниже на параллельной траектории перемещения инструмента с использованием концевой сферической фрезы.
Отключено
Включено
Contact only
Управление созданием траектории перемещения инструмента на участках, где инструмент не соприкасается с обрабатываемой поверхностью. Если параметр отключен, то траектории перемещения инструмента удлиняются в пределах ограничивающего контура и проходят по выемкам в заготовке.
Включено
Отключено
Slope
Траектории перемещения инструмента ограничиваются диапазоном заданных значений углов.
0–90°
0–45°
45–90°
Ограничение угла наклона определяется параметрами угла From slope angle и To slope angle на вкладке Geometry. Значения углов лежат в промежутке от 0° (горизонтальное положение) до 90° (вертикальное положение).
Обрабатываются только области, соответствующие значениям параметров From slope angle и To slope angle или превосходящие их.
Большинство методов финишной 3D-обработки поддерживают функцию ограничения угла наклона. Одним из назначений функции ограничения наклона является ограничение выбранного метода траектории перемещения инструмента наиболее подходящими углами. Например, параллельная обработка больше подходит для пологих областей, а обработка контуров — для участков с большим уклоном.
From slope angle
From slope angle отсчитывается от плоскости с углом 0° (горизонтальная плоскость). Обрабатываются только области, равные этому значению или превосходящие его.
Угол уклона от плоскости 0°
To slope angle
To slope angle отсчитывается от плоскости с углом 0° (горизонтальная плоскость). Обрабатываются только области, равные этому значению или меньше его.
Угол уклона к плоскости 90°
Rest Machining
Сведение операции к удалению материала, не удаленного предыдущим инструментом или операций.
Rest Machining ВКЛ
Rest Machining ОТКЛ
Rest material source
Указание источника, по которому рассчитывается остаточная обработка.
- По предыдущим операциям
- По операциям
- По инструменту
- По файлу
- По телам
- По заданной заготовке
From setup stock
Union of all dependent operations
Объединение всех зависимых операций.
Include all previous operations
Включение всех предыдущих операций.
Tool diameter
Задание диаметра инструмента для обработки остаточного материала.
Corner radius
Задание радиуса закругления вершины инструмента для обработки остаточного материала.
Taper angle
Задание угла заострения инструмента для обработки остаточного материала.
Shoulder length
Задание длины плеча инструмента для обработки остаточного материала.
File
Задание файла остального материала.
Adjustment
Выбор корректировки остаточного материала для игнорирования или фрезерования малых заострений.
- Use as computed: обработка согласно расчетам.
- Ignore cusps: игнорирование заострений.
- Machine cusps: обработка заострений.
Adjustment offset
Этот параметр определяет объем заготовки, который игнорируется или игнорируется и удаляется, в зависимости от значения параметра Adjustment для остаточного материала. В основном данный параметр используется для предотвращения обработки незначительного объема остаточного материала при заданной настройке Ignore cusps.
Tool Orientation
Определение способа ориентации инструмента с помощью комбинации параметров ориентации и начала координат триады.
В раскрывающемся меню Orientation содержатся следующие параметры для определения триады осей X, Y и Z.
- Setup WCS orientation: ориентация инструмента с использованием системы координат заготовки согласно текущей настройке.
- Model orientation: ориентация инструмента с использованием системы координат из текущей детали.
- Select Z axis/plane & X axis: определение оси Z путем выбора одной грани или ребра и оси X путем выбора другой грани или ребра. Обе оси (Z и X) можно развернуть на 180 градусов.
- Select Z axis/plane & Y axis: определение оси Z путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (Z и Y) можно развернуть на 180 градусов.
- Select X & Y axes: определение оси X путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (X и Y) можно развернуть на 180 градусов.
- Select coordinate system: задание определенной ориентации инструмента для выполнения этой операции на основе пользовательской системы координат Inventor (ПСК) в модели. Этот параметр использует как начало координат, так и ориентацию существующей системы координат. Используйте этот параметр, если модель не содержит подходящих точек и плоскостей для операции.
В раскрывающемся меню Origin содержатся следующие параметры для определения расположения начала координат триады.
- Setup WCS origin: задание начала координат инструмента с использованием системы координат заготовки согласно текущей настройке.
- Model origin: задание начала координат инструмента с использованием системы координат из текущей детали.
- Selected point: задание начала координат триады путем выбора вершины или ребра.
- Stock box point: задание начала координат триады путем выбора точки на ограничивающей рамке заготовки.
- Model box point: задание начала координат триады путем выбора точки на ограничивающей рамке модели.
Model
Данный параметр позволяет переопределить геометрию модели (поверхности/тела), заданную текущей установкой.
Include setup model
Данный параметр включен по умолчанию. Выбранная при установке модель дополнительно добавляется к поверхностям модели, выбранным в рамках операции. Если снять этот флажок, то траектория перемещения инструмента создается только на поверхностях, выбранных в рамках операции.
Avoid/Touch Surfaces
Определение поверхностей, не затрагиваемых траекторией перемещения инструмента. Если этот параметр включен, траектория перемещения инструмента не приближается к выбранным поверхностям больше, чем на заданную величину.
Отключено
Включено
Clearance
Расстояние между инструментом и выбранными поверхностями.
Touch surfaces
Данный параметр имеет значение, обратное параметру Avoid surfaces. Если этот параметр включен, то траектория перемещения инструмента может затрагивать поверхности, заданные параметром Avoid surfaces, а остальные поверхности не затрагиваются.
Touch surfaces
 Настройки на вкладке Heights
Настройки на вкладке Heights
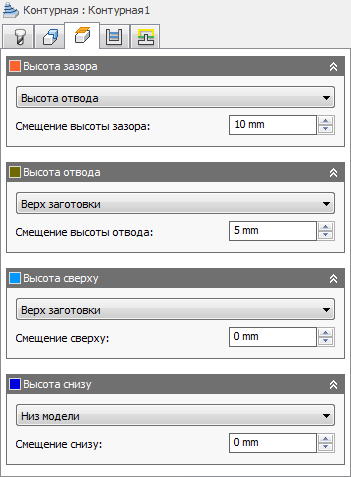
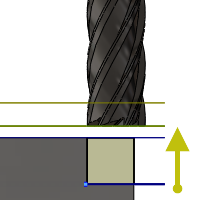
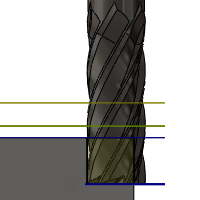
Clearance Height
Высота зазора — это первая высота, на которую переходит инструмент в начале траектории перемещения.

Высота зазора
- Retract height: пошаговое смещение от глубины втягивания.
- Top height: пошаговое смещение от высоты в верхней точке.
- Bottom height: пошаговое смещение от высоты в нижней точке.
- Model top: пошаговое смещение от верхней точки модели.
- Model bottom: пошаговое смещение от нижней точки модели.
- Stock top: пошаговое смещение от верхней точки заготовки.
- Stock bottom: пошаговое смещение от нижней точки заготовки.
- Selection: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Clearance height offset
Параметр Смещение высоты отвода применяется к значению параметра "Высота отвода", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
Retract Height
Параметр "Высота отвода" позволяет задать высоту, на которую поднимается инструмент перед следующим шагом резки. Значение высоты отвода должно быть выше значений параметров Высота подачи и Высота сверху. Параметр "Высота отвода" используется вместе с последующим смещением для задания высоты.
Глубина втягивания
- Clearance height: пошаговое смещение от высоты зазора.
- Top height: пошаговое смещение от высоты в верхней точке.
- Bottom height: пошаговое смещение от высоты в нижней точке.
- Model top: пошаговое смещение от верхней точки модели.
- Model bottom: пошаговое смещение от нижней точки модели.
- Stock top: пошаговое смещение от верхней точки заготовки.
- Stock bottom: пошаговое смещение от нижней точки заготовки.
- Selection: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Retract height offset
Параметр Смещение высоты отвода применяется к значению параметра "Высота отвода", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
Top Height
Параметр "Высота сверху" позволяет задать высоту, определяющую верхнюю точку выреза. Значение высоты сверху должно быть выше значения параметра Высота снизу. Параметр "Высота сверху" используется вместе с последующим смещением для задания высоты.
Высота в верхней точке
- Clearance height: пошаговое смещение от высоты зазора.
- Retract height: пошаговое смещение от глубины втягивания.
- Bottom height: пошаговое смещение от высоты в нижней точке.
- Model top: пошаговое смещение от верхней точки модели.
- Model bottom: пошаговое смещение от нижней точки модели.
- Stock top: пошаговое смещение от верхней точки заготовки.
- Stock bottom: пошаговое смещение от нижней точки заготовки.
- Selection: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Top offset
Параметр Смещение сверху применяется к параметру "Высота сверху", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
Bottom Height
Параметр "Высота снизу" позволяет определить высоту/глубину финальной обработки и максимальную глубину, на которую инструмент погружается в заготовку. Значение высоты снизу должно быть меньше значения параметра Высота сверху. Параметр "Высота снизу" используется вместе с последующим смещением для определения высоты.
Высота в нижней точке
- Clearance height: пошаговое смещение от высоты зазора.
- Retract height: пошаговое смещение от глубины втягивания.
- Top height: пошаговое смещение от высоты в верхней точке.
- Model top: пошаговое смещение от верхней точки модели.
- Model bottom: пошаговое смещение от нижней точки модели.
- Stock top: пошаговое смещение от верхней точки заготовки.
- Stock bottom: пошаговое смещение от нижней точки заготовки.
- Selection: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Bottom offset
Параметр Смещение снизу применяется к параметру "Высота снизу", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
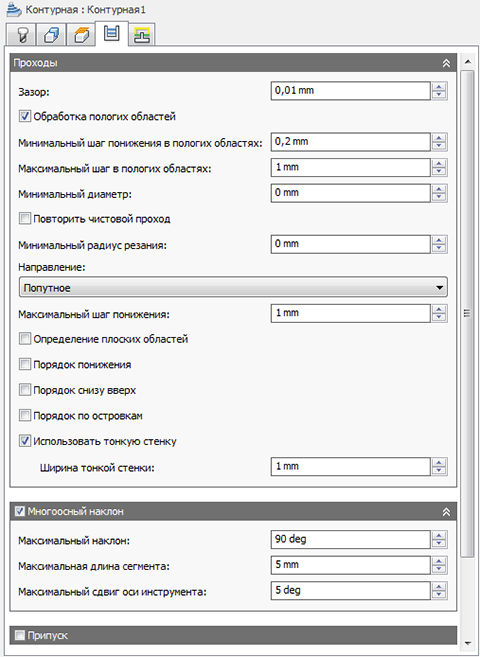
 Настройки на вкладке Passes
Настройки на вкладке Passes
Tolerance
Допуск мехобработки равен сумме допусков для формирования траектории перемещения инструмента и триангуляции геометрии. Для получения общего допуска к данному допуску можно добавлять любые дополнительные фильтрующие допуски.
Свободный допуск 0,100
Жесткий допуск 0,001
Движение станка с ЧПУ по контуру управляется с помощью команд создания отрезков G1 и дуг G2-G3. Чтобы обеспечить это, АСУП аппроксимирует сплайн и траектории перемещения инструмента по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Насколько точно траектория перемещения инструмента соответствует требуемой форме, во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, например более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. Первые два способа легко реализовать, так как расчеты в Inventor HSM происходят очень быстро, а большинство современных средств управления имеют не менее 1 МБ оперативной памяти. Тем не менее, короткие прямолинейные перемещения в сочетании с высокой скоростью подачи могут привести к явлению, известному как нехватка данных.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/сек., а новых, таких как Haas, — 1000 или более блоков/сек. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
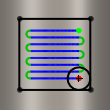
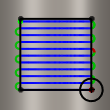
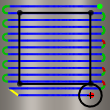
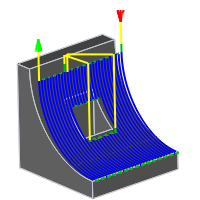
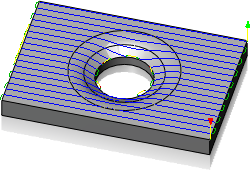
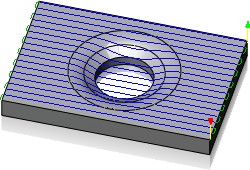
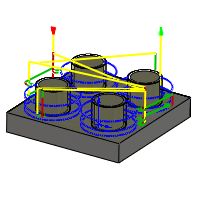
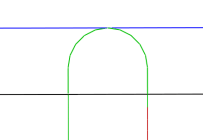
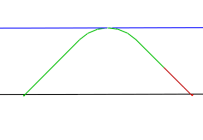
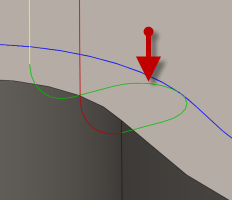
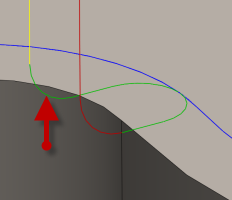
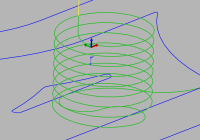
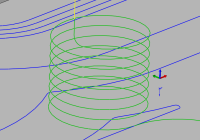
Machine shallow areas
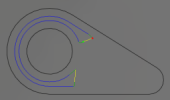
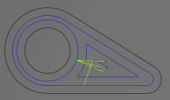
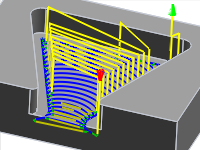
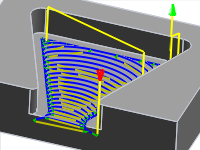
Данный параметр указывает, что дополнительные уровни Z должны быть вырезами в пологих областях. На следующих двух изображениях показаны 3D-контуры.
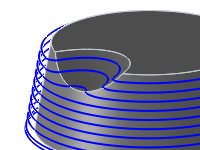
Отключено
Включено
Minimum shallow stepdown
Этот параметр определяет минимально допустимый шаг понижения между дополнительными уровнями Z. Этот параметр переопределяет значение Maximum shallow stepover.
Maximum shallow stepover
Этот параметр определяет шаг фрезы, используемый для определения области, в которые необходимо вставить дополнительные уровни Z. Если нормальное понижение приводит к шагу фрезеровки, превосходящему это значение, то вставляются дополнительные уровни, пока не будет достигнуто значение шага фрезеровки или минимального понижения.
Minimum diameter
Диаметр наименьшего обрабатываемого отверстия.
Repeat finishing pass
Если этот параметр включен, дважды выполняется окончательный финишный проход для удаления материала заготовки, оставшегося из-за деформации инструмента.
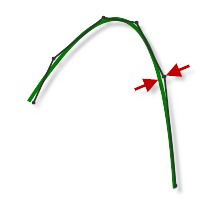
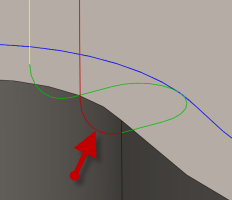
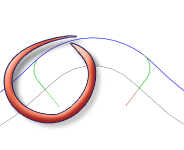
Minimum cutting radius
Параметр Minimum cutting radius задан
Если параметр Minimum cutting radius задан, острые углы в траектории перемещения инструмента избегаются, что минимизирует деформацию готовой детали.
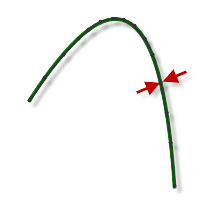
Параметр Minimum cutting radius не задан
Если параметр Minimum cutting radius set не задан, в рамках траектории перемещения инструмента материал удаляется везде, куда достает выбранный инструмент. Это приводит к появлению в траектории перемещения инструмента острых углов, которые в свою очередь являются причиной деформации обработанной детали.
Direction
Параметр Направление позволяет управлять заданием Inventor HSM или встречного режима фрезерования в программе Inventor HSM.
Climb
Выберите параметр Попутное для выполнения всех проходов в одном направлении. При использовании этого метода попутное фрезерование в Inventor HSM применяется в рамках выбранных границ.
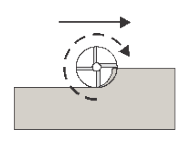
Попутное фрезерование
Conventional
Данный параметр задает направление траектории перемещения инструмента, противоположное заданному параметром Climb. Таким образом формируется траектория перемещения инструмента встречного фрезерования.
Встречное фрезерование
Maximum stepdown
Максимальный шаг понижения между уровнями Z.
Flat area detection
Если этот параметр включен, в рамках метода выполняется попытка определить высоту плоских областей и вершин и выполнить обработку на этих уровнях.
Если параметр отключен, в рамках метода производится обработка на указанных шагах понижения.
Порядок по глубине
Упорядочение проходов сверху вниз.
Отключено
Включено
Order bottom-up
Проходы по контуру обычно упорядочиваются сверху вниз. Установите этот флажок, чтобы упорядочить проходы снизу вверх.
При таком упорядочении проходы с ориентацией инструмента с наименьшим уровнем Z выполняются в первую очередь, при этом за одну операцию обрабатывается несколько контуров. Этот способ очень удобен для обработки хрупких материалов, например графита.
Order by islands
Данный параметр задает порядок, в котором выполняется вырезание вглубь при наличии нескольких профилей.
Отключено
Disabled: вырезы вглубь упорядочиваются по скрытию.
Включено
Enabled: вырезы вглубь упорядочиваются по профилю.
Use thin wall
При фрезеровании конструктивных элементов детали с толщиной стенок, сравнимой с толщиной стенок заготовки из листового металла или тоньше, заготовка находится под воздействием сил, возникающих из-за удаления материала. Это может привести к тому, что нежесткая структура тонких стенок будет смещаться относительно инструмента, что затруднит сохранение точности размеров и обеспечение заданного качества обработки поверхности.
Этот параметр позволяет уменьшить вибрацию и деформацию путем обеспечения одновременной обработки обеих сторон тонкой стенки.
Thin wall width
Ширина стенок, которые считаются тонкими.
Все стенки с данной шириной или тоньше обрабатываются одновременно с обеих сторон для уменьшения вибрации и деформации.
Многоосный наклон (доступно только в Inventor HSM Pro)
Использование многоосного наклона во избежание пересечения с держателем при использовании коротких инструментов.
Максимальный наклон (доступно только в Inventor HSM Pro)
Указание максимально допустимого наклона от выбранной оси инструмента для операции.
Максимальная длина сегмента (доступно только в Inventor HSM Pro)
Указание максимальной длины одного сегмента для сформированной траектории перемещения инструмента.
Максимальный сдвиг оси инструмента (доступно только в Inventor HSM Pro)
Указание максимального изменения угла при однократном сдвиге оси инструмента для сформированной траектории перемещения инструмента.
Остаток заготовки
Положительное значение
Positive Stock to Leave: заготовка, остающаяся после операции и удаляемая при последующих операциях черновой и финишной обработки. Для черновой обработки по умолчанию оставляется небольшой объем материала.
Нет
No Stock to Leave: удаление всего лишнего материала до выбранной геометрии.
Негативное значение
Negative Stock to Leave: удаление материала за пределами поверхности или контура детали. Этот способ часто используется при электродной обработке для обеспечения искрового зазора или требуемого допуска для детали.
Остаток заготовки по радиусу (стенке)
Параметр Radial stock to leave определяет объем материала, который необходимо оставить в радиальном (перпендикулярно оси инструмента) направлении, т. е. поперек инструмента.
Остаток заготовки по радиусу
Остаток заготовки по радиусу и осям
При положительном значении радиального припуска материал остается на вертикальных стенках и областях детали с большим углом.
Для нестрого вертикальных поверхностей Inventor HSM выполняет интерполяцию между значениями осевого (по опоре) и радиального припуска. Таким образом, остаток заготовки в радиальном направлении на этих поверхностях может отличаться от заданного значения, в зависимости от наклона поверхности и значения осевого припуска.
При изменении значения радиального припуска для осевого припуска автоматически задается аналогичное значение. Задать осевой припуск можно и вручную.
Значение по умолчанию для финишной обработки — 0 мм или 0 дюймов, т. е. материала не остается.
При черновой обработке по умолчанию остается небольшой объем материала, который можно удалить позднее с помощью одной или нескольких операций финишной обработки.
Отрицательное значение остатка заготовка
При отрицательном значении остатка заготовки операция обработки удаляет больше материала, чем предусмотрено формой модели. Этот параметр может использоваться для электродной обработки с искровым зазором, где размер искрового зазора равен отрицательному значению остатка заготовки.
И остаток заготовки по радиусу, и остаток заготовки по оси может быть отрицательным числом. Однако отрицательное значение остатка по радиусу должно быть меньше радиуса инструмента.
При использовании шаровой или радиусной фрезы с отрицательным значением остатка заготовки по радиусу, превосходящим радиус углового закругления, отрицательное значение остатка заготовки по оси должно быть меньше или равно радиусу углового закругления.
Остаток заготовки по оси (опора)
Параметр Axial stock to leave определяет объем материала, который необходимо оставить в осевом (по оси Z) направлении, т. е. на конце инструмента.
Остаток заготовки по оси
Остаток по радиусу и по оси
При положительном значении осевого припуска материал остается на пологих областях детали.
Для нестрого горизонтальных поверхностей Inventor HSM выполняет интерполяцию между значениями осевого и радиального припуска (по стенке). Таким образом остаток заготовки в осевом направлении на этих поверхностях может отличаться от заданного значения, в зависимости от наклона поверхности и значения радиального припуска.
При изменении значения радиального припуска для осевого припуска автоматически задается аналогичное значение. Задать осевой припуск можно и вручную.
Значение по умолчанию для финишной обработки — 0 мм или 0 дюймов, т. е. материала не остается.
При черновой обработке по умолчанию остается небольшой объем материала, который можно удалить позднее с помощью одной или нескольких операций финишной обработки.
Отрицательное значение остатка заготовка
При отрицательном значении остатка заготовки операция обработки удаляет больше материала, чем предусмотрено формой модели. Этот параметр может использоваться для электродной обработки с искровым зазором, где размер искрового зазора равен отрицательному значению остатка заготовки.
И остаток заготовки по радиусу, и остаток заготовки по оси может быть отрицательным числом. При использовании шаровой или радиусной фрезы с отрицательным значением остатка заготовки по радиусу, превосходящим радиус углового закругления, отрицательное значение остатка заготовки по оси должно быть меньше или равно радиусу углового закругления.
Fillets
Данный параметр позволяет ввести радиус сопряжения.
Fillet radius
Задание радиуса сопряжения.
Smoothing
Сглаживание траектории перемещения инструмента путем удаления чрезмерного количества точек и монтажных дуг в тех местах, где это возможно, с фильтрацией в пределах заданного допуска.
Сглаживание откл.
Сглаживание вкл.
Сглаживание используется для уменьшения объема кода без потери точности. Сглаживание выполняется путем замены коллинеарных отрезков одним отрезком и касательными дугами, заменяющими несколько отрезков в областях искривлений.
Преимущества сглаживания могут быть огромными. Размер файла G-кода может быть уменьшен на 50 % и более. Обработка будет выполняться быстрее и более плавно. Кроме того, будет улучшена финишная обработка поверхности. Величина сокращения кода зависит от того, насколько траектория перемещения инструмента подходит для сглаживания. Траектории перемещения инструмента, расположенные изначально в основной плоскости (XY, YZ, XZ), например параллельные траектории, подходят для фильтрования. Другие объекты, такие как 3D-фестон, подходят для сокращения меньше.
Smoothing tolerance
Определения фильтра допуска сглаживания.
Сглаживание выполняется лучше всего, когда допуск (точность, с которой создается исходная линеаризованная траектория) равен допуску сглаживания (замена отрезков монтажными дугами) или превышает его.
Feed Optimization
Настройка снижения подачи на углах.
Maximum directional change
Задание максимального углового изменения, разрешенного до снижения скорости подачи.
Reduced feed radius
Задание минимального радиуса, разрешенного до уменьшения подачи.
Reduced feed distance
Задание расстояния до угла, на котором уменьшается подача.
Reduced feedrate
Задание пониженной скорости подачи для использования на углах.
Только внутренние углы
Используется для снижения скорости подачи только на внутренних углах.
 Настройки на вкладке Linking
Настройки на вкладке Linking
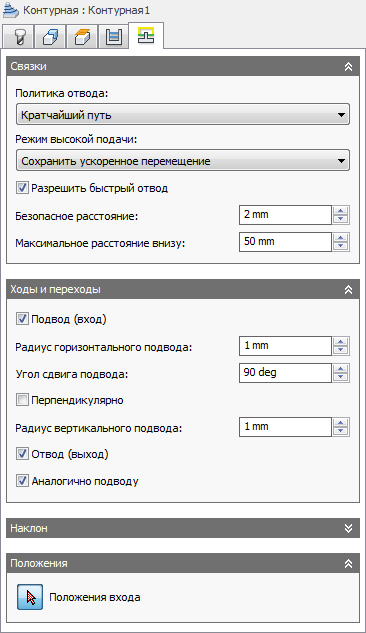
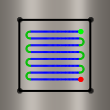
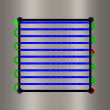
Retraction policy
Управление способом перемещения инструмента между вырезаниями. На следующих рисунках показано использование метода на основе расхода.
- Full retraction: инструмент полностью опускается до значения глубины вхождения в конце прохода перед перемещением вверх для начала следующего прохода.
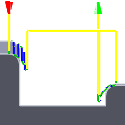
- Minimum retraction: перемещение до высоты в нижней точке, на которой инструмент отходит от заготовки, плюс любое указанное безопасное расстояние.
- Shortest path: перемещение инструмента по кратчайшему пути по прямой линии между траекториями.
Осторожно: Параметр Shortest path не следует использовать на станках, которые не поддерживают линеаризованные быстрые перемещения, где перемещения G0 прямолинейны (в отличие от перемещения G0, когда перемещение по всем осям идет на максимальной скорости, иногда его еще называют перемещением по ломаным линиям). Несоблюдение данного правила приводит к движению станка, которое не может быть правильно смоделировано с помощью программы и может привести к выходу инструмента из строя.
Для станков с ЧПУ, не поддерживающих линеаризованные быстрые перемещения, постпроцессор может быть изменен для преобразования всех перемещений G0 в перемещения с высокоскоростной подачей G1. Для получения более подробной информации обратитесь в службу технической поддержки или к инструкциям о том, как изменять постпроцессоры согласно описанному выше.
High feedrate mode
Указание случаев, когда быстрые перемещения должны выводиться как реальные перемещения на быстром ходу (G0), а когда — как перемещения с высокоскоростной подачей (G1).
- Preserve rapid movement: все быстрые перемещения сохраняются.
- Preserve axial and radial rapid movement: быстрые перемещения только по горизонтали (радиальные) или по вертикали (осевые) выводятся как реальные перемещения на быстром ходу.
- Preserve axial rapid movement: только быстрые движения по вертикали.
- Preserve radial rapid movement: только быстрые перемещения по горизонтали.
- Preserve single axis rapid movement: только быстрые перемещения по одной оси (X, Y или Z).
- Always use high feed: вывод быстрых перемещений как G01 (перемещение с высокой скоростью подачи), а не как G0 (быстрые перемещения).
Данный параметр обычно устанавливается во избежание конфликтов при быстрых перемещениях на станках, где используется перемещение по ломаным линиям при быстром движении.
High feedrate
Скорость подачи для вывода быстрых перемещений в формате G1, а не G0.
Allow rapid retract
Если этот параметр включен, втягивание выполняется в формате быстрых перемещений (G0). Параметр отключен, чтобы обеспечить втягивание на подаче подачи на выходе.
Safe distance
Минимальное расстояние между инструментом и поверхностями детали во время перемещений с втягиванием. Расстояние измеряется после применения значения остатка заготовки, поэтому при отрицательном значении остатка заготовки следует соблюдать осторожность, чтобы убедиться, что безопасное расстояние достаточно велико для предотвращения возможных конфликтов.
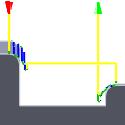
Maximum stay-down distance
Указание максимального расстояния для перемещения в нижнем положении.
Максимальное расстояние в нижнем положении в 1 дюйм
Максимальное расстояние в нижнем положении в 2 дюйма
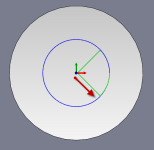
Lead-in (entry)
Этот параметр позволяет создать элемент ввода.
Элемент ввода
Horizontal lead-in radius
Задание радиуса для горизонтальных элементов ввода.
Радиус горизонтального элемента ввода
Lead-in sweep angle
Задание сдвига дуги элемента ввода.
Угол сдвига на 90 градусов
Угол сдвига на 45 градусов
Перпендикулярно
Данный параметр заменяет тангенциальное удлинение дуг элементов ввода/вывода на перемещение, перпендикулярное дуге.
Показан перпендикулярный элемент ввода/вывода
Пример. Высверленное отверстие с максимально большими ведущими дугами (чем больше дуга, тем меньше вероятность появления следа при прерывании обработки), где линейный элемент ввода по касательной невозможен, так как он удлиняется прямо в боковую сторону отверстия.
Vertical lead-in radius
Радиус вертикальной дуги, сглаживающей движение на входе. Замеряется от начального перемещения до самой траектории перемещения инструмента.
Радиус вертикального элемента ввода
Lead-out (exit)
Данный параметр позволяет создать элемент вывода.
Элемент вывода
Same as lead-in
Указание того, что определение элемента вывода должно совпадать с определением элемента ввода.
Horizontal lead-out radius
Задание радиуса для движений горизонтального элемента вывода.
Радиус горизонтального элемента вывода
Vertical lead-out radius
Задание радиуса для движений вертикального элемента вывода.
Радиус вертикального элемента вывода
Lead-out sweep angle
Задание сдвига дуги элемента вывода.
Перпендикулярно
Данный параметр заменяет тангенциальное удлинение дуг элементов ввода/вывода на перемещение, перпендикулярное дуге.
Показан перпендикулярный элемент ввода/вывода
Пример. Высверленное отверстие с максимально большими ведущими дугами (чем больше дуга, тем меньше вероятность появления следа при прерывании обработки), где линейный элемент ввода по касательной невозможен, так как он удлиняется прямо в боковую сторону отверстия.
Ramp type
Указание способа движения фрезы вниз для каждого выреза.
Предварительное сверление
Погружение
Зигзаг
Обратите внимание на плавные переходы при зигзагообразном типе уклона.
Контур
Сглаживание профиля
Угол наклона зуба
Transition type
Определение типа соединения между проходами.
- No contact: боковые смещения фрезы не соединены между собой на одном уровне Z, но соединены с перемещением со втягиванием.
- Straight line: упрощенные прямые соединения с использованием прямых линий.
- Shortest path: кратчайший путь между областями обработки (как правило, перемещение по прямой линии).
- Smooth: использование сглаживающего движения по касательной с помощью реальных дуг, где это возможно.
Ramping angle (deg)
Указание максимального угла уклона.
Maximum ramp stepdown
Указание максимального шага понижения на оборот уклона профиля. Этот параметр позволяет ограничить нагрузку на инструмент при выполнении вырезов в полную ширину в процессе создания уклона.
Ramp clearance height
Высота уклона на текущем уровне заготовки.
Helical ramp diameter
Указание диаметра винтового уклона.
Smooth ramps
Если этот параметр включен, уклоны начинаются и заканчиваются по касательной для всех трех осей.
Уклон выполняется без разрывов в производной первого порядка таким образом, чтобы вместо обычных точек излома на траектории использовались сглаженные кривые.
Entry positions
Кнопка выбора положений ввода.