Параллельная
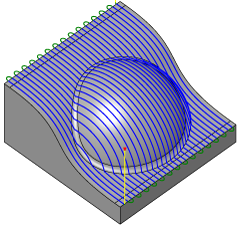
Параллельные проходы представляют собой один из наиболее широко используемых методов чистовой обработки. Проходы осуществляются параллельно в плоскости XY и смещаются по поверхности в направлении оси Z. Параллельные проходы лучше всего подходят для пологих областей и попутного фрезерования. Для автоматического обнаружения пологих областей обработку можно ограничить максимальным углом между режущей кромкой инструмента и поверхностью. При обработке сложных поверхностей прогиб инструмента можно уменьшить, выбрав попутное фрезерование.
Контурная
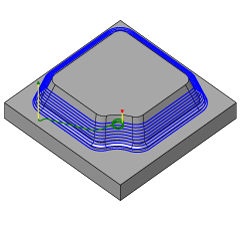
Проходы по контуру являются оптимальным методом для чистовой обработки стенок с большим углом, но их можно также использовать для получистовой и чистовой обработки на более вертикальных участках детали. Если угол наклона задан, например, в пределах от 30 до 90 градусов, то участки с большим уклоном обрабатываются, а более пологие участки с углом до 30 градусов оставляются для обработки более подходящим методом.
Горизонтальная очистка
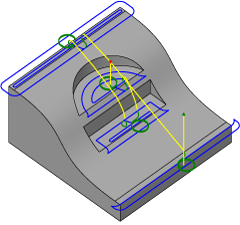
Метод горизонтальной очистки позволяет автоматически обнаружить все плоские области детали и очистить их по заданному пути смещения. Если плоская область выступает над соседними областями, фреза выходит за пределы плоских областей для очистки кромок. С помощью дополнительного максимального шага понижения горизонтальные кромки можно обрабатывать поэтапно. В таком случае горизонтальная очистка подойдет для получистовой и чистовой обработки.
Карандашная
Карандашная обработка позволяет создавать траектории перемещения инструментов вдоль внутренних углов и сопряжений с малым радиусом, удаляя материал, который невозможно убрать никаким другим инструментом. Независимо от того, используется ли один или несколько проходов, Карандашная обработка идеально подходит для очистки после использования других методов чистовой обработки.
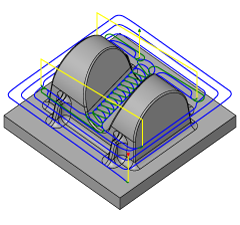
Гребешковая/постоянное перемещение между проходами
Гребешковая обработка позволяет создавать проходы с постоянным расстоянием друг от друга посредством смещения вовнутрь вдоль поверхности. Для сохранения шага фрезеровки проходы повторяют наклонные и вертикальные стенки. Хотя гребешковая чистовая обработка может использоваться для обработки всей детали, она чаще используется для дообработки и следует за комбинацией контурных и параллельных проходов. Как и в случае с другими методами чистовой обработки, обработку можно ограничить диапазоном углов контакта.
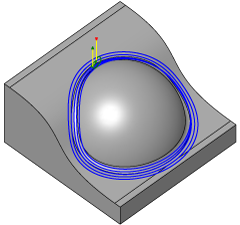
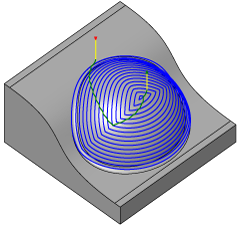
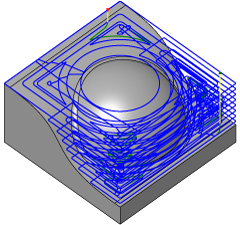
Спиральная
Спиральная обработка позволяет создавать спиральную траекторию перемещения инструмента из заданной центральной точки, обеспечивая постоянный контакт по мере обработки в пределах заданного контура. Этот метод идеально подходит для использования в деталях со скругленными пологими областями с углом контакта инструмента до 40 градусов в сочетании с контурными проходами для более вертикальных кромок. Центральная точка обрабатываемого элемента размещается автоматически или задается пользователем. В этом методе также поддерживается задание углов контакта инструмента.
Измененная спираль
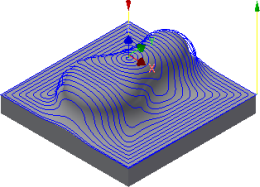
Метод Измененная спираль очень похож на метод Спиральной обработки. Однако в операции Измененная спираль спираль создается от выбранной рамки, тогда как при операции Спиральной обработки созданные проходы ограничиваются контуром обработки. Это означает, что метод Измененная спираль можно использовать для дополнительных поверхностей, для которых метод Спиральной обработки не подходит. Метод может быть очень полезен при обработке органических поверхностей или поверхностей произвольной формы. Несмотря на то, что для этих типов поверхностей часто используется метод Гребешковой обработки, острые углы и связывающие переходы между созданными проходами могут вызвать видимые отметки. Метод Измененная спираль обычно обеспечивает более гладкую траекторию перемещения инструмента, так как позволяет избежать подобных проблем.
Радиальная
Как и спиральная обработка, радиальная обработка начинается от центральной точки, обеспечивая возможность обработки радиальных деталей. Кроме того, в ней имеется возможность остановки на небольшом расстоянии от центра радиальных проходов в местах, где проходы располагаются слишком плотно. Центральная точка обрабатываемого элемента размещается автоматически или задается пользователем. Эту процедуру также можно использовать для углов контакта инструмента.
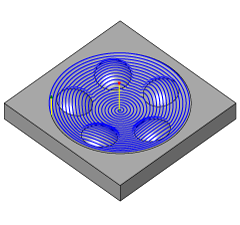
Карман
Метод Карман является обычным методом черновой обработки для эффективного удаления большого объема материала. Деталь очищается слой за слоем, а плавные контуры смещения позволяют использовать встречное фрезерование на протяжении всей операции. Чтобы избежать врезания, инструмент движется между уровнями под уклоном по винтовой траектории. Чтобы поддерживать высокую скорость подачи, сокращая тем самым время обработки, резкие изменения направления исключаются путем сглаживания движения инструмента.
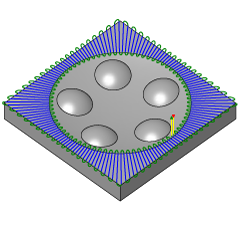
Адаптивная обработка
Адаптивная обработка — это инновационный метод черновой обработки, в котором предлагаются значительные усовершенствования по сравнению с обычными методами черновой обработки. Этот метод позволяет избежать вырезов в полную ширину путем постепенного срезания оставшегося припуска. Созданная траектория перемещения инструмента гарантирует, что условия разрезания не меняются и нагрузка на инструмент остается постоянной. В результате можно значительно увеличить скорость подачи и сократить время обработки на 40 % или более.
Обработка 3 + 2
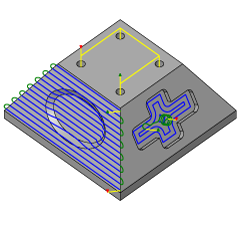
Все методы двухмерной и трехмерной обработки поддерживают обработку 3 + 2 (5-осевое позиционирование) посредством вращения детали или головки инструмента станка в комбинации движений по осям A, B или C. Для создания операций 3 + 2 необходимо лишь выбрать рабочую плоскость для операции, остальное программа Inventor HSM выполнит сама. В рабочем положении все методы обработки становятся доступными, а инструменты и канавка патрона защищены в рамках всех поддерживаемых методов обработки.