|
Вызов: |
Лента:
вкладка CAM  панель "2D-фрезерование"
Гравирование
панель "2D-фрезерование"
Гравирование

|
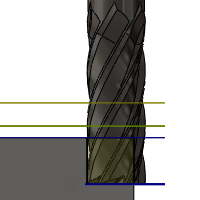
При использовании метода Гравирование обработка выполняется вдоль контуров с V-образным соединением кромок.
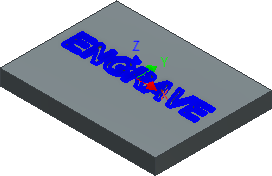
Выбор геометрии для операции Гравирование
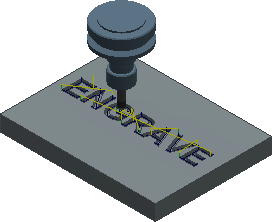
Траектория перемещения инструмента, созданная для выбранной геометрии
 Настройки на вкладке "Инструмент"
Настройки на вкладке "Инструмент"
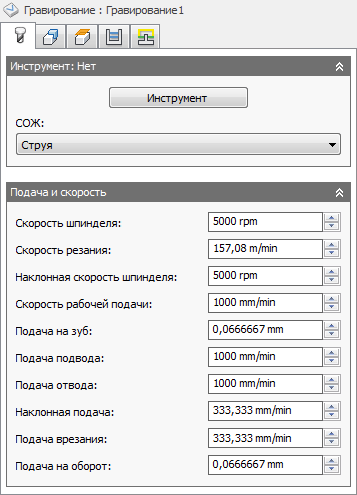
СОЖ
Тип хладагента, используемого с инструментом.
Скорость шпинделя
Скорость вращения шпинделя.
Поверх. скорость
Скорость шпинделя, выраженная как скорость инструмента на поверхности.
Наклонная скорость шпинделя
Скорость вращения шпинделя при перемещении под уклоном.
Рабочая подача
Подача при перемещении режущего инструмента.
Подача на зуб
Скорость подачи при резании, выраженная как скорость подачи на зуб.
Подача подвода
Подача на входе при подводе режущего инструмента.
Подача отвода
Подача на выходе при отводе режущего инструмента.
Наклонная подача
Подача при создании винтовых уклонов в заготовке.
Подача врезания
Подача при врезании в заготовку.
Подача на оборот
Скорость подачи при врезании, выраженная как скорость подачи на оборот.
 Настройки на вкладке "Геометрия"
Настройки на вкладке "Геометрия"
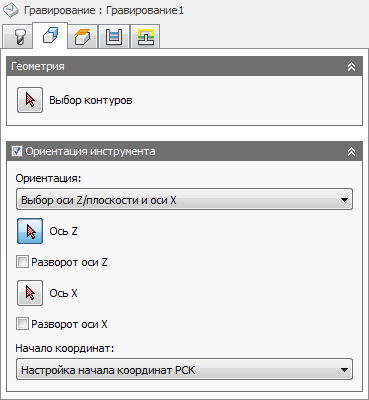
Выбор контуров
С помощью кнопки Выбор контуров можно выбрать профили геометрии для гравирования. Смежная геометрические объекты автоматически объединяются в цепочку. В методе Гравирование обработка выполняется вдоль выбранных контуров, расположенных в середине, при этом инструмент фаски касается выбранных ребер. Инструмент перемещается вверх и вниз по мере изменения ширины обрабатываемой области.
Ориентация инструмента
Определение способа ориентации инструмента с помощью комбинации параметров ориентации триады и начала координат.
В раскрывающемся меню Ориентация содержатся следующие параметры для определения триады осей X, Y и Z.
- Настройка ориентации РСК: ориентация инструмента с использованием рабочей системы координат согласно текущей настройке.
- Ориентация модели: ориентация инструмента с использованием рабочей системы координат из текущей детали.
- Выбор оси Z/плоскости и оси X: определение оси Z путем выбора одной грани или ребра и оси X путем выбора другой грани или ребра. Обе оси (Z и X) можно развернуть на 180 градусов.
- Выбор оси Z/плоскости и оси Y: определение оси Z путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (Z и Y) можно развернуть на 180 градусов.
- Выбор осей X и Y: определение оси X путем выбора одной грани или ребра и оси Y путем выбора другой грани или ребра. Обе оси (X и Y) можно развернуть на 180 градусов.
- Выбор системы координат: задание определенной ориентации инструмента для выполнения этой операции на основе пользовательской системы координат Inventor (ПСК) в модели. В этом параметре используется как начало координат, так и ориентация существующей системы координат. Используйте этот параметр, если модель не содержит подходящих точек и плоскостей для операции.
В раскрывающемся меню Начало координат содержатся следующие параметры для определения расположения начала координат триады.
- Настройка начала координат РСК: задание начала координат инструмента с использованием рабочей системы координат согласно текущей настройке.
- Начало координат модели: задание начала координат инструмента с использованием рабочей системы координат из текущей детали.
- Выбранная точка: задание начала координат триады путем выбора вершины или ребра.
- Точка короба заготовки: задание начала координат триады путем выбора точки на ограничивающей рамке заготовки.
- Точка короба модели: задание начала координат триады путем выбора точки на ограничивающей рамке модели.
 Настройки на вкладке "Высоты"
Настройки на вкладке "Высоты"
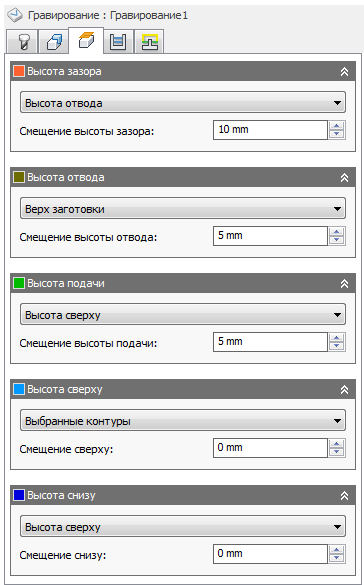
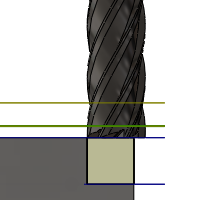
Высота клиренса
Высота клиренса — это первая высота, на которую переходит инструмент в начале траектории перемещения.

Высота клиренса
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты клиренса
Параметр Смещение высоты отвода применяется к значению параметра "Высота отвода", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
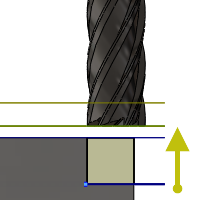
Высота отвода
Параметр "Высота отвода" позволяет задать высоту, на которую поднимается инструмент перед следующим шагом резки. Значение высоты отвода должно быть выше значений параметров Высота подачи и Высота сверху. Параметр "Высота отвода" используется вместе с последующим смещением для задания высоты.
Высота отвода
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты отвода
Параметр Смещение высоты отвода применяется к значению параметра "Высота отвода", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
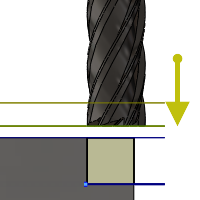
Высота подачи
Параметр "Высота подачи" позволяет задать высоту, на которую быстро перемещается инструмент перед изменением скорости при подаче/врезании для ввода в деталь. Значение высоты подачи должно быть выше значения параметра Высота сверху. В операции сверления эта высота используется в качестве исходной высоты подачи и высоты отвода при выводе сверла. Параметр "Высота подачи" используется вместе с последующим смещением для задания высоты.
Высота подачи
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Откл.: отключение параметра Высота подачи вызывает быстрое перемещение инструмента при подводе.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение высоты подачи
Параметр Смещение высоты подачи применяется к значению параметра "Высота подачи", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
Высота сверху
Параметр "Высота сверху" позволяет задать высоту, определяющую верхнюю точку выреза. Значение высоты сверху должно быть выше значения параметра Высота снизу. Параметр "Высота сверху" используется вместе с последующим смещением для задания высоты.
Высота сверху
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота снизу: пошаговое смещение от высоты в нижней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение сверху
Параметр Смещение сверху применяется к параметру "Высота сверху", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
Высота снизу
Параметр "Высота снизу" позволяет определить высоту/глубину финальной обработки и максимальную глубину, на которую инструмент погружается в заготовку. Значение высоты снизу должно быть меньше значения параметра Высота сверху. Параметр "Высота снизу" используется вместе с последующим смещением для определения высоты.
Высота снизу
- Высота клиренса: пошаговое смещение от высоты клиренса.
- Высота отвода: пошаговое смещение от высоты отвода.
- Высота подачи: пошаговое смещение от высоты при подаче.
- Высота сверху: пошаговое смещение от высоты в верхней точке.
- Верх модели: пошаговое смещение от верхней точки модели.
- Низ модели: пошаговое смещение от нижней точки модели.
- Верх заготовки: пошаговое смещение от верхней точки заготовки.
- Низ заготовки: пошаговое смещение от нижней точки заготовки.
- Выбранные контуры: пошаговое смещение от контура, выбранного на модели.
- Выбор: пошаговое смещение от точки (вершины), ребра или грани, выбранной в модели.
- Origin (absolute): абсолютное смещение от начала координат, заданного при установке или ориентации инструмента в конкретной операции.
Смещение снизу
Параметр Смещение снизу применяется к параметру "Высота снизу", выбранному в приведенном выше раскрывающемся списке, и отсчитывается относительно его значения.
 Настройки на вкладке "Проходы"
Настройки на вкладке "Проходы"
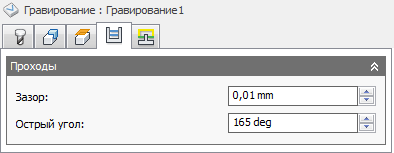
Допуск
Допуск, используемый при линеаризации геометрии, например, в сплайнах и эллипсах. Допуск рассматривается как максимальная длина хорды.
Свободный допуск 0,100
Жесткий допуск 0,001
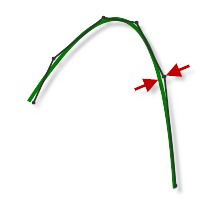
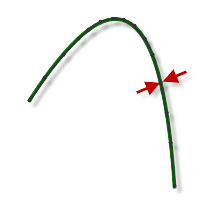
Движение станка с ЧПУ по контуру управляется с помощью команд создания отрезков G1 и дуг G2–G3. Чтобы обеспечить это, АСУП аппроксимирует сплайн и траектории перемещения инструментов по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Точность соответствия траектории перемещения инструмента требуемой форме во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, например более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. Первые два способа легко реализовать, так как расчеты в Inventor HSM происходят очень быстро, а большинство современных средств управления имеет не менее 1 МБ оперативной памяти. Тем не менее, короткие прямолинейные перемещения в сочетании с высокой скоростью подачи могут привести к явлению, известному как нехватка данных.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/с, а новых, таких как Haas, — 1000 или более блоков/с. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
Острый угол:
??
 Настройки на вкладке "Связки"
Настройки на вкладке "Связки"
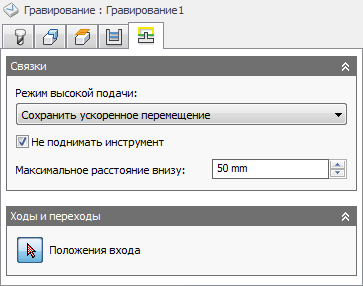
Режим высокой подачи
Указание случаев, когда быстрые перемещения должны выводиться как реальные перемещения на быстром ходу (G0), а когда — как перемещения с высокоскоростной подачей (G1).
- Сохранить ускоренное перемещение: все быстрые перемещения сохраняются.
- Сохранить осевое и радиальное ускор. перемещения: быстрые перемещения только по горизонтали (радиальные) или по вертикали (осевые) выводятся как реальные перемещения на быстром ходу.
- Сохранить осевое ускор. перемещение: только быстрые перемещения по вертикали.
- Сохранить радиальное ускор. перемещение: только быстрые перемещения по горизонтали.
- Сохранить ускор. перемещение одной оси: только быстрые перемещения исключительно по одной оси (X, Y или Z).
- Always use high feed: вывод быстрых перемещений как G01 (перемещение с высокой скоростью подачи), а не как G0 (быстрые перемещения).
Данный параметр обычно устанавливается во избежание пересечений при быстрых перемещениях на станках, где используется перемещение по ломаным линиям при быстром движении.
Высокая подача
Скорость подачи для вывода быстрых перемещений в формате G1, а не G0.
Не поднимать инструмент
Если этот параметр включен, метод позволяет избежать отвода, если расстояние до следующей области ниже заданного расстояния в нижнем положении.
Макс. расстояние внизу
Указание максимального расстояния для перемещения в нижнем положении.
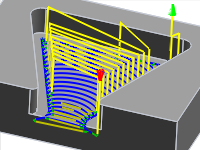
Максимальное расстояние внизу в 1 дюйм
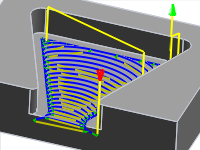
Максимальное расстояние внизу в 2 дюйма
Позиции входа
Выберите геометрию рядом с желаемым расположением точки вхождения инструмента.