|
Вызов: |
Лента:
вкладка CAM  панель "Точение"
Одна канавка
панель "Точение"
Одна канавка

|
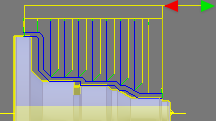
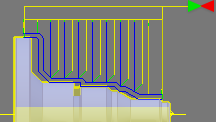
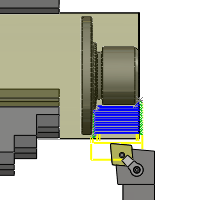
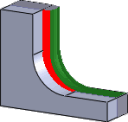
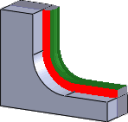
Метод Одна канавка используется для прорезания канавок только в выбранном положении. Например, можно использовать этот метод для прорезания канавки на оборотной стороне до нарезания резьбы.
 Настройки на вкладке "Инструмент"
Настройки на вкладке "Инструмент"
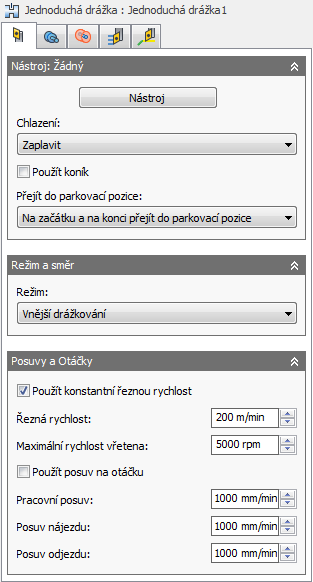
СОЖ
Тип хладагента, используемого с инструментом.
Использовать заднюю бабку
Задняя бабка используется для поддержания продольной поворотной оси обрабатываемой детали. Это особенно удобно, если обрабатываемая деталь относительно длинная и тонкая. Если использовать заднюю бабку невозможно, обрабатываемая деталь может сильно изгибаться при резании. Из-за этого может возникнуть "дрожание".
Для активации этого параметра станок должен иметь программируемую заднюю бабку, а постпроцессор необходимо настроить для записи кода, требуемого для работы станка.
После настройки и включения этого параметра функция M21 (перемещение задней бабки вперед) обычно используется в начале операции, а функция М22 (перемещение задней бабки назад) — в конце операции.
К исходному положению
Исходное положение — известное значение на оси Z, связанное с РСК, которое определяется в разделе "Рабочая система координат (РСК)" на вкладке "Настройка" в диалоговом окне настройки метода обработки.
Можно задать перемещение инструмента в исходное положение до начала операции или после ее завершения. Инструмент будет выходить из заготовки на оси Х, пока не достигнет заданной высоты зазора, после чего будет возвращаться в исходное положение на оси Z.
-
Не переходить к исходному положению
Не переходить к исходному положению
-
К исходному положению в начале
К исходному положению в начале
-
К исходному положению в конце
К исходному положению в конце
-
К исходному положению в начале и в конце
К исходному положению в начале и в конце
Режим
С помощью этого параметра можно выбрать метод обточки ("Профиль" или "Канавка") и соответствующим образом настроить перемещение инструмента при обработке вдоль оси или по окружности, а также направление подвода и отвода.
- Нарезание канавок снаружи: инструмент подводится снаружи или отводится в наружном направлении от заготовки, обработка выполняется по оси.
- Нарезание канавок внутри: инструмент подводится с внутренней стороны и отводится в направлении центральной линии, обработка выполняется по радиусу.
Использовать постоянную скорость резания
Установите этот флажок, чтобы автоматически регулировать скорость шпинделя для сохранения постоянной скорости резания между инструментом и обрабатываемой деталью при изменении диаметра резания. На большинстве станков постоянная скорость резания (CSS) задается с помощью функции G96.
Скорость шпинделя
Скорость вращения шпинделя.
Поверх. скорость
Скорость шпинделя, выраженная как скорость инструмента на поверхности.
Максимальная скорость шпинделя
Указание максимально допустимой скорости шпинделя при постоянной скорости резания (CSS).
Использовать подачу на оборот
Установите этот флажок, чтобы автоматически отрегулировать скорость подачи с учетом скорости оборотов шпинделя, что позволяет сохранять постоянную скорость лома стружки.
Рабочая подача
Подача при перемещении режущего инструмента.
Подача подвода
Подача на входе при подводе режущего инструмента.
Подача отвода
Подача на выходе при отводе режущего инструмента.
 Настройки на вкладке "Геометрия"
Настройки на вкладке "Геометрия"
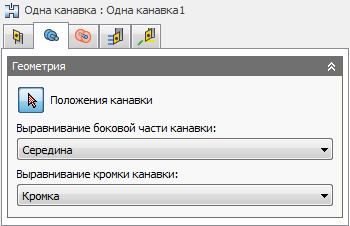
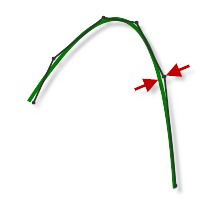
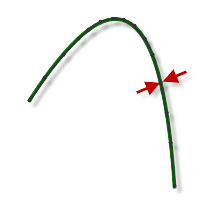
Выравнивание стороны канавки
- Назад: смещение инструмента в отрицательном направлении оси Z относительно выбранной геометрии канавки (по направлению к задней части заготовки).
- Середина: размещение инструмента в центре выбранной геометрии канавки.
- Вперед: смещение инструмента в положительном направлении оси Z относительно выбранной геометрии канавки (по направлению к передней части заготовки).
Выравнивание кромки канавки
-
Сквозной разрез:·кромка инструмента выходит за пределы указанного радиусного расстояния в отрицательном направлении для нарезания канавок снаружи или в положительном направлении для нарезания канавок внутри.
Важное замечание: Выбор режима нарезания канавок — снаружи или внутри — осуществляется на вкладке Инструмент, а не на вкладке Геометрия.
- Кромка:·кромка инструмента не выходит за пределы указанного радиусного расстояния.
 Настройки на вкладке "Радиусы"
Настройки на вкладке "Радиусы"
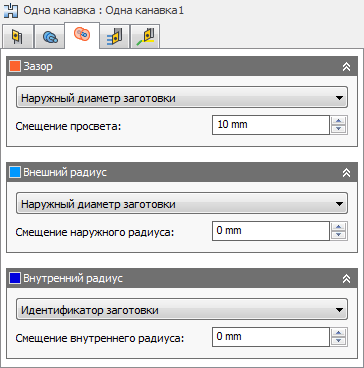
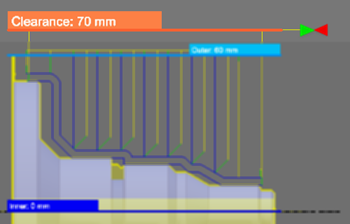
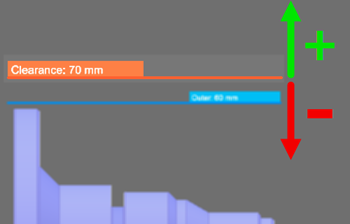
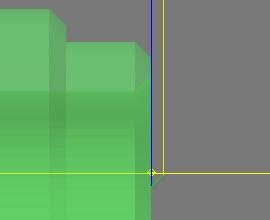
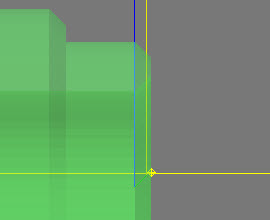
Зазор
Задание высоты для управления радиусом области, в которой инструмент начинает и заканчивает перемещение по траектории. Подвод и отвод инструмента выполняется внутри заготовки вдоль оси Z (оси шпинделя) на указанном расстоянии смещения радиального зазора. На вкладке оранжевого цвета указывается значение текущего радиуса относительно заданной оси.
Радиус наружного просвета
- Наружный диаметр заготовки: задание радиуса просвета в соответствии с крайними точками радиуса заготовки, указанными в настройке.
- Наружный диаметр модели: задание радиуса просвета в соответствии с крайними точками внешнего радиуса модели, указанными в настройке.
- Внешний радиус: этот параметр позволяет сместить радиус просвета по направлению от внешнего радиуса. Радиус просвета должен быть больше внешнего радиуса, поэтому в поле "Смещение просвета" необходимо вводить положительное значение.
- Внутренний радиус: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета из крайнего внутреннего положения, где формируется траектория перемещения инструмента. Этот метод удобно использовать в ситуациях, когда необходимо охватить уровень глубины, на котором проходит траектория перемещения инструмента. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Идентификатор модели: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета от наименьшего диаметра указанной заготовки. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Идентификатор заготовки: использование этого параметра в сочетании со значением "Смещение просвета" позволяет сместить радиус просвета от наименьшего диаметра указанной заготовки. Необходимо убедиться, что при заданном радиусе просвета инструмент обрабатывает всю оставшуюся поверхность заготовки. Проверку можно выполнить, запустив моделирование заготовки.
- Выбор: определение радиуса просвета путем выбора любой грани, вершины или точки модели.
- Радиус: с помощью этого параметра можно ввести значение радиуса в поле "Смещение просвета".
- Диаметр: с помощью этого параметра можно ввести значение диаметра в поле "Смещение просвета".
Смещение просвета
Задание величины смещения просвета.
Смещение наружного просвета
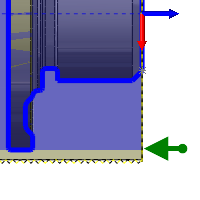
Внешний радиус
Определение радиального ограничения путем задания граничных значений внешнего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внешний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внутренняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение наружного радиуса
Задание величины смещения наружного радиуса.
Внутренний радиус
Определение радиального ограничения путем задания граничных значений внутреннего радиуса кривизны траектории, по которой перемещается инструмент. Можно выбрать один из следующих параметров.
Внутренний радиус
- Наружный диаметр заготовки
- Наружный диаметр модели
- Внешняя граница
- Идентификатор модели
- Идентификатор заготовки
- Выбор
- Радиус
- Диаметр
Смещение внутреннего радиуса
Задание величины смещения внутреннего радиуса.
 Настройки на вкладке "Проходы"
Настройки на вкладке "Проходы"
Допуск
Допуск обработки равен сумме допусков для формирования траектории перемещения инструмента и триангуляции геометрии. Для получения общего допуска к данному допуску необходимо добавлять все дополнительные допуски фильтрации.
Свободный допуск 0,100
Жесткий допуск 0,001
Движение станка с ЧПУ по контуру управляется с помощью команд создания отрезков G1 и дуг G2–G3. Чтобы обеспечить это, АСУП аппроксимирует сплайн и траектории перемещения инструментов по поверхности путем их линеаризации, создавая множество коротких прямолинейных сегментов для аппроксимации требуемой формы. Точность соответствия траектории перемещения инструмента требуемой форме во многом зависит от количества используемых отрезков. Большее количество отрезков в результате даст траекторию перемещения инструмента, более точно аппроксимирующую номинальную форму сплайна или поверхности.
Нехватка данных
Искушение всегда использовать очень жесткие допуски может быть велико, однако есть и более компромиссные решения, например более длительный расчет траектории, использование больших файлов G-кодов и очень коротких прямолинейных перемещений. Первые два способа легко реализовать, так как расчеты в Inventor HSM происходят очень быстро, а большинство современных средств управления имеют не менее 1 МБ оперативной памяти. Тем не менее, короткие прямолинейные перемещения в сочетании с высокой скоростью подачи могут привести к явлению, известному как нехватка данных.
Нехватка данных возникает, когда элементы управления настолько перегружены данными, что перестают справляться с их обработкой. Устройство ЧПУ может обрабатывать лишь ограниченное количество строк кода (блоков) в секунду. Скорость работы старых станков может составлять около 40 блоков/с, а новых, таких как Haas, — 1000 или более блоков/с. Короткие прямолинейные перемещения и высокая скорость подачи могут вынудить элемент управления работать с большей скоростью обработки. Когда это происходит, станок должен останавливаться после каждого перемещения и ждать следующей команды на сервомотор от элемента управления.
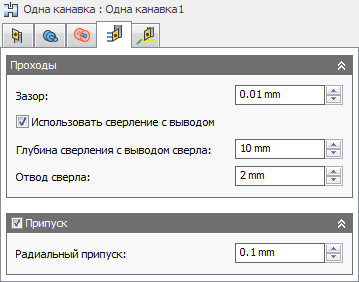
Использовать сверление с выводом
Возможность активации параметров сверления с выводом.
Глубина вывода сверла
Указание глубины сверления с выводом.
Откат с выводом сверла
Указание объема отката с выводом сверла.
Припуск
Положительное значение
Положительный припуск: материал заготовки, остающийся после операции и удаляемый при последующих операциях черновой и чистовой обработки. Для черновой обработки по умолчанию оставляется небольшой объем материала.
Нет
Без припуска: удаление всего лишнего материала до выбранной геометрии.
Отрицательное значение
Отрицательный припуск: удаление материала за пределами поверхности или контура детали.
Радиальный припуск (по стенке)
Параметр Радиальный припуск позволяет определить объем материала, который необходимо оставить в радиальном направлении (перпендикулярно оси инструмента), т. е. поперек инструмента.
Радиальный припуск
Радиальный и осевой припуск
При положительном значении радиального припуска материал остается на вертикальных стенках и областях детали с большим углом.
Для нестрого вертикальных поверхностей Inventor HSM выполняет интерполяцию между значениями осевого (по опоре) и радиального припуска. Таким образом, остаток заготовки в радиальном направлении на этих поверхностях может отличаться от заданного значения, в зависимости от наклона поверхности и значения осевого припуска.
При изменении значения радиального припуска для осевого припуска автоматически задается аналогичное значение. Задать осевой припуск можно и вручную.
Значение по умолчанию для чистовой обработки — 0 мм или 0 дюймов, т. е. материала не остается.
При черновой обработке по умолчанию остается небольшой объем материала, который можно удалить позднее с помощью одной или нескольких операций чистовой обработки.
Отрицательный припуск
При отрицательном значении припуска операция обработки предусматривает удаление большего количества материала, чем предусмотрено формой модели. Этот параметр может использоваться для электродной обработки с искровым зазором, где размер искрового зазора равен отрицательному значению припуска.
Радиальный и осевой припуски могут быть отрицательным числом. Однако отрицательное значение остатка по радиусу должно быть меньше радиуса инструмента.
При использовании сферической или радиусной фрезы с отрицательным значением радиального припуска, превосходящим угловой радиус, отрицательное значение осевого припуска должно быть меньше или равно угловому радиусу.
 Настройки на вкладке "Связки"
Настройки на вкладке "Связки"
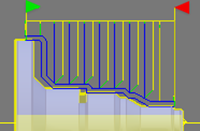
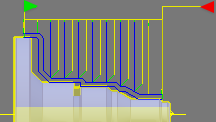
Политика отвода
Управление способом отвода инструмента до диаметра просвета после каждого прохода резания или просто отводом на небольшое расстояние от заданного участка обработки. Расстояние определяется значением Безопасное расстояние.
-
Полный отвод: инструмент полностью опускается до значения высоты отвода в конце прохода перед перемещением вверх для начала следующего прохода.
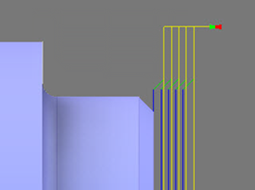
Полный отвод
-
Минимальный отвод: перемещение до высоты в нижней точке, на которую инструмент отходит от заготовки с добавлением любого указанного безопасного расстояния.
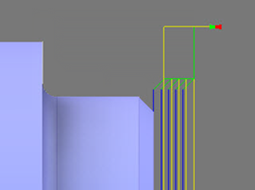
Минимальный отвод
Режим высокой подачи
Указание случаев, когда быстрые перемещения должны выводиться как реальные перемещения на быстром ходу (G0), а когда — как перемещения с высокоскоростной подачей (G1).
- Сохранить ускоренное перемещение: все быстрые перемещения сохраняются.
- Сохранить осевое и радиальное ускор. перемещения: быстрые перемещения только по горизонтали (радиальные) или по вертикали (осевые) выводятся как реальные перемещения на быстром ходу.
- Сохранить осевое ускор. перемещение: только быстрые перемещения по вертикали.
- Сохранить радиальное ускор. перемещение: только быстрые перемещения по горизонтали.
- Сохранить ускор. перемещение одной оси: только быстрые перемещения по одной оси (X, Y или Z).
- Всегда исп. высокую подачу: вывод быстрых перемещений в формате G01 (перемещение с высокой скоростью подачи), а не G0 (быстрые перемещения).
Данный параметр обычно устанавливается во избежание пересечений при быстрых перемещениях на станках, где используется перемещение по ломаным линиям при быстром движении.
Высокая подача
Скорость подачи для вывода быстрых перемещений в формате G1, а не G0.