Sie können Eckenrundung % als jeden beliebigen positiven Prozentsatz angeben. Bei einer hohen Einstellung wie 200% oder 300% führt dies zu einer starken Glättung der Werkzeugwege. In diesem Fall wird der Prozentsatz des Werkzeugs, welcher das Bauteil berührt, herabgesetzt, wenn der Radius des Werkzeugs deutlich geringer ist als der Radius der Ecke. Dadurch kann das Werkzeug abkühlen außerdem vermeidet dies starke Anstiege der Werkzeuglast, wenn es die Ecken anfährt.
Für Hochgeschwindigkeitsbearbeitung:
- Erstellen Sie mindestens zwei Schruppdurchgänge mit dem ParameterMehrere Schruppdurchmesser. Sie können die Werkzeugdurchmesser auch auf den gleichen Wert einstellen, wenn Sie für jeden Durchlauf denselben Durchmesser verwenden möchten.
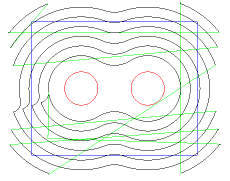
- Stellen Sie Werkzeugweg Ecke % für den Anfangsschruppschnitt auf einen hohen Wert ein (zum Beispiel 200%). Dadurch wird in diesem Durchlauf der größte Teil des Bauteils mit feinen Werkzeugwegen abgedeckt. Diese Abbildung zeigt ein Beispiel von glatten Fräswegen welche mit einer hohen Ecke verwendet werden %.
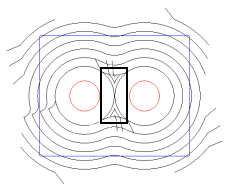
- Stellen Sie Werkzeugweg Ecke % für die nachfolgenden Schruppschnitte auf niedrigere Werte. Diese Werkzeugwege decken nur noch die verbleibenden Bereiche des Bauteils ab. In dieser Abbildung werden die zweiten Schruppwerkzeugwege dargestellt.
- Am besten ist es, Werkzeugweg Ecke % für den letzten Schruppschnitt auf einen Wert von unter 25% einzustellen. Damit gehen Sie sicher, dass das ganze Bauteil geschruppt wird. Auf diesen Werkzeugwegen werden anfangs ungleichmäßige Werkzeuglasten auftreten, aber Sie können die Attribute Zustellungen, Zustelltiefe oder Vorschubgeschwindigkeit einzeln anpassen, um akzeptable Werkzeuglasten zu erstellen. Mithilfe des Dialogfeldes Werkzeuglast können Sie während einer 3D-Simulation vor dem Schnitt die Werkzeuglasten überprüfen.