Die Versatzmethode steuert ob, der Versatz des Drahtweges entweder durch die Maschine unter Verwendung der Bahnkorrektur oder durch FeatureCAM ausgeführt wird. Wählen Sie die Option Bahnkorrektur aus, um den Versatz durch die Maschine zu steuern, oder die Option Versatzwerkzeugweg, wenn Sie möchten, dass FeatureCAM den Versatz steuert.
Für das Schneiden eines Werkstücks auf die geschlichtete Größe wird in der Regel die Radiuskorrekturfunktion an der NC-Maschine verwendet. Wenn Sie diese Funktion mit einem bestimmten Wert aktivieren, berechnet die Maschine einen neuen Weg für den Mittelpunkt des Drahts. Der Korrekturwert wird für gewöhnlich aus dem Drahtradius plus dem Aufmaß für den Elektrodenabstand und dem ggf. erforderlichen Schlichtaufmaß berechnet. Der Korrekturwert wird an der Maschine in ein Korrekturregister eingetragen.
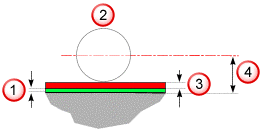
 Rohteilaufmaß
Rohteilaufmaß
 Draht
Draht
 Elektrodenabstand
Elektrodenabstand
 Kompensation (Versatz)
Kompensation (Versatz)
Wenn die Abtragung eines Werkstücks in mehreren Schnitten (Schruppen und Schlichten) erfolgen muss, verwendet jeder Schnitt ein anderen Korrekturwert bzw. ein anderes Korrekturregister. Die Werte für die Korrektur sind häufig in einer Tabelle angegeben, die vom Hersteller der Maschine bereitgestellt wurde, oder werden automatisch über die in der Steuerung integrierten Techniktabellen in das Korrekturregister eingegeben.
Sie sollten in jedem Fall sicherstellen, dass die entsprechenden linearen Anfahr- und Wegfahrbewegungen im Programm enthalten sind, damit die Korrektur aktiviert und deaktiviert werden kann.
Die Ausgabe der Befehle für das Aktivieren und Deaktivieren der Korrektur wird von der Software automatisch bei der ersten und letzten Bewegung durchgeführt.
Auf der Maschine
Bei der Verwendung des Befehls für die Drahtschneidekompensation wird der Weg für den Mittelpunkt des Drahts direkt von der NC-Maschine berechnet und korrigiert. Der Korrekturweg wird in der Regel in ein Korrekturregister in der Maschinensteuerung eingegeben und durch einen entsprechenden Befehl im NC-Programm aktiviert. Das Format des Befehls zur Aktivierung der Korrektur und zur Steuerung der Korrekturrichtung hängt vom NC-Maschinentyp ab. FeatureCAM unterstützt die Ausgabe dieser Befehle sowohl für Einzel- als auch für Mehrfachschnitte (Rückwärts-/Vorwärtsschneiden oder Haupt-/Unterprogramme).
Die folgenden Parameter im Dialogfeld Abtrags-Optionen steuern die Verwendung der Drahtkompensation auf der Maschine:
Gesamtdurchläufe
Restaufmaß
Konturdurchläufe
In einer Richtung
Vorhandenes Makro verwenden
In FeatureCAM
Wenn die Drahtradiuskorrektur über FeatureCAM durchgeführt wird, verwendet die Software automatisch den entsprechenden Korrekturwert und die Richtung, um einen bereits korrigierten Drahtweg herzustellen. Der Weg kann nicht durch Ändern der Längenkorrektur an der NC-Maschine angepasst werden. Dies eignet sich z. B. für das Schneiden einer Kontur mit Elementen oder Bögen, die kleiner als die erforderliche Korrekturwerte sind, und daher nicht mithilfe der Längenkorrekturen der NC-Maschine geschnitten werden können.
Die Verwendung der Drahtradiuskorrektur wird durch die folgenden Parameter gesteuert: