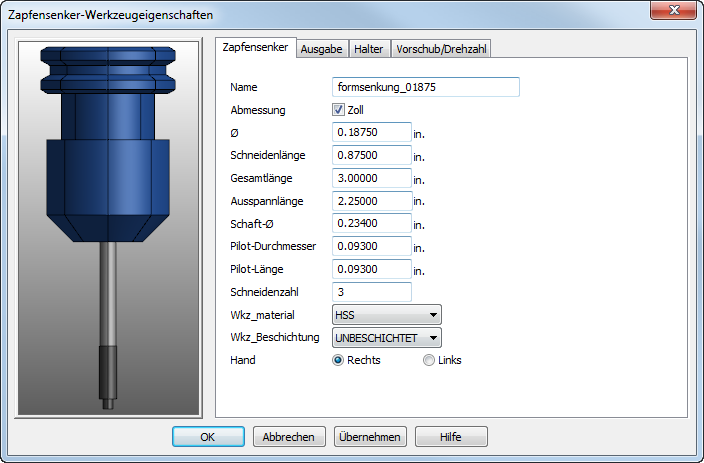
Zapfensenker-Werkzeuge werden für Stirnsenkoperationen von zapfengefrästen Bohrungen verwendet.
Name — Geben Sie einen Namen zur Identifizierung des Werkzeugs ein. Alle Werkzeuge im Katalog müssen eindeutige Namen besitzen.
Abmessung — Diese Option gibt die Einheiten an, die verwendet werden, um die Abmessungen des Werkzeugs zu melden. Wählen Sie Zoll für Einheiten in Zoll aus oder wählen Sie es für Angaben in Millimeter ab.
Durchmesser — Siehe Diagramm.
Gesamtlänge - siehe Diagramm.
Ausspannlänge — Dies zeigt den Anteil des Werkzeugs an, der bei der Simulation des Werkzeughalters aus dem Halter herausragt.
Schaft-Ø — Siehe Diagramm.
Pilot-Ø — Siehe Diagramm.
Pilot Länge — Siehe Diagramm.
Schneidenzahl — Geben Sie die Anzahl der Nuten auf dem Werkzeug ein.
Referenzpunkt an der Schulter — Wählen Sie dieses Kontrollkästchen aus, um den Z-Nullpunkt am Ende der Schneiden zu positionieren (die Werkzeugschulter). Wählen Sie das Kontrollkästchen ab, um das Werkzeug 'Z-Null' am Ende des Pilots (Werkzeugspitze) zu platzieren.
Material — Dies zeigt das Material an, aus dem das Werkzeug besteht. Diese Informationen ist zum Berechnen von Vorschüben und Drehzahlen erforderlich.
WKZ-Beschichtung — Dies ist die Beschichtung oder die Oberfläche des Werkzeugs. Diese Information wird ebenfalls für Vorschub-/Drehzahlberechnungen verwendet. Wenn eine Vorschub-/Drehzahltabelle für einen Materialschnitt mit einem Werkzeug mit der Beschichtung Unbeschichtet, aber nicht für die Beschichtungen TI_N oder Schwarz Oxid vorliegt, werden die Drehzahlwerte aus der Tabelle für Unbeschichtet abgeleitet. Die Drehzahl für TI_N entspricht der Drehzahl für UNBESCHICHTET 1,5 mal. Die Drehzahl für SCHWARZ_OXID entspricht der Drehzahl für UNBESCHICHTET 1,05 mal. Die Vorschübe sind mit denen der Beschichtung UNBESCHICHTET identisch.
Hand — Legen Sie fest, das Werkzeug eine Schneide rechts oder Schneide links haben soll.
|
|
|
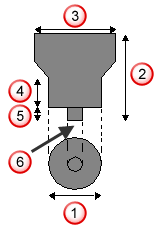
 Durchmesser
Durchmesser
 Gesamtlänge
Gesamtlänge
 Schaftdurchmesser
Schaftdurchmesser
 Länge
Länge
 Pilot Länge
Pilot Länge
 Pilot-Ø
Pilot-Ø