You can use the Threading tab of the Turning Feature Properties dialog to edit the machining settings for a Thread feature.
Some of the Threading attributes are shown on this diagram:
|
|
|
|
|
|
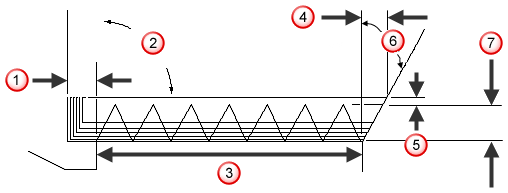
 End clearance
End clearance
 Withdraw angle
Withdraw angle
 Depth
Depth
 Start clearance
Start clearance
 Clearance
Clearance
 Infeed angle
Infeed angle
 Height
Height
End clearance — Enter the distance that the tool feeds past the end of the thread (into the relief groove) before retracting from the part's surface.
Infeed angle — Enter an unsigned, incremental value from the positive Z axis.
Start clearance — This value is the position to which the tool traverses before engaging into the workpiece.
Start threads — If set to
1, a single thread is created. If set to
2 or
3, multiple start threads are created. The number of threads per inch (or per mm) for each thread is divided by the number of threads. For example, if you create a thread with 10 threads per inch with 2 start threads, then each thread is 5 threads per inch 180 apart.
apart.
Tool change location is the point where the tip of the tool moves before a tool change.