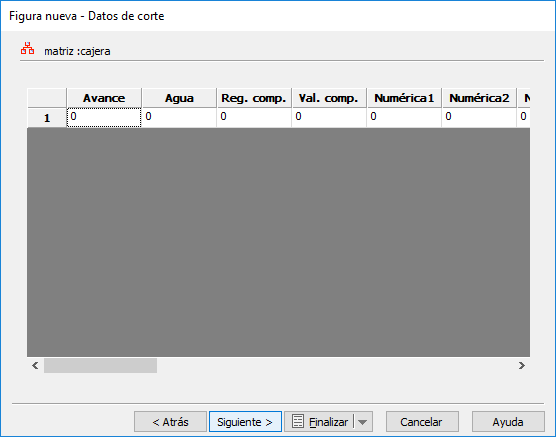
La página de Figura nueva - Datos de corte proporciona información acerca del avance, el agua y la compensación de herramienta de cada pasada de la operación. El uso de estas configuraciones varía en función de la máquina y el controlador. Es posible configurar estos valores automáticamente desde la base de datos de material actual o introducirlos manualmente.
La mayor parte de las máquinas CN modernas cuentan con bases de datos tecnológicas integradas que utilizan para configurar las condiciones de corte óptimas para la pieza. De esta manera los cortes son precisos y se utiliza toda la potencia de la máquina. La configuración de las condiciones de corte normalmente se almacena en los Registros, en el controlador, y se activa mediante códigos del programa CN. FeatureCAM permite definir códigos para hasta nueve cortes (ya sea hacia atrás, hacia adelante o con subprogramas). También es posible cargar configuraciones predefinidas de bases de datos que se hayan creado anteriormente.
Avance — Se utiliza para seleccionar la configuración del generador en la máquina de hilo. La configuración del generador controla la velocidad de corte de la máquina con parámetros como la resistencia, la duración del impulso o el tiempo de pausa entre impulsos de corriente eléctrica utilizados para producir la chispa. Es posible que los parámetros varíen en función del material, la altura, etc. de la pieza.
Agua — Se utiliza para seleccionar el registro de la máquina que determina el flujo de agua durante el corte. Entre los parámetros que controla se incluyen la presión, el caudal, etc.
Con Reg. comp. — Determina el número del registro de compensación de la máquina CN, que se utiliza en la compensación de radio del hilo. El valor de este registro determina la corrección del hilo por la derecha y por la izquierda en la trayectoria de hilo definida cuando la función de corrección de hilo de la máquina está activada (normalmente G41 o G42).
Con Val. comp. se determina el valor de la corrección de radio del hilo en el registro de desfase dado de la máquina. Normalmente, el valor equivale a la suma del radio del hilo, del explosor y de cualquier sobreespesor de acabado requerido. En la mayor parte de las máquinas, el valor de compensación depende del registro de compensación, por lo que no es necesario configurarlo.