Nell'esempio sopra, C1 è la prima passata e C2 è la seconda passata.
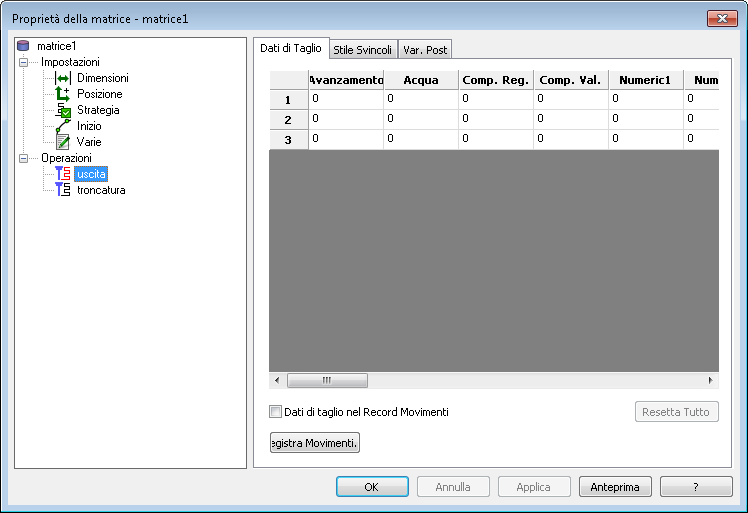
Avanzamento è l'avanzamento.
Acqua è dove si inseriscono i valori EPAK. Per un valore EPAK di E1251, inserire 1251.
Nota: Si dovrebbe avere insieme alla macchina, la documentazione che specifica i valori EPAK per diversi materiali e spessori. Perciò, per esempio, dovrebbe dare un valore EPAK per alluminio spesso 0,5 pollici, un altro valore per alluminio spesso 0,75 pollici, un altro valore per il titanio di 0.5 pollici e così via. Ciascun EPAK contiene impostazioni per "A tempo", "Fuori tempo", "Sosta", "Voltaggio" e così via.
Registro Reg associa ciascun Valore di compensazione a una particolare passata e compare come H11, H12 e così via nel codice NC.
Registro Val è praticamente il raggio del filo più l'offset del filo. compensazione I valori dovrebbero essere contenuti anche nella documentazione della macchina.
Qui si trova il codice NC per l'esempio sopra, con i valori dalla tabella segnati in grassetto:
N10 G90 N15 M101 N20 M106 Q-2 N25 G53 G92 X-95.956 Y-61.722 Z0 N30 M20 (WIRE THREAD LN) N35 M78 ( FILL TANK ) N40 M78 N45 M80 ( FLUSHING ON ) N50 M82 ( WIRE FEED ON ) N55 M84 ( MACHINING ON ) N60 M90 ( ADAPTIVE CONTROL ON ) N65 H11=0.006 N70 E1251 F0.090 N75 G01 G42 X-369.727 Y-348.437 H11