Чтобы открыть это диалоговое окно, нажмите кнопку Доработка на вкладке Стратегия.
Нет — Выберите эту опцию, чтобы не выполнять доработку.
Несколько диаметров инструментов
Ступенчатое резание — этот параметр позволяет обрабатывать уступы, которые бы в противном случае оставались во время черновой обработки по Z-слоям, тем же инструментом в той же траектории. Уступы обрабатываются снизу вверх. FeatureCAM увеличивает скорость подачи промежуточных слоев, в то время как глубина резания постепенно уменьшается, что позволяет удалять постоянное количество материала.
Шаг вверх — Введите расстояние между промежуточными слоями резания.
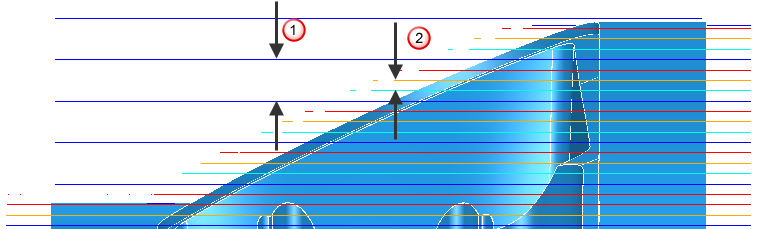
 Шаг по Z главного слоя.
Шаг по Z главного слоя.
 Шаг вверх промежуточного слоя.
Шаг вверх промежуточного слоя.
Главный слой выбирает большую часть материала. Промежуточные слои удаляют плоские участки, остающиеся после главного слоя.
Искать материал толще — Введите пороговое значение. FeatureCAM игнорирует оставшийся материал, который тоньше заданной пороговой величины.
Перекрытие — Введите расстояние, на которое нужно расширить остаточные области, измеренное вдоль поверхности. Используйте со значением Искать материал толще, чтобы уменьшить области, которые должны обрабатываться до мельчайших деталей (например, углы), и затем сместить эти области слегка, чтобы гарантировать, что все детали (например, на углах) обработаны.
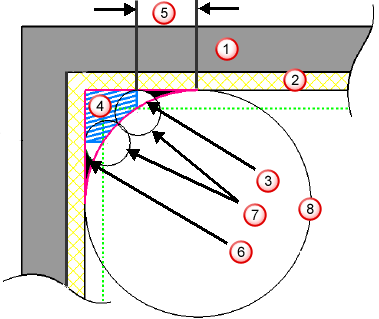
Модель
толщины
 Истинный остаток материала (показан розовым цветом)
Истинный остаток материала (показан розовым цветом)
 Фактически обнаруженный остаток материала (заштрихован синим)
Фактически обнаруженный остаток материала (заштрихован синим)
 Величина, на которую нужно расширить область, чтобы включить остаток материала
Величина, на которую нужно расширить область, чтобы включить остаток материала
 Неопределенный материал (черная область)
Неопределенный материал (черная область)
 Инструмент
Инструмент
 Предыдущий инструмент
Предыдущий инструмент
Увеличить подачу для промежуточных шагов — выберите этот параметр, чтобы увеличить скорость подачи промежуточных слоев. Поскольку шаг вниз промежуточных слоев меньше, чем для главного слоя, то можно увеличить скорость подачи промежуточных слоев, в то же время сохраняя нагрузку на инструмент. Каждый промежуточный слой может иметь увеличивающуюся скорость подачи, так как глубина резания постепенно уменьшается.
Максимальное увеличение подачи % — задайте максимально допустимую скорость рабочей подачи для промежуточных слоев как процент от нормальной подачи. Это значение должно быть больше 100%. Значение, равное 300, означает, что скорость подачи резания промежуточных слоев может быть до трех раз выше, чем для главных слоев.