使用“刀架”选项卡,您可以手动同步操作。对于切削外径车削特征,FeatureCAM 可以在每个刀具后处理中自动同步操作并加载相应的刀具。所有自动同步的车削都需要具有两个相反刀架的车床。
双工位车削
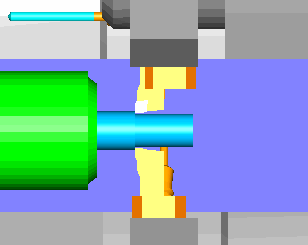
双工位车削也称为平衡车削。它可用于粗加工或精加工。使用双工位车削,两个刀具可以切削相同的曲线(尽管一个刀具高于旋转轴,另一个刀具低于旋转轴)。为每个刀具计算的进给率将加倍。第一个刀具实际上会在其精加工路径后留下螺旋材料,而第二个刀具位于 Z 轴最小值处,因此会切削第一个刀具留下的螺旋材料。刀具会同时进行切削,以便使精加工路径所需的时间减半。为操作选择的刀具会自动插入到两个刀架中。
下图显示了双工位车削的示例。
注: 两个工具在 X 轴和 Z 轴上位于相同的位置。
对车削操作设置此策略的步骤:
- 打开车削操作的“策略”选项卡
- 通过选择“粗加工”或“精加工”选项来确保启用了粗加工或精加工路径。
- 在该选项后,从菜单中选择“双工位车削”。
随动车削
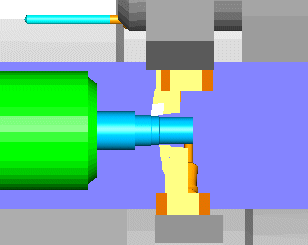
进行粗加工时,通常执行随动车削。每个刀架会移除标准的切削深度。第二个刀架会在第一个刀架留下的切削下方移除切削深度。刀架会在切削开始处等待或同步。刀架 1 位于刀架 2 前面的固定距离处。下图显示了随动车削。顶部刀具在底部刀具的前面,底部刀具在 X 轴上切削的深度更深。
对车削操作设置此策略的步骤:
- 打开车削操作的“策略”选项卡
- 通过选择“粗加工”或“精加工”选项来确保启用了粗加工或精加工路径。
- 在该选项后,从菜单中选择“随动车削”。
- 在操作的“策略”选项卡上输入“沿着距离”。