Transferencia de material desplaza la pieza entre el husillo principal y el subhusillo. Hay dos funciones para conseguirlo.
| Portabrocas del eje secundario | |
|
Acceso: |
Cinta de opciones:
ficha CAM  panel Torneado
Portabrocas del eje secundario
panel Torneado
Portabrocas del eje secundario

|
| Retorno del eje secundario | |
|
Acceso: |
Cinta de opciones:
ficha CAM
panel Torneado
Retorno del eje secundario

|
No hay ninguna ruta de herramienta asociada a estas estrategias. El posprocesador es responsable de la salida del código NC que se desea obtener.
Para transferir una pieza del husillo principal a un subhusillo, se utilizan estos dos comandos. Sin embargo, si no va a realizar una transferencia completa, es posible que solo necesite utilizar una de estas funciones. También puede utilizarlas para sujetar la pieza durante una operación de Pieza de torneado (corte). Una vez que conozca cómo funcionan ambas operaciones, puede usar cada función según sus necesidades.
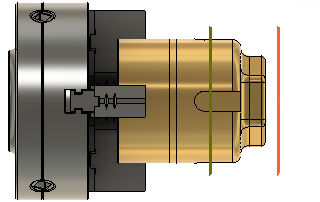
Un ejemplo de flujo de trabajo común para Transferencia de material.
| Se extiende el portabrocas del eje secundario. | 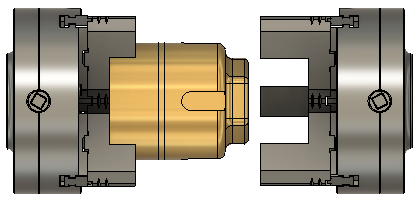
|
| El portabrocas avanza hasta la profundidad de la abrazadera y sujeta la pieza. | 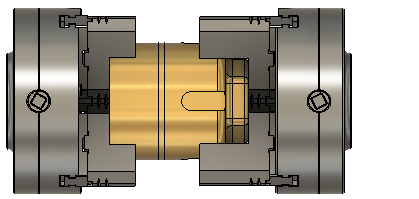
|
| Si es un proceso de alimentador de barras, se podría utilizar una ruta de herramienta de pieza de torneado para cortar la pieza. | 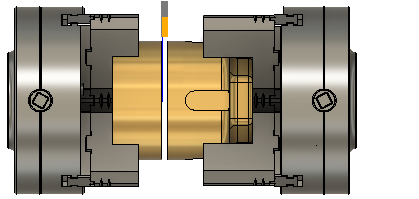
|
| El retorno del eje secundario vuelve a su posición de inicio. | 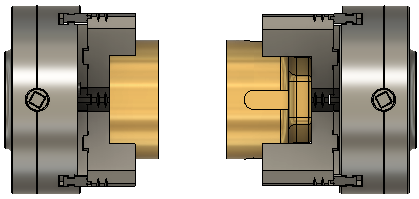
|
Portabrocas del eje secundario
Esta función lleva el subhusillo hasta el husillo principal a la altura del espacio libre, avanza hasta la profundidad y sujeta la pieza. Esta es la primera parte de una transferencia de piezas.
| Portabrocas del eje secundario | |
|
Acceso: |
Cinta de opciones:
ficha CAM
panel Torneado
Portabrocas del eje secundario
|
Parámetros de la ficha Geometría
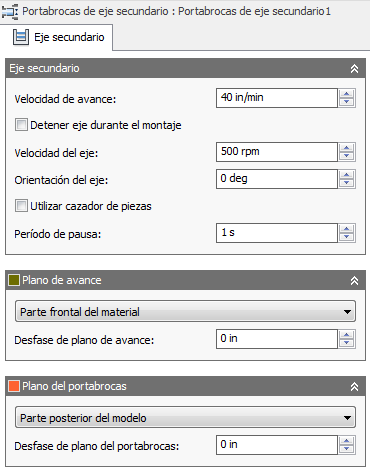
Velocidad de avance
Una vez que el subhusillo se ha desplazado al plano de avance (espacio libre), esta es la velocidad de avance hasta el plano de portabrocas (profundidad final para sujetar la pieza).
Detener eje durante portabrocas
Fuerza la detención del eje durante el proceso de sujeción.
Velocidad del eje
Si el eje no está detenido, se pueden establecer las rpm para sincronizar los 2 ejes.
Orientación del eje
Permite crear un desplazamiento angular entre la posición de referencia (0°) de la pieza. Se puede introducir un ángulo para desplazar la segunda referencia de eje.
Uso del cazador de piezas
Active esta opción para activar el cazador de piezas. Solo está disponible si la máquina está equipada con un cazador de piezas y la publicación se escribe de modo que admita dicho elemento.
Período de pausa
Introduzca un tiempo de pausa para la operación.
Plano de avance
Esta es la posición a la que el portabrocas se moverá rápido, antes de avanzar a la posición de sujeción. El Plano de avance se muestra en color naranja.
Modo de plano de avance
Establezca esta altura para controlar la posición de referencia del desfase.
- Plano de portabrocas: establezca la altura del plano de avance respecto al plano de portabrocas.
- Parte frontal del material: establezca la altura del plano de avance respecto a la parte frontal del material.
- Parte posterior del material: establezca la altura del plano de avance respecto a la parte posterior del material.
- Punto seleccionado: establezca la altura del plano de avance respecto a una posición seleccionada.
- Parte delantera del modelo: establezca la altura del plano de avance respecto a la parte delantera del modelo.
- Parte trasera del modelo: establezca la altura del plano de avance respecto a la parte trasera del modelo.
Desfase
Establece la distancia de desfase del plano de avance.
Plano de portabrocas
Es la posición a la que el portabrocas avanzará antes de sujetar la pieza. El plano de portabrocas se muestra en color verde.
Modo de plano de portabrocas
Establezca esta altura para controlar la posición de referencia del desfase.
- Parte frontal del material: establezca la altura del plano de portabrocas respecto a la parte frontal del material.
- Parte posterior del material: establezca la altura del plano de portabrocas respecto a la parte posterior del material.
- Punto seleccionado: establezca la altura del plano de portabrocas respecto a una posición seleccionada.
- Parte delantera del modelo: establezca la altura del plano de portabrocas respecto a la parte delantera del modelo.
- Parte trasera del modelo: establezca la altura del plano de portabrocas respecto a la parte trasera del modelo.
Desfase
Establece la distancia de desfase del plano de portabrocas.
Retorno del eje secundario
Esta función envía el subhusillo nuevamente a su posición de inicio normal. Esta es la segunda parte de una transferencia de piezas.
| Retorno del eje secundario | |
|
Acceso: |
Cinta de opciones:
ficha CAM
panel Torneado
Retorno del eje secundario
|
Parámetros de retorno del eje secundario
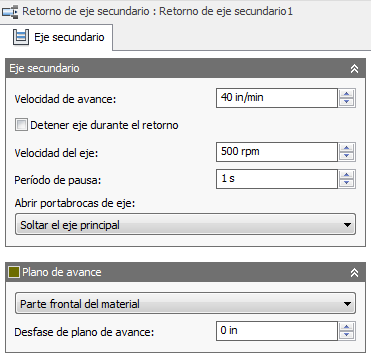
Velocidad de avance
Una vez que se ha cerrado el portabrocas del subhusillo, es la velocidad de avance para ir nuevamente al plano de avance.
Detener eje durante portabrocas
Fuerza la detención del eje durante el proceso de sujeción.
Velocidad del eje
Si el eje no está detenido, se pueden establecer las rpm para sincronizar los 2 ejes.
Período de pausa
Introduzca un tiempo de pausa para la operación.
Abrir portabrocas de eje
Especifica las condiciones de los portabrocas durante el proceso de retracción.
- Mantener ambos sujetos.
- No sujetar el eje principal.
- No sujetar el eje secundario.
Plano de avance
Esta es la posición a la que el portabrocas avanzará rápido antes de regresar a la posición de inicio.
Modo de plano de avance
Establezca esta altura para controlar la posición de referencia del desfase.
- Parte frontal del material: establezca la altura del plano de avance respecto a la parte frontal del material.
- Parte posterior del material: establezca la altura del plano de avance respecto a la parte posterior del material.
- Punto seleccionado: establezca la altura del plano de avance respecto a una posición seleccionada.
- Parte delantera del modelo: establezca la altura del plano de avance respecto a la parte delantera del modelo.
- Parte trasera del modelo: establezca la altura del plano de avance respecto a la parte trasera del modelo.
- Posición de la máquina: introduzca una ubicación específica de la máquina para la retracción.
Desfase
Establece la distancia de desfase del plano de avance.