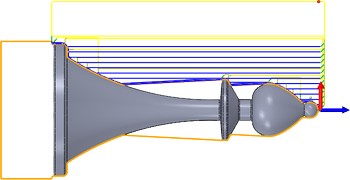
El perfil se utiliza para esbozar y finalizar la pieza. Perfiles Diámetro exterior (DE), Diámetro interior (DI) y Cara del equipo. Puede controlar la dirección de corte, la orientación de la herramienta y limitar el área de la ruta de herramienta con los contornos de geometría y confinamiento.
 |
|
|
Acceso: |
Cinta de opciones:
ficha CAM  panel Torneado
Perfil
panel Torneado
Perfil

|
 Parámetros de la ficha Herramienta
Parámetros de la ficha Herramienta
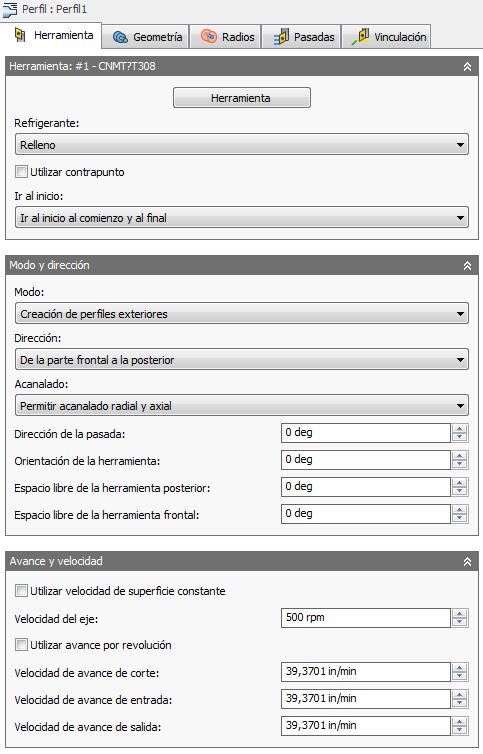
Herramienta
Seleccione una herramienta de torneado desde la biblioteca, o cree una nueva herramienta de torneado.
Refrigerante
Seleccione el tipo de refrigerante que se va a utilizar con la herramienta. Las opciones de salida varían según las funciones de la máquina y la configuración del posprocesador de la máquina.
Utilizar contrapunto
Se puede utilizar un contrapunto para sostener el extremo abierto de la pieza de trabajo. Esto resulta especialmente útil cuando la pieza de trabajo es relativamente larga y fina, o de gran tamaño y pesada. Si no se utiliza un contrapunto, puede que la pieza de trabajo se flexione mientras se corta, lo que provoca un acabado deficiente de la superficie (retemblado) e imprecisiones.
Para que esta opción surta efecto, la máquina necesita un contrapunto programable y el posprocesador debe estar configurado para escribir el código que la máquina específica necesita. Tras la configuración, el posprocesador genera el código apropiado para extender el contrapunto hacia delante al comienzo de la operación y retraerlo al final.
Ir al inicio
La posición de inicio es un punto de retracción en Z, en relación con el sistema de coordenadas de trabajo (SCT) que se ha definido. SCT se define en el cuadro de diálogo Configuración de la ficha Configuración.
Puede forzar la herramienta a desplazarse a la posición de inicio antes de iniciar la operación o una vez que la operación haya terminado. La herramienta siempre saldrá del material en el eje X hasta alcanzar la altura del espacio libre. Luego se desplazará a la posición de inicio en el eje Z. Si utiliza la misma herramienta para diversas operaciones seguidas, puede utilizar estas opciones para reducir los movimientos innecesarios e impedir que la herramienta regrese a la posición de inicio.
| No ir al inicio
La herramienta comenzará a la altura del espacio libre por encima de la primera posición de corte. Cuando termine, la herramienta permanecerá sobre el último movimiento, a la altura del espacio libre. |
 |
| Ir al inicio en el principio
La herramienta comenzará en la intersección de la altura del espacio libre y la posición de inicio. Cuando termine, la herramienta permanecerá sobre el último movimiento, a la altura del espacio libre. |
 |
| Ir al inicio en el final
La herramienta comenzará a la altura del espacio libre por encima de la primera posición de corte. Cuando termine, la herramienta regresará a la intersección de la altura del espacio libre y la posición de inicio. |
 |
| Ir al inicio en el principio y en el final
La herramienta comenzará y terminará en la intersección de la altura del espacio libre y la posición de inicio. |
 |
Modo de torneado
| Creación de perfiles exteriores
La herramienta se aproxima/retrae hacia el exterior del material y mecaniza a lo largo del eje (axialmente) según el parámetro Dirección de la pasada (a continuación). |
|
| Creación de perfiles de cara
La herramienta se aproxima desde la parte delantera y mecaniza de forma radial. El corte se puede realizar del exterior al interior o del interior al exterior. Depende del parámetro Dirección (a continuación). |
|
| Creación de perfiles interiores
La herramienta se acerca desde el eje o se retrae hacia la línea central y realiza el mecanizado de forma axial según el parámetro Dirección de la pasada (a continuación). |
|
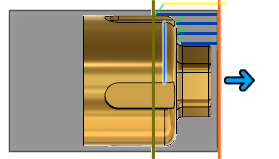
Dirección
| De la parte frontal a la posterior
Seleccione esta opción para cortar desde la parte delantera del material hacia el lado posterior, es decir, hacia el portabrocas principal. |
 |
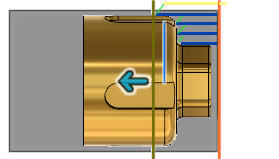
| De atrás hacia adelante
Corta desde el lado posterior, hacia el frente. Lejos del portabrocas. Para herramientas con geometría especial en la que el control de rebaje de virutas es importante. Consulte la opción Utilizar corte posterior que se muestra en la ficha Pasadas. |
 |
| Ambos sentidos
Esta opción permite que la herramienta corte en ambas direcciones. El resultado es un movimiento de corte bidireccional. Asegúrese de estar utilizando una herramienta que puede cortar en ambas direcciones al seleccionar esta opción. |
 |
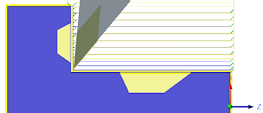
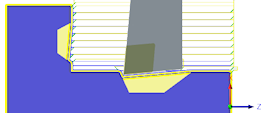
Acanalado (entalladuras)
Permite que la herramienta corte debajo de la cara de la pieza para áreas entalladas. Si esta opción está desactivada, la herramienta solo puede crear cortes que se desplazan recto a lo largo de la cara exterior del material. Si esta opción está activada, la herramienta puede penetrar en el material en áreas estrechas para crear entalladuras. Estas son las opciones para controlar la dirección de la penetración.
| No permitir entalladuras.
Con este parámetro, la herramienta no se meterá en ninguna área entallada de la pieza. |
|
| Permitir acanalado radial.
La herramienta solo penetrará en áreas que entallen el DE/DI de la pieza, sin infringir el modelo. |
|
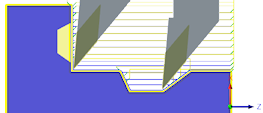
| Permitir acanalado axial.
La herramienta solo penetrará en áreas que entallen alguna parte de la pieza, sin infringir el modelo. |
|
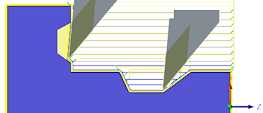
| Permitir acanalado radial y axial.
La herramienta penetrará en cualquier área que entalle la pieza, sin infringir el modelo. |
|
| Permitir acanalado radial y axial.
Igual que el anterior. Tenga en cuenta la eficacia de seleccionar la herramienta adecuada. |
|
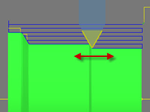
Dirección de la pasada
Especifica la dirección de las pasadas.
 |
 |
|
|
Dirección de la pasada a 0 grados |
Dirección de la pasada a 30 grados |
La dirección de la pasada coincide con la pieza |
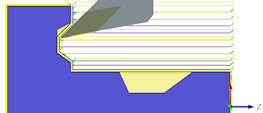
Orientación de la herramienta
 |
|
|
Orientación de la herramienta a 45 grados. |
Orientación de la herramienta a 90 grados. |
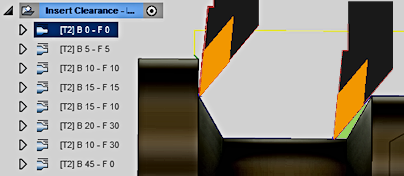
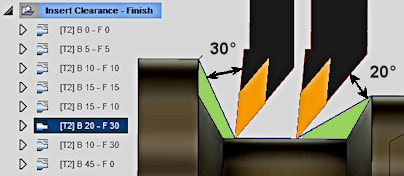
Espacio libre de la herramienta: posterior/frontal
Especifica un ángulo de espacio libre de herramienta adicional para los bordes frontal y posterior de la inserción. Establece la cantidad de relieve entre la pieza y la herramienta de corte. Permite obtener una entrada más gradual en la pieza y ejerce menos presión en la herramienta. El cambio del espacio libre posterior ajustará el espacio libre frontal en la misma medida. Puede cambiar manualmente el frontal a un valor diferente.
| Posterior = 0° y frontal = 0° (sin ajustes)
El espacio libre no cambia. La ruta de la herramienta avanzará a lo largo del ángulo de espacio libre frontal y posterior real de las herramientas. |
|
| Posterior = 15° y frontal = 15° (igual ajuste)
El espacio libre adicional para la arista posterior y la arista frontal se ajustan con la misma cantidad de espacio libre. |

|
| Posterior = 20° y frontal = 30° (ajuste independiente)
El espacio libre adicional para la arista posterior y la arista frontal se ajustan con cantidades de espacio libre independientes. |
|
Utilizar velocidad de superficie constante
Active esta opción para ajustar automáticamente la velocidad del eje y mantener una velocidad de superficie constante entre la herramienta y la pieza de trabajo, a medida que el diámetro de corte cambia. Velocidad de superficie constante (CSS) se especifica mediante G96 en la mayoría de los equipos.
Velocidad de superficie
Velocidad de corte expresada como la velocidad de la herramienta en la superficie de la pieza. Se expresa en pies/min o m/min según la configuración de Unidades.
Velocidad del eje
Velocidad de rotación del eje.
Velocidad máxima del eje
Especifica la velocidad máxima permitida del eje cuando se utiliza la velocidad de superficie constante (CSS).
Utilizar avance por revolución
Active esta opción para cambiar de Distancia a lo largo del tiempo (in/min o mm/min) a Avance por revolución (IPR o MMPR). Este tipo de velocidad de avance crea una carga de viruta constante, independientemente de las revoluciones por minuto del eje.
Velocidad de avance de corte
Avance utilizado en los movimientos de corte. Entrada según el parámetro Utilizar avance por revolución y las Unidades actuales.
Velocidad de avance de entrada
Avance utilizado para la entrada en un movimiento de corte. Entrada según el parámetro Utilizar avance por revolución y las Unidades actuales.
Velocidad de avance de salida
Avance utilizado para la salida de un movimiento de corte. Entrada según el parámetro Utilizar avance por revolución y las Unidades actuales.
 Parámetros de la ficha Geometría
Parámetros de la ficha Geometría
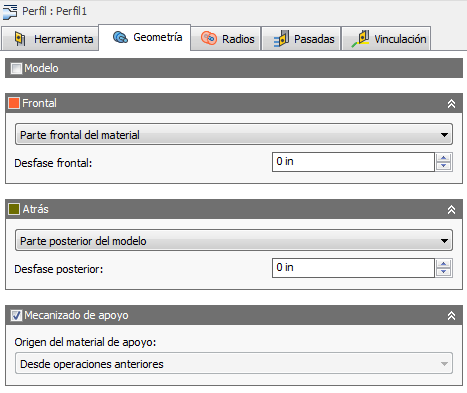
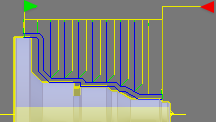
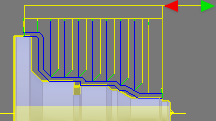
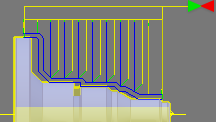
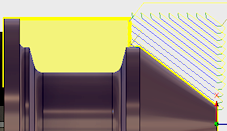
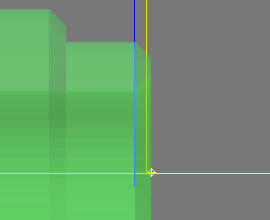
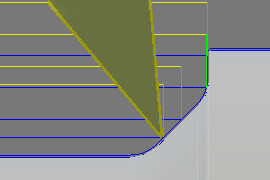
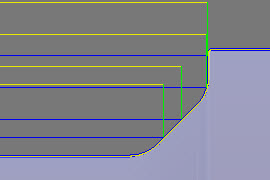
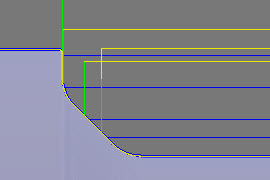
Confinamiento de la parte delantera/trasera
Se utiliza para limitar la ruta de herramienta al confinar un área. Las rutas de herramienta pueden estar contenidas dentro de una región específica. El modo de confinamiento de la parte delantera/trasera permite establecer el punto de referencia para definir el área de contención de la ruta de herramienta, y el desfase permite ajustar el contorno positivo o negativo de dicha referencia. Puede utilizar estas opciones para extender la ruta de herramienta más allá del modelo para un corte más largo.
El confinamiento de la parte delantera se muestra en naranja. El confinamiento trasero se muestra en verde.
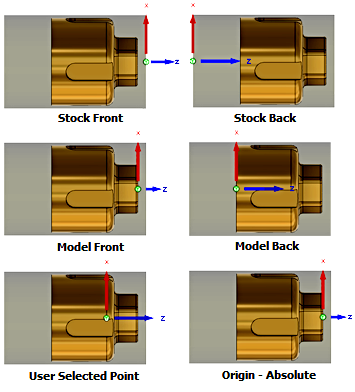
Modo delantero/trasero
Especifica la posición de referencia de los contornos de confinamiento de la parte delantera/trasera. Estas son las opciones de selección de la referencia.
- Parte frontal del material: permite establecer la referencia con respecto a la parte frontal del material.
- Parte posterior del material: permite establecer la referencia con respecto a la parte posterior del material.
- Parte frontal del portabrocas: permite establecer la referencia con respecto a la cara del portabrocas.
- Parte delantera del modelo: permite establecer la referencia con respecto a la parte delantera del modelo.
- Parte trasera del modelo: permite establecer la referencia con respecto a la parte trasera del modelo.
- Punto seleccionado: seleccione un vértice o una arista para la referencia de origen.
- Origen: permite establecer la referencia con respecto a la posición cero de la pieza.
Parte delantera del portabrocas
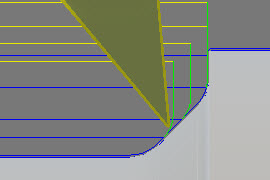
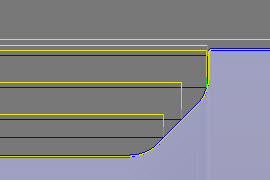
Desfase
Especifica la distancia para desplazar el contorno de mecanizado desde la posición de referencia que se muestra arriba. Puede especificar una distancia positiva o negativa desde el punto de referencia, o bien arrastrar dinámicamente la posición con el ratón. El contorno frontal se muestra en color naranja y el contorno posterior se muestra en color verde.
Referencia de parte frontal de modelo con desfase de 0,200"
Referencia seleccionada (arista azul) con desfase de -0,250"
Mecanizado de apoyo
Especifica que solo el material dejado después de operaciones anteriores debe mecanizarse.
Desactivada La ruta de herramienta borrará toda el área seleccionada. |
Activadas La ruta de herramienta solamente eliminará secciones del material que la ruta de herramienta anterior no había eliminado. |
Origen del material de apoyo
Especifica el origen desde el que se va a calcular el mecanizado de apoyo.
- Desde operaciones anteriores
- Desde las operaciones
- Desde la herramienta
- Desde el archivo
- Desde los sólidos
- Desde el material de configuración
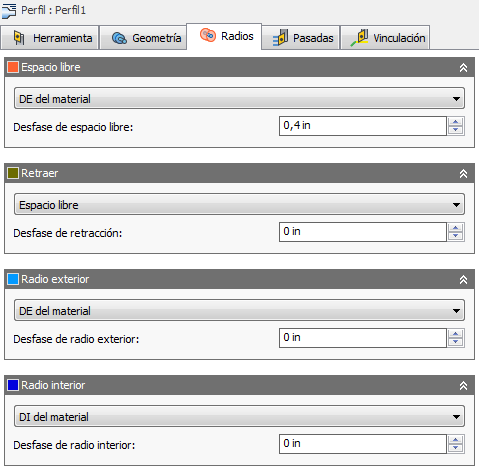
 Parámetros de la ficha Radios
Parámetros de la ficha Radios
|

|
|
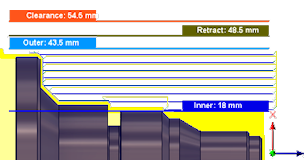
Opciones de radios para torneado exterior. |
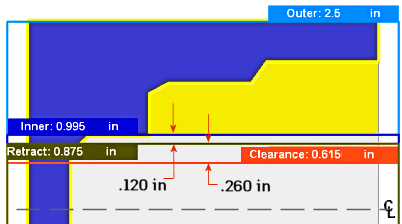
Opciones de radios para torneado interior. |
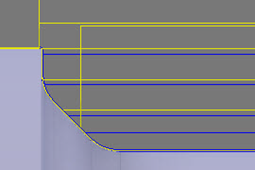
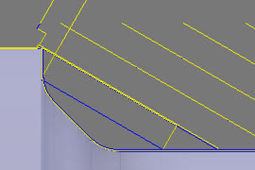
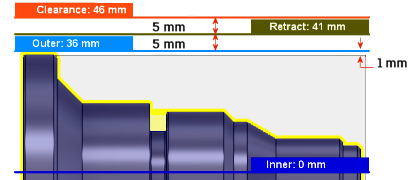
La ficha Radios permite establecer un área de contención radial para el mecanizado. El cuadro de diálogo cambiará en función de que el Modo de torneado (parámetro de la ficha Herramienta) esté establecido en Creación de perfiles exteriores o Creación de perfiles interiores. Estos parámetros siguen un código de color para facilitar su identificación.
|
|
Orden para torneado exterior. |
Orden para torneado interior. |
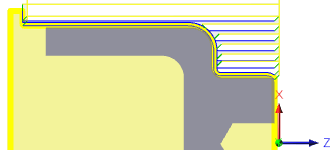
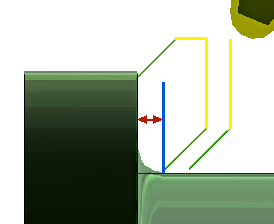
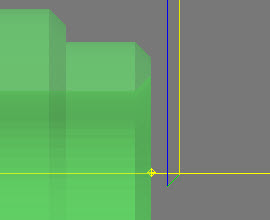
Espacio libre
Esta opción se muestra en color naranja y controla el radio adonde la herramienta se mueve rápidamente al principio y al final de la ruta de herramienta. Para el mecanizado de DE, esta posición está fuera de la pieza. Para el mecanizado de DI, esta posición está dentro de un tubo o taladro interior. La herramienta se aproxima desde esta posición y se retrae a esta posición.
"De" se muestra en color naranja y establece la posición de referencia del radio de espacio libre. La referencia puede ser respecto al material, el modelo, un radio o diámetro especificado, o cualquiera de las otras posiciones radiales. Esta posición de referencia se puede desplazar con un valor de desfase positivo o negativo.
- Retracción: establece el radio de espacio libre con respecto a la posición de retracción.
- DE del material: establece el radio de espacio libre con respecto al diámetro exterior del material definido.
- DE del modelo: establece el radio de espacio libre con respecto al diámetro exterior del modelo definido.
- Radio exterior: establece el radio de espacio libre con respecto a la posición de radio exterior. El radio de espacio libre debe ser superior al radio exterior. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- Radio interior: establece el radio de espacio libre con respecto a la posición de radio interior. El radio de espacio libre debe ser mayor que el radio interior. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI de modelo: establece el radio de espacio libre con respecto al diámetro interior del modelo, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI del material: establece el radio de espacio libre con respecto al diámetro interior del material, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- Selección: seleccione cualquier cara, vértice o punto en el modelo para definir el radio de espacio libre. Utilice el parámetro Desfase para realizar ajustes positivos o negativos según sea necesario.
- Radio: esta opción permite especificar un valor de radio en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
- Diámetro: esta opción permite especificar un valor de diámetro en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
Desfase
Utilice este desfase para desplazar la posición en relación con el punto de referencia seleccionado arriba. Puede realizar ajustes positivos o negativos, según sea necesario.
|
|
|
Para torneado exterior. |
Para torneado interior. |
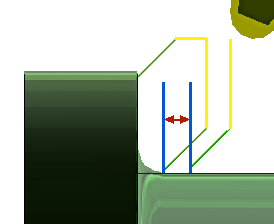
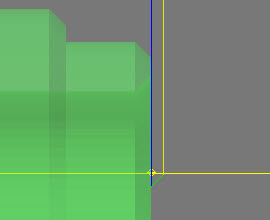
Retracción
Se muestra en verde oscuro y controla la posición encima de la superficie que se va a mecanizar. Es el radio adonde la herramienta se retrae entre los cortes.
"De" se muestra en verde oscuro y establece la posición de referencia de retracción. La referencia puede ser respecto al material, el modelo, un radio o diámetro especificado, o cualquiera de las otras posiciones radiales. Esta posición de referencia se puede desplazar con un valor de desfase positivo o negativo.
- Espacio libre: establece el radio de retracción con respecto a la posición de espacio libre.
- DE del material: establece el radio de espacio libre con respecto al diámetro exterior del material definido.
- DE del modelo: establece el radio de espacio libre con respecto al diámetro exterior del modelo definido.
- Radio exterior: establece el radio de espacio libre con respecto a la posición de radio exterior. El radio de espacio libre debe ser superior al radio exterior. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- Radio interior: establece el radio de espacio libre con respecto a la posición de radio interior. El radio de espacio libre debe ser mayor que el radio interior. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI de modelo: establece el radio de espacio libre con respecto al diámetro interior del modelo, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI del material: establece el radio de espacio libre con respecto al diámetro interior del material, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- Selección: seleccione cualquier cara, vértice o punto en el modelo para definir el radio de espacio libre. Utilice el parámetro Desfase para realizar ajustes positivos o negativos según sea necesario.
- Radio: esta opción permite especificar un valor de radio en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
- Diámetro: esta opción permite especificar un valor de diámetro en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
Desfase
Misma función que el desfase de espacio libre que se muestra arriba.
Radio exterior
Se muestra en color celeste y define el mayor contorno radial del área de corte. Para mecanizado exterior (DE), el radio exterior define la superficie del material exterior que se va a mecanizar. Para mecanizado interior (DI), el radio exterior controla la profundidad máxima para el área de corte.
|
|
|
Para torneado exterior. |
Para torneado interior. |
"De" se muestra en color celeste y establece la posición de referencia del radio exterior. La referencia puede ser respecto al material, el modelo, un radio o diámetro especificado, o cualquiera de las otras posiciones radiales. Esta posición de referencia se puede desplazar con un valor de desfase positivo o negativo.
- Espacio libre: establece el radio de retracción con respecto a la posición de espacio libre.
- Retracción: establece el radio de espacio libre con respecto a la posición de retracción.
- DE del material: establece el radio de espacio libre con respecto al diámetro exterior del material definido.
- DE del modelo: establece el radio de espacio libre con respecto al diámetro exterior del modelo definido.
- Radio interior: establece el radio de espacio libre con respecto a la posición de radio interior. El radio de espacio libre debe ser mayor que el radio interior. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI de modelo: establece el radio de espacio libre con respecto al diámetro interior del modelo, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- DI del material: establece el radio de espacio libre con respecto al diámetro interior del material, según se ha definido en la Configuración. Utilice el parámetro Desfase para realizar los ajustes necesarios.
- Selección: seleccione cualquier cara, vértice o punto en el modelo para definir el radio de espacio libre. Utilice el parámetro Desfase para realizar ajustes positivos o negativos según sea necesario.
- Radio: esta opción permite especificar un valor de radio en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
- Diámetro: esta opción permite especificar un valor de diámetro en el campo Desfase. Este valor se expresa con respecto a la línea de centro de la pieza y no reconoce ningún cambio asociativo realizado en el modelo.
Desfase
Misma función que el desfase de espacio libre que se muestra arriba.
Radio interior
Se muestra en color azul oscuro y define el menor contorno radial del área de corte. Para mecanizado exterior (DE), el radio interior controla la profundidad máxima para el área de corte. Para mecanizado interior (DI), el radio interior define la superficie del material interior que se va a mecanizar.
|
|
|
|
Para torneado exterior. |
Para torneado interior. |
"De" se muestra en color azul oscuro y establece la posición de referencia del radio interior. La referencia puede ser respecto al material, el modelo, un radio o diámetro especificado, o cualquiera de las otras posiciones radiales. Esta posición de referencia se puede desplazar con un valor de desfase positivo o negativo.
Igual que las opciones "De" de radio exterior que se muestran arriba.
Desfase
Misma función que el desfase de espacio libre que se muestra arriba.
 Parámetros de la ficha Pasadas
Parámetros de la ficha Pasadas
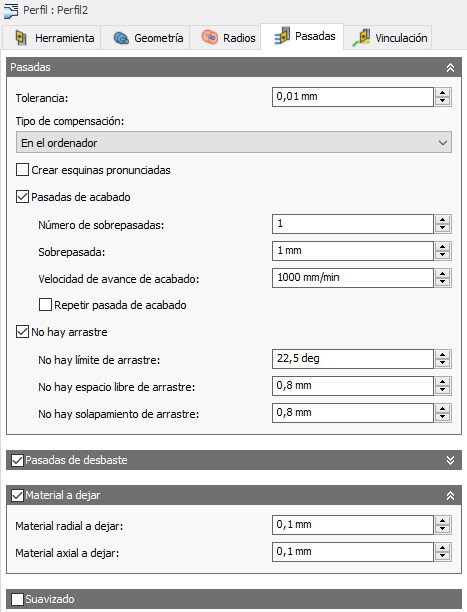
Tolerancia
Esta tolerancia (también conocida como tolerancia de corte) se emplea en la generación de rutas de herramienta y la triangulación geométrica. Las tolerancias de filtrado adicionales, como suavizado, se deben añadir a esta tolerancia para obtener la tolerancia total para el corte.
 |
 |
|
Tolerancia libre 0,100 |
Tolerancia reducida 0,001 |
Los comandos G1 line y G2 G3 arc controlan el movimiento de máquina CNC. Para que esto sea posible, Autodesk HSM transforma las rutas de herramienta de spline y superficie en numerosos segmentos lineales cortos que resultan en una aproximación de la forma deseada. La precisión con que la ruta de herramienta se ajusta a la forma deseada depende en gran medida del número de líneas utilizado. El uso de más líneas proporciona una ruta de herramienta más aproximada a la forma nominal de la spline o superficie.
Insuficiencia de datos
Una tolerancia más ajustada genera una ruta de herramienta más precisa, con segmentos de línea más pequeños. Aunque sea tentador usar tolerancias muy ajustadas, esta estrategia tiene contraprestaciones tales como tiempos de cálculo de ruta de herramienta más prolongados, archivos de código G de gran tamaño y movimientos lineales muy cortos. Estas contraprestaciones pueden suponer un problema, en función de la situación. Autodesk HSM realiza sus cálculos a gran velocidad en casi cualquier equipo. Sin embargo, si dispone de un control NC antiguo con memoria limitada y una máquina con unidades de eje más lentas, el movimiento de la ruta de herramienta puede parecer irregular. Es un fenómeno conocido como insuficiencia de datos. Esta tolerancia, junto con el suavizado, puede reducir el tamaño del programa y mejorar el rendimiento de sus máquinas.
La insuficiencia de datos se produce cuando el control se satura con datos que no puede mantener. Los controles de CNC solo pueden procesar un número finito de líneas de código (bloques) por segundo. Esta cantidad puede ir desde solo 40 bloques/segundo en máquinas antiguas a 1000 bloques/segundo o más en máquinas más modernas. Los movimientos de línea cortos y las velocidades de avance altas pueden forzar una velocidad de procesamiento superior a la que el control puede gestionar. Si esto sucede, la máquina debe detenerse después de cada movimiento y esperar al siguiente servomando desde el control.
Tipo de compensación
Especifica el tipo de compensación.
- En el ordenador: Autodesk HSM calcula la posición de la ruta de herramienta en función del diámetro de la herramienta. La salida posprocesada contiene la posición de línea de centro real correspondiente a la herramienta que se mueve alrededor de la arista seleccionada de la pieza.
- En el control: no se calcula la posición de la ruta de herramienta; en cambio, se genera la salida de las coordenadas reales de la arista de la pieza. Se genera la salida de los códigos de compensación del cortador (G41/G42) en el programa NC. Esto permite al operador introducir el diámetro completo de la herramienta, en la tabla de desfase de Comp. hta de los controles, para compensar la posición del cortador en el control de la herramienta de mecanizado.
- Desgaste: funciona como si estuviera seleccionada la opción En el ordenador, pero también genera el código Comp. hta izquierda. Esto permite al operador de la herramienta de mecanizado realizar los ajustes correspondientes para desgaste de herramienta en la máquina. introduciendo la diferencia en el tamaño de la herramienta entre lo programado y la herramienta que se utiliza en realidad.
- Desgaste inverso: es idéntica a la opción Desgaste, excepto en que se genera la salida del código Comp. hta derecha.
Crear esquinas pronunciadas
Cuando esta opción está activada, Autodesk HSM, fuerza las esquinas pronunciadas en la salida de la ruta de herramienta NC. Cuando esta opción está desactivada (valor por defecto), Autodesk HSM hace girar la herramienta alrededor de todas las esquinas pronunciadas. Este tipo de movimiento reduce el tiempo del ciclo, mejora el control de acabado de la superficie y permite que la máquina fluya suavemente entre las caras.
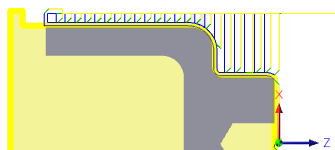
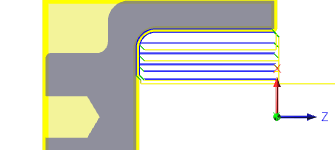
Pasadas de acabado
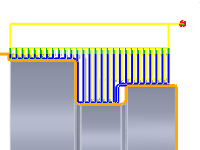
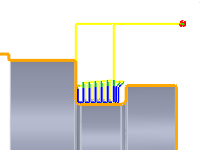
Active esta opción para realizar pasadas de acabado. Si Desbaste está desactivado, la ruta de herramienta de perfil de torneado se convierte en una ruta de herramienta de acabado solamente. Con Desbaste y Acabado activados, puede realizar el desbaste y acabado de la pieza con una herramienta.
Desbaste y pasadas de acabado activados. |
Pasada de acabado activada. Pasada de desbaste desactivada. |
Número de sobrepasadas
Cantidad de pasos de acabado.
Sobrepasada
Especifica la distancia de sobrepasadas entre las pasadas.
Varias sobrepasadas de acabado
Repetir pasada de acabado
Cuando esta opción está activada, crea una pasada de acabado adicional con 0,0 material. Esto elimina el material que ha quedado debido a la flexión de la herramienta. Habitualmente se conoce como corte de muelle
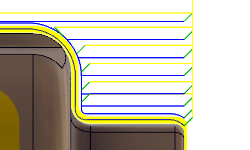
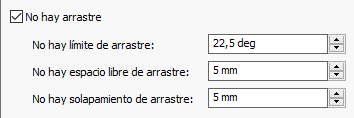
Sin arrastre
Cuando se selecciona, se eliminan los movimientos que aplican una presión negativa en la inserción. Elimina los cortes de las paredes y caras verticales dentro del límite de ángulo que se muestra a continuación. Antes de llegar al final del corte, la herramienta se retrae y cambia de posición para cortar la pared
|
|
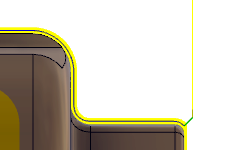
Sin límite de arrastre
Especifica el límite de ángulo que inicia el comportamiento Sin arrastre. El ángulo se mide en relación con la arista de corte de la herramienta.
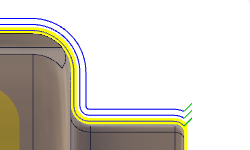
Sin espacio libre de arrastre y solapamiento
No hay espacio libre de detención de arrastre |
Sin distancia de solapamiento de arrastre |
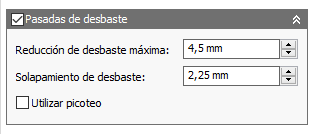
Pasadas de desbaste
Active esta opción para realizar pasadas de desbaste.
Reducción de desbaste máxima
Especifica las reducciones de corte máximas para desbaste.
Reducción máxima
Solapamiento de desbaste
Especifica el solapamiento radial de las pasadas de desbaste. Un buen solapamiento garantiza que la superficie sea suave para el acabado.
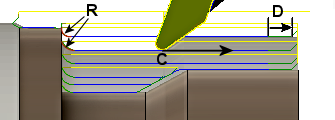
Utilizar corte posterior
Para herramientas con geometría especial en la que el control de rebaje de virutas es importante. Esto activa los controles de corte adicionales. Esta opción solo está disponible cuando la dirección de corte se establece De atrás hacia adelante. Consulte la ficha Herramientas para Modo y dirección.
Al comenzar la ruta de herramienta lo más cerca posible del lado del portabrocas, el radio (R) se funde en el corte y avanza en la dirección positiva (C). A una distancia antes del fin del corte (D), la velocidad de avance se reduce para evitar el molido de la pieza o la herramienta.
Radio de corte posterior (R): póngase en contacto con su proveedor de herramientas para que le recomiende el mejor tamaño de combinación del radio. Por norma general, un radio igual o mayor que la reducción de desbaste máxima funcionará como punto de partida.
Distancia de salida de corte posterior (D): póngase en contacto con su proveedor de herramientas para que le recomiende la mejor distancia y la mejor velocidad de avance para usar. Utiliza la Velocidad de avance de salida que se muestra en la ficha Herramientas.
|
|
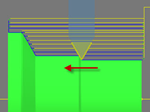
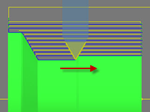
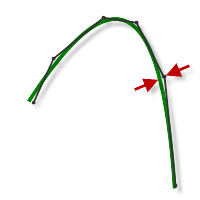
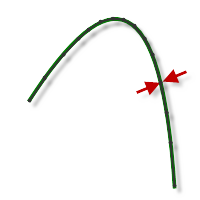
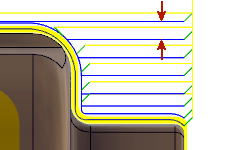
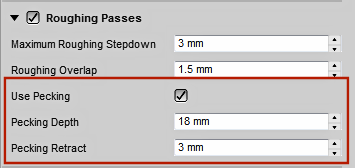
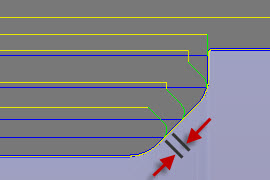
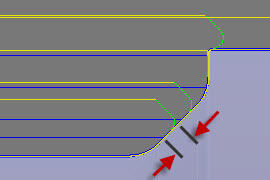
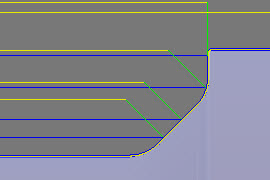
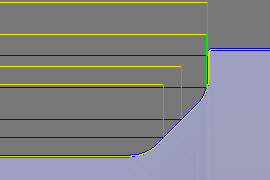
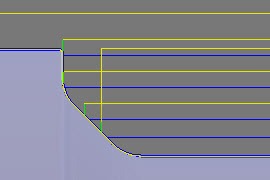
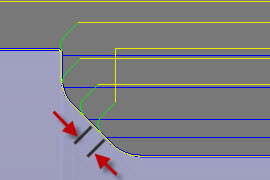
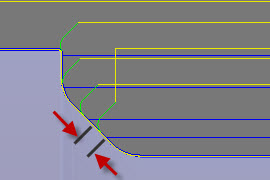
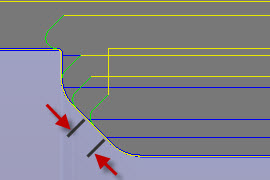
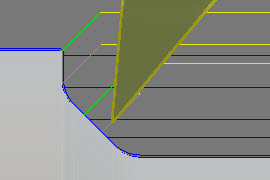
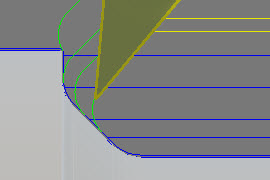
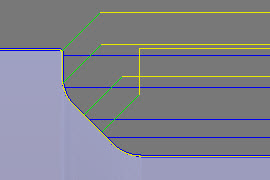
Utilizar picoteo
El uso del picoteo crea múltiples pasos a lo largo de la dirección de corte. Entre profundidades de picoteo la herramienta se retrae a lo largo de su ruta mediante la distancia de retracción de picoteo especificada. Utilice esta opción si el material crea largas cadenas de piedras machadas.
Profundidades de picoteo: especifica la distancia de paso por picoteo a lo largo de la longitud de la dirección de corte. La distancia de avance a lo largo del corte, entre retracciones.
Retracción de picoteo: especifica la distancia de retracción entre los picotazos a lo largo de la dirección de corte.
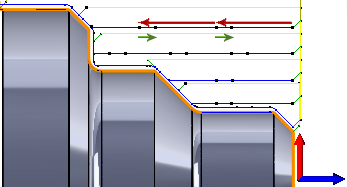
Consejo: para ver los puntos donde la herramienta picotea y se retrae. Vaya a Simulación y en el grupo Mostrar ruta de herramienta, active el icono Mostrar puntos.
|
|
| Se muestra con un picoteo de 18 mm (flecha roja) y una retracción de 3 mm (flecha verde) |
Material a dejar
| Material a dejar positivo
Cantidad de material que queda una vez finalizada la operación. Puede eliminarse mediante operaciones de desbaste o acabado posteriores. Es habitual dejar una pequeña cantidad de material tras una operación de desbaste. |
 |
| Ningún material a dejar
Elimine todo el material sobrante hasta la geometría seleccionada. |
 |
| Material a dejar negativo
Elimina el material que supera la superficie o el contorno de la pieza. |
 |
Material radial a dejar (DE/DI) - material axial a dejar (cara)
El parámetro Material radial a dejar controla la cantidad de material a dejar en la dirección radial, es decir, diámetro exterior o diámetro interior. La especificación de un valor de material radial a dejar positivo provoca que quede material en el DE o DI de la pieza.
El parámetro Material axial a dejar controla la cantidad de material a dejar en la dirección axial (a lo largo del eje Z), es decir, en las caras de las pestañas. La especificación de un valor de material axial a dejar positivo provoca que quede material en las caras y las áreas superficiales de la dirección Z.
Si se cambia la cantidad de material radial, el material axial se establece automáticamente en el mismo valor. Puede introducir manualmente la cantidad de material axial a dejar. Al utilizar cantidades desiguales de material en superficies que no son exactamente horizontales/verticales, Autodesk HSM interpola entre las cantidades de material axial y radial. Por tanto, el material que queda en estas superficies podría ser diferente del valor especificado, en función de la inclinación de la superficie.

|

|
|
Material axial a dejar |
Material radial a dejar |
Para las operaciones de acabado, es habitual establecer el valor por defecto en 0 mm / 0 in, es decir, no se deja material.
Para las operaciones de desbaste, es habitual dejar una pequeña cantidad de material, que se puede eliminar posteriormente mediante una o varias operaciones de acabado.
Material a dejar negativo
Si se utiliza un valor de material a dejar negativo, la operación de mecanizado elimina material más allá de la forma del modelo. Esta opción se puede utilizar para mecanizar electrodos con un explosor, donde el tamaño del explosor sea igual al valor de material a dejar negativo.
Ambos valores de material radial y axial a dejar pueden ser números negativos. No obstante, el material radial a dejar negativo debe ser inferior al radio de la herramienta. Cuando se utiliza un radio de punta de gran tamaño o una inserción de tipo botón con un valor negativo de material, el material negativo debe ser menor o igual que el radio.
Suavizado
Suaviza la ruta de herramienta mediante la eliminación de los puntos excesivos y los arcos accesorios cuando es posible dentro de la tolerancia de filtrado especificada.
 |
 |
|
Suavizado desactivado |
Suavizado activado |
El suavizado se utiliza para reducir el tamaño del código sin que ello afecte a la precisión. El suavizado sustituye líneas colineales por una línea y arcos tangentes para reemplazar varias líneas en áreas curvas.
Los efectos del suavizado pueden ser considerables. El tamaño del archivo de código G se puede reducir un 50 % o más. La máquina funcionará de forma más rápida y constante, y mejorará el acabado de la superficie. La cantidad de reducción de código depende de cómo la ruta de herramienta se preste al suavizado. Las rutas de herramienta como Paralela y Contorno, que ocupan sobre todo en un plano principal (XY, XZ, YZ), se filtran bien. Las otras, como las de festoneado 3D, se reducen menos.
Tolerancia de suavizado
Especifica la tolerancia de filtro de suavizado. Es diferente a la tolerancia estándar (se muestra arriba), la tolerancia de suavizado es el grado de exactitud con que se combinan los puntos linealizados.
Si el perfil de la pieza contiene muchos splines, la curva de spline se divide en pequeñas piezas lineales. El suavizado combina esos puntos finales, dentro de la tolerancia de suavizado, para crear un contorno de arcos fusionados (G02/G03). La tolerancia de suavizado y la tolerancia deben combinarse para entender la tolerancia total de la ruta de herramienta que se está generando.
 Parámetros de la ficha Vinculación
Parámetros de la ficha Vinculación
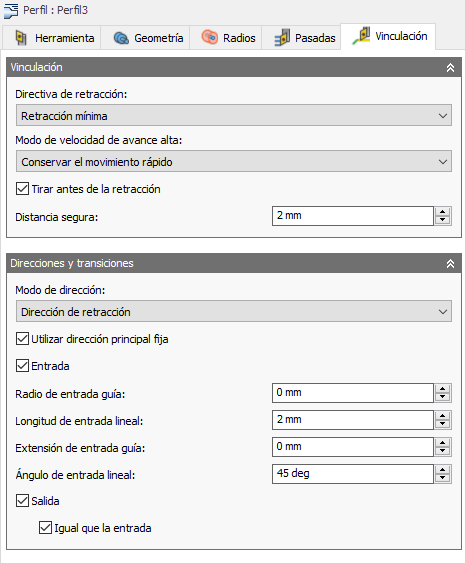
Directiva de retracción
Controla cómo debería la herramienta retraerse hasta el diámetro de espacio libre después de cada pasada de corte. o simplemente retraerse una distancia corta desde la tarea. La distancia se determina por el valor Distancia de seguridad.
 |
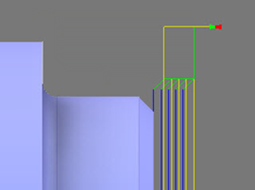 |
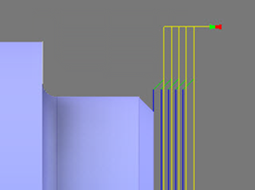
| Retracción total: retrae completamente la herramienta hasta la altura de retracción al final de la pasada y antes de situarse sobre el inicio de la pasada siguiente. | Retracción mínima: se desplaza recto hacia arriba hasta la altura inferior donde la herramienta limpia la pieza de trabajo, más la distancia de seguridad especificada. |
Modo de velocidad de avance alta
Especifica cuando los movimientos rápidos deben generarse como rápidos verdaderos (G0) y cuando deben generarse como movimientos de velocidad de avance alta (G1).
- Conservar el movimiento rápido: todos los movimientos rápidos se conservan.
- Conservar el movimiento rápido axial y radial: los movimientos rápidos que se desplazan solo horizontalmente (radiales) o verticalmente (axiales) se generan como rápidos verdaderos.
- Conservar el movimiento rápido axial: solo los movimientos rápidos que se desplazan verticalmente.
- Conservar el movimiento rápido radial: solo los movimientos rápidos que se desplazan horizontalmente.
- Conservar el movimiento rápido axial simple: solo los movimientos rápidos que se desplazan en un eje (X, Y o Z).
- Utilizar siempre un avance alto: los movimientos rápidos (movimientos de avance alto) se generan como movimientos G01 en lugar de como movimientos rápidos (G0).
Normalmente, este parámetro está definido para evitar colisiones en movimientos rápidos en las máquinas que realizan movimientos de "pata de perro" a una velocidad alta.
Velocidad de avance alta
Velocidad de avance de los movimientos rápidos que se generan como G1 en lugar de G0.
Separar antes de retraer
Active esta opción para alejarse del material antes de la retracción cuando sea posible. Al desactivar esta opción, las retracciones tocarán el material.
Distancia segura
Distancia mínima entre la herramienta y las superficies de la pieza durante los movimientos de retracción. La distancia se mide después de aplicar el material a dejar, de modo que si se utiliza un valor de material a dejar negativo, deberán tomarse precauciones para garantizar que la distancia segura sea suficiente para evitar colisiones.
Modo de dirección
Los parámetros del modo de dirección proporcionan un control muy específico de las direcciones. Hay cinco opciones disponibles.
- Error: genera un error si no es posible realizar las entradas/salidas sin crear una gubia. En estos casos se requiere la intervención del usuario para que las direcciones encajen.
- Descartar pasadas: descarta las pasadas que no se pueden alcanzar con los parámetros indicados. Esta opción mantiene el material de apoyo para cualquiera de las operaciones siguientes.
- Dirección del movimiento: mueve la posición del movimiento a una ubicación diferente a lo largo de la pieza hasta que haya espacio, pero mantiene la dirección según lo especificado.
- Dirección de giro: cambia el ángulo de dirección hasta que haya espacio.
- Dirección de retracción: es el modo de dirección más automático y también el parámetro por defecto. Permite la vinculación de todas las piezas y, en algunos casos, efectúa retracciones radiales cuando no hay ninguna otra alternativa. Este es el parámetro recomendado.
Utilizar dirección principal fija
Especifica que las direcciones indicadas siempre guardan relación con el sistema de coordenadas XZ. Si esta opción está desactivada, las direcciones guardan relación con la dirección de corte frontal/posterior de la pasada individual.
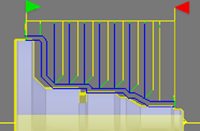
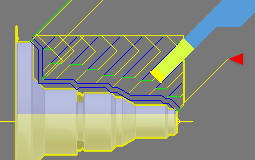
Entrada
Active esta opción para hacer que una entrada (flecha roja) vaya al perfil de corte.
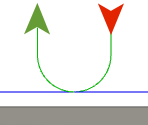
Entrada (flecha roja)
Radio de entrada guía
Especifica el radio del movimiento de entrada al inicio de una pasada de corte.
 |
|
|
Radio de entrada guía a 0 mm |
Radio de entrada guía a 3 mm |
Longitud de entrada lineal
Especifica la distancia (longitud) del movimiento de entrada al inicio de una pasada de corte.
 Distancia de entrada lineal definida en 1 mm |
 Distancia de entrada lineal definida en 5 mm |
Extensión de entrada guía
Especifica el valor de extensión de entrada guía que hace que la entrada se realice antes del punto en el que el movimiento de corte comienza por la distancia especificada.
 Extensión de entrada guía definida en 0 mm |
 Extensión de entrada guía definida en 1 mm |
Ángulo de entrada lineal
Especifica el ángulo del movimiento de entrada al inicio de una pasada de corte. Tenga en cuenta que la referencia del ángulo depende de Utilizar dirección principal fija.
 Ángulo de entrada a 45 grados |
 Ángulo de entrada a 90 grados |
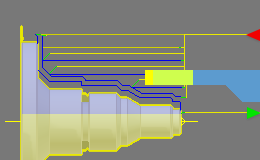
Salida
Active esta opción para hacer que una salida (flecha verde) se aleje del perfil de corte.
Salida (flecha verde)
Igual que la entrada
Especifica que la definición de salida debe ser idéntica a la definición de guía entrada.
Distancia de salida lineal
Especifica la distancia (longitud) del movimiento de salida al final de una pasada de corte.
 Distancia de salida lineal definida en 1 mm |
 Distancia de salida lineal definida en 5 mm |
Extensión de salida
Este parámetro tiene el efecto de retrasar el punto en el que el cortador comienza a salir por la distancia especificada.
 |
|
|
Extensión de salida guía establecida en 0 mm |
Extensión de salida guía establecida en 1 mm |
Radio de salida
Especifica el radio del movimiento de salida al final de una pasada de corte.
 |
|
|
Radio de salida a 0 mm |
Radio de salida a 3 mm |
Ángulo de salida lineal
Especifica el ángulo del movimiento de salida al final de una pasada de corte. Tenga en cuenta que la referencia del ángulo depende de Utilizar dirección principal fija.
 Ángulo de salida a 45 grados |
 Ángulo de salida a 90 grados |