|
Acceso: |
Cinta de opciones:
ficha CAM  panel Fresado de varios ejes
Viruta
panel Fresado de varios ejes
Viruta

|
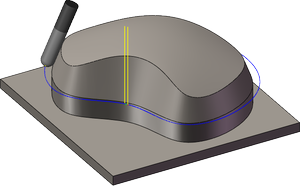
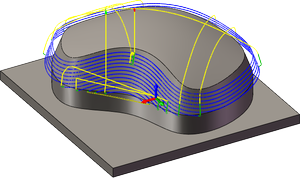
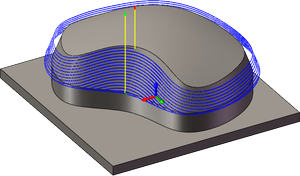
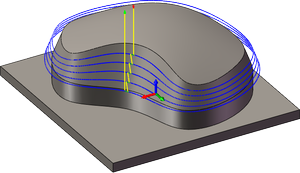
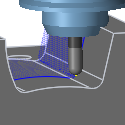
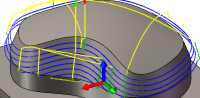
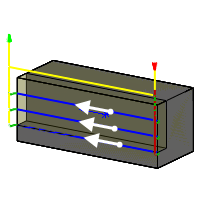
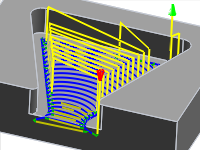
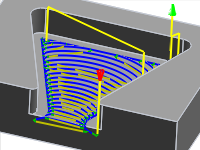
Viruta es una estrategia de varios ejes para el mecanizado con el lado de la herramienta. Esta estrategia admite el mecanizado desde los contornos solamente y desde las superficies. Cuando se mecaniza desde los contornos solamente, se deben sincronizar manualmente los contornos. Viruta admite varios modos diferentes que controlan cómo se lleva a cabo el mecanizado descendente por los lados.
Pasada única
Desde abajo
Recortar desde la parte inferior
Desde la parte superior
Recortar desde la parte superior
Espiral
Transformar
 Parámetros de la ficha Herramienta
Parámetros de la ficha Herramienta
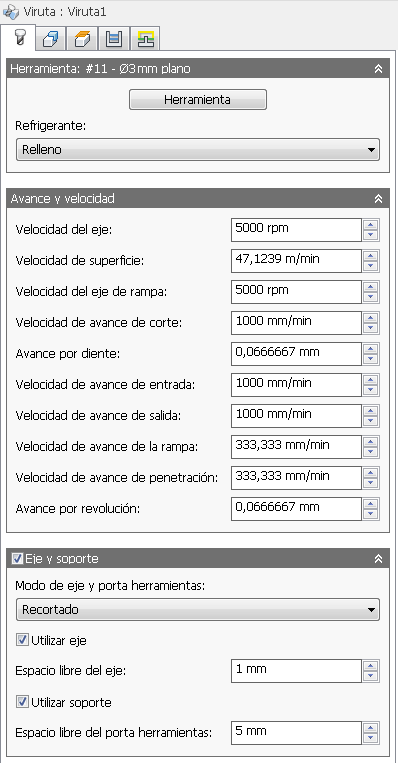
Refrigerante:
El tipo de refrigerante que se utiliza con la herramienta.
Velocidad del eje:
Velocidad de rotación del eje.
Velocidad de superficie:
Velocidad del eje expresada como la velocidad de la herramienta en la superficie.
Velocidad del eje de rampa:
Velocidad de rotación del eje al realizar movimientos de rampa.
Velocidad de avance de corte:
Avance utilizado en los movimientos de corte.
Avance por diente:
Velocidad de avance de corte expresada como avance por diente.
Velocidad de avance de entrada:
Avance utilizado para la entrada en un movimiento de corte.
Velocidad de avance de salida:
Avance utilizado para la salida de un movimiento de corte.
Velocidad de avance de la rampa:
Avance utilizado para la realización de rampas helicoidales en el material.
Velocidad de avance de penetración:
Avance utilizado para la penetración en el material.
Avance por revolución:
Velocidad de avance de penetración expresada como avance por revolución.
Eje y soporte
Al utilizar una herramienta con un soporte, se puede elegir entre uno de los cinco modos de eje y soporte, según la estrategia de mecanizado. La gestión de colisión puede realizarse tanto para el eje como para el soporte de la herramienta, y se pueden especificar diferentes espacios libres.
-
Desactivada: ignora cualquier colisión de eje y soporte.
Desactivada
-
Separar: la ruta de herramienta se separa de la pieza de trabajo para mantener una distancia segura entre el eje y/o el soporte.
Separar
-
Recortado: las secciones de la ruta de herramienta que tienen como resultado una infracción de las distancias seguras entre el eje y/o el soporte se cortan.
Recortado
-
Detectar longitud de la herramienta: la herramienta se amplía automáticamente más allá del soporte para mantener la distancia segura especificada entre el eje y/o el soporte y la pieza de trabajo. Se registra un mensaje que indica la distancia que la herramienta se extiende fuera del soporte.
Detectar longitud de la herramienta
- Fallo al colisionar: se anula el cálculo de la ruta de herramienta y se registra un mensaje de error cuando se infringe la distancia segura.
Utilizar eje
Especifica que el eje de la herramienta seleccionada se usará en el cálculo de la ruta de herramienta para evitar colisiones.
Espacio libre del eje:
El eje de la herramienta permanece siempre a esta distancia de la pieza.
Utilizar soporte
Especifica que el soporte de la herramienta seleccionada se usará en el cálculo de la ruta de herramienta para evitar colisiones.
Espacio libre del porta herramientas:
El soporte de la herramienta permanece siempre a esta distancia de la pieza.
 Parámetros de la ficha Geometría
Parámetros de la ficha Geometría
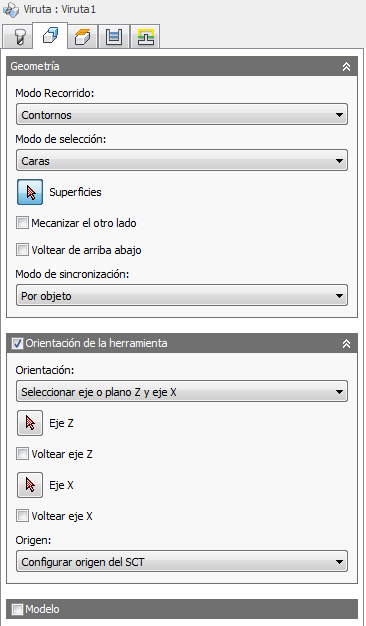
Modo Recorrido
Se admite tanto el mecanizado desde los contornos solamente como desde las superficies. Elija Contornos o Superficies en el menú desplegable.
Modo de designación:
- Caras
- Pares de contornos
- Manual
Superficies
Botón de selección para elegir las superficies que se mecanizarán.
Mecanizar el otro lado
Voltear de arriba abajo
Modo de sincronización
Al seleccionar Contornos en el menú desplegable Modo Recorrido: aparecen las opciones de sincronización siguientes:
- Manual
- Por objeto
- Distancia más corta
- Inclinación constante
- Automática
Orientación de la herramienta
Especifica cómo se determinará la orientación de la herramienta mediante una combinación de opciones de origen y orientación de la tríada.
El menú desplegable Orientación proporciona las siguientes opciones para definir la orientación de los ejes X, Y, Z de la tríada:
- Configurar orientación del SCT: utiliza el sistema de coordenadas de pieza de trabajo (SCT) de la configuración actual para la orientación de la herramienta.
- Orientación del modelo: utiliza el sistema de coordenadas (SCT) de la pieza actual para la orientación de la herramienta.
- Seleccionar eje o plano Z y eje X: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje X. Los ejes Z y X se pueden voltear 180 grados.
- Seleccionar eje o plano Z y eje Y: seleccione una cara o una arista para definir el eje Z y otra cara o arista para definir el eje Y. Los ejes Z e Y se pueden voltear 180 grados.
- Seleccionar ejes X e Y: seleccione una cara o una arista para definir el eje X y otra cara o arista para definir el eje Y. Los ejes X e Y se pueden voltear 180 grados.
- Seleccionar sistema de coordenadas: permite definir una orientación de herramienta específica para esta operación desde un sistema de coordenadas de usuario (SCU) de Inventor en el modelo. Utiliza el origen y la orientación del sistema de coordenadas existente. Utilice esta opción si el modelo no contiene un punto y un plano adecuados para la operación.
El menú desplegable Origen ofrece las opciones siguientes para ubicar el origen de la tríada:
- Configurar origen del SCT: utiliza el origen del sistema de coordenadas de la pieza de trabajo (SCT) de la configuración actual para el origen de la herramienta.
- Origen del modelo: utiliza el origen del sistema de coordenadas (SCT) de la pieza actual para el origen de la herramienta.
- Punto seleccionado: seleccione un vértice o una arista para el origen de la tríada.
- Punto del cuadro de material: seleccione un punto en el cuadro delimitador del material para el origen de la tríada.
- Punto del cuadro de modelo: seleccione un punto en el cuadro delimitador del modelo para el origen de la tríada.
Modelo
Active esta opción para anular la geometría del modelo (superficies o cuerpos) definida en la configuración.
Incluir configuración del modelo
Activado por defecto, el modelo seleccionado en la configuración se incluye además de las superficies del modelo seleccionadas en la operación. Si se desactiva esta casilla de verificación, la ruta de herramienta se genera únicamente en las superficies seleccionadas en la operación.
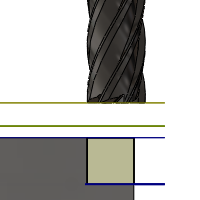
 Parámetros de la ficha Alturas
Parámetros de la ficha Alturas
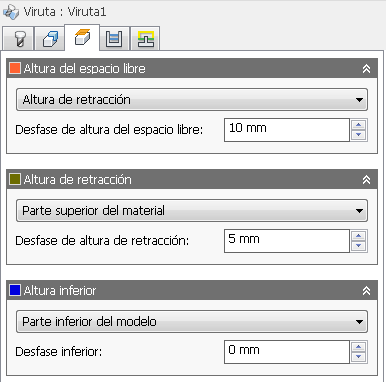
Altura del espacio libre
La altura del espacio libre es la primera altura a la que herramienta se desplaza en su camino hacia el principio de la ruta de herramienta.
Altura del espacio libre
- Altura de retracción: desfase incremental de la altura de retracción.
- Altura inferior: desfase incremental de la Altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura del espacio libre:
El Desfase de altura del espacio libre se aplica y guarda relación con la selección de Altura del espacio libre en la lista desplegable anterior.
Altura de retracción
La Altura de retracción define la altura a la que la herramienta se desplaza antes de la siguiente pasada de corte. La Altura de retracción debería definirse por encima de la Altura del avance y Superior. La Altura de retracción se utiliza junto con el desfase posterior para establecer la altura.
Altura de retracción
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura inferior: desfase incremental de la altura inferior.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase de altura de retracción:
El Desfase de altura de retracción se aplica y guarda relación con la selección de Altura de retracción en la lista desplegable anterior.
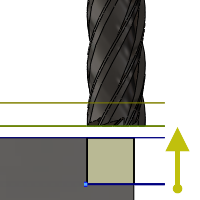
Altura inferior
La Altura inferior determina la altura/profundidad del mecanizado final y la menor profundidad a la que la herramienta desciende en el material. La Altura inferior debería definirse por debajo de la Superior. La Altura inferior se utiliza junto con el desfase posterior para establecer la altura.
Altura inferior
- Altura del espacio libre: desfase incremental de la altura del espacio libre.
- Altura de retracción: desfase incremental de la altura de retracción.
- Parte superior del modelo: desfase incremental de la parte superior del modelo.
- Parte inferior del modelo: desfase incremental de la parte inferior del modelo.
- Parte superior del material: desfase incremental de la parte superior del material.
- Parte inferior del material: desfase incremental de la Parte inferior del material.
- Selección: desfase incremental de un Punto (vértice), una Arista o una Cara seleccionado en el modelo.
- Origen (absoluto): desfase absoluto del Origen definido en Configuración o en Orientación de la herramienta dentro de una operación específica.
Desfase inferior:
El Desfase inferior se aplica y guarda relación con la selección de Altura inferior en la lista desplegable anterior.
 Parámetros de la ficha Pasadas
Parámetros de la ficha Pasadas
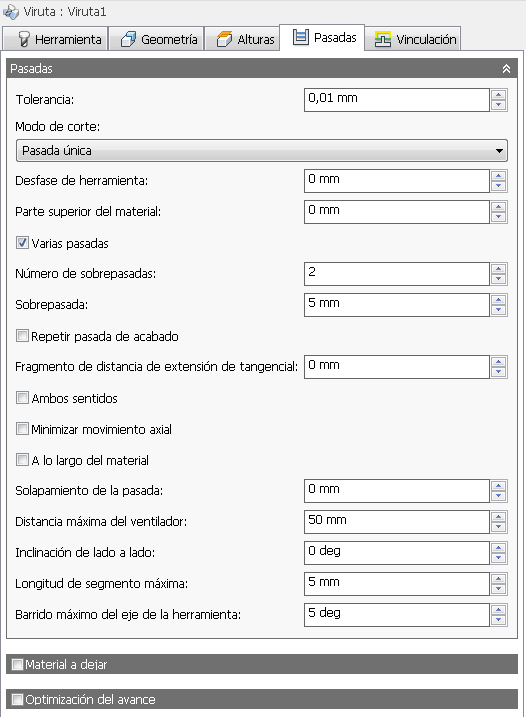
Tolerancia
La tolerancia de mecanizado es la suma de las tolerancias utilizadas para la generación de la ruta de herramienta y la triangulación de geometría. Las tolerancias de filtro adicionales se deben añadir a esta tolerancia para obtener la tolerancia total.
Tolerancia libre 0,100
Tolerancia reducida 0,001
El movimiento de contorneo de la máquina CNC se controla mediante los comandos G1 de línea y G2/G3 de arco. Para que esto sea posible, CAM linealiza las rutas de herramienta de spline y superficie para acercarlas, y crea muchos segmentos de línea cortos para aproximarse a la forma deseada. La precisión con que la ruta de herramienta se ajusta a la forma deseada depende en gran medida del número de líneas utilizado. El uso de más líneas proporciona una ruta de herramienta más aproximada a la forma nominal de la spline o superficie.
Insuficiencia de datos
Siempre es tentador usar tolerancias muy ajustadas, pero existen compensaciones, tales como tiempos de cálculo de ruta de herramienta más prolongados, archivos de código G de gran tamaño y movimientos de línea muy cortos. Las dos primeras no suponen un gran problema, ya que Autodesk HSM realiza el cálculo muy rápido y los controles más modernos tienen 1 MB de RAM como mínimo. Sin embargo, los movimientos de línea cortos, en combinación con velocidades de avance altas, pueden causar un fenómeno que se conoce como "insuficiencia de datos".
La insuficiencia de datos se produce cuando el control se satura con datos que no puede mantener. Los controles de CNC solo pueden procesar un número finito de líneas de código (bloques) por segundo. Es posible que la cantidad sea de tan solo 40 bloques/segundo en máquinas antiguas y de 1000 bloques/segundo o más en máquinas más modernas, como el control Haas Automation. Los movimientos de línea cortos y las velocidades de avance altas pueden forzar una velocidad de procesamiento superior a la que el control puede gestionar. Si esto sucede, la máquina debe detenerse después de cada movimiento y esperar al siguiente servomando desde el control.
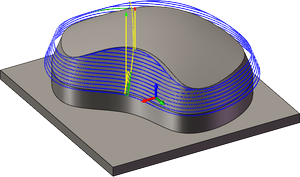
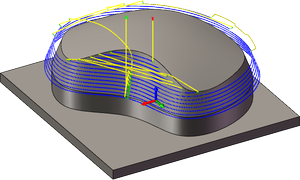
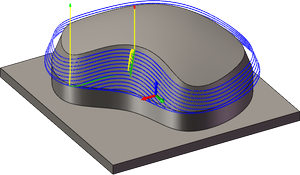
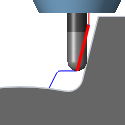
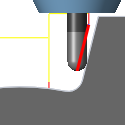
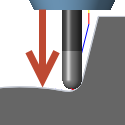
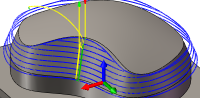
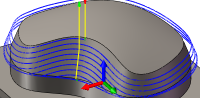
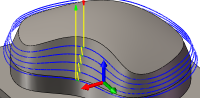
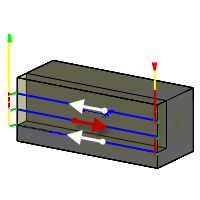
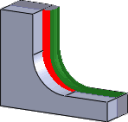
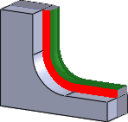
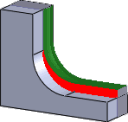
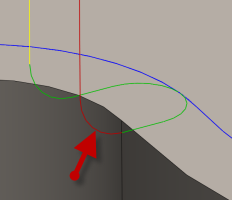
Modo de corte:
El modo de corte especifica el mecanizado descendente por los lados.
Pasada única
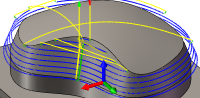
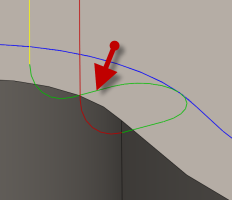
Desde abajo
Recortar desde la parte inferior
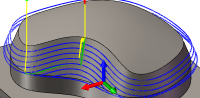
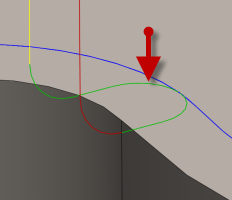
Desde la parte superior
Recortar desde la parte superior
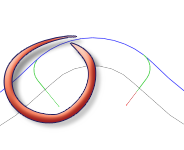
Espiral
Transformar
Desfase de herramienta:
Especifica un desfase adicional a lo largo del eje de la herramienta en relación con la curva guía inferior.
Parte superior del material:
Especifica el espesor total del material.
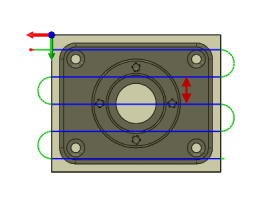
Varias pasadas
Active esta opción para introducir un valor de sobrepasada.
Número de sobrepasadas:
Número de pasos de desbaste.
Sobrepasada:
Especifica la sobrepasada horizontal entre las pasadas. Por defecto, este valor es un 95 % del diámetro del cortador menos el radio de esquina de la herramienta.
Sobrepasada horizontal
Repetir pasada de acabado
Active esta opción para realizar la última pasada de acabado dos veces y eliminar el material que ha quedado debida a la flexión de la herramienta.
Fragmento de distancia de extensión de tangencial:
Especifica la extensión tangencial de las pasadas.
Ambos sentidos
Especifica que la operación utiliza tanto el fresado concurrente como convencional para mecanizar perfiles abiertos.
Sin especificar
Seleccionadas
Minimizar movimiento axial
A lo largo del material
Solapamiento de la pasada:
Especifica la distancia que debe extenderse el mecanizado para una pasada cerrada.
Distancia máxima del ventilador:
Especifica la distancia máxima que se aventará el eje de la herramienta.
Inclinación de lado a lado:
Especifica el número de grados que la herramienta debe inclinarse de lado a lado.
Longitud de segmento máxima:
Especifica la longitud máxima de un segmento único para la ruta de herramienta generada.
Barrido máximo del eje de la herramienta:
Especifica el cambio de ángulo máximo en un único barrido de eje de herramienta para la ruta de herramienta generada.
Material a dejar
Positivo
Material a dejar positivo: la cantidad de material que queda después de una operación que se va a eliminar mediante operaciones de desbaste o acabado posteriores. Para las operaciones de desbaste, se deja una pequeña cantidad de material por defecto.
Ninguno
Ningún material a dejar: se elimina todo el material sobrante hasta la geometría seleccionada.
Negativo
Material a dejar negativo: se elimina todo el material que supera la superficie o el contorno de la pieza. Esta técnica se suele usar en el mecanizado de electrodos para permitir un explosor o para cumplir los requisitos de tolerancia de una pieza.
Material radial (pared) a dejar
El parámetro de Material radial a dejar controla la cantidad de material que se debe dejar en la dirección radial (perpendicular al eje de la herramienta), es decir, en el lado de la herramienta.
Material radial a dejar
Material radial y axial a dejar
La especificación de un valor de material radial a dejar positivo provoca que quede material en las paredes verticales y áreas empinadas de la pieza.
Para las superficies que no son exactamente verticales, Autodesk HSM interpola entre los valores de material axial (planta) y radial a dejar, de modo que el material que queda en la dirección radial de estas superficies puede ser diferente del valor especificado, en función de la inclinación de la superficie y el valor de material axial a dejar.
Si se cambia el material radial a dejar, el material axial a dejar se define automáticamente en la misma cantidad, a menos que se introduzca manualmente el valor de material axial a dejar.
Para las operaciones de acabado, el valor por defecto es 0 mm (0 pulg.), es decir, no se deja material.
Para las operaciones de desbaste, se deja una pequeña cantidad de material por defecto, que se puede eliminar posteriormente mediante una o varias operaciones de acabado.
Material a dejar negativo
Si se utiliza un valor de material a dejar negativo, la operación de mecanizado elimina material más allá de la forma del modelo. Esta opción se puede utilizar para mecanizar electrodos con un explosor, donde el tamaño del explosor sea igual al valor de material a dejar negativo.
Ambos valores de material radial y axial a dejar pueden ser números negativos. No obstante, el material radial a dejar negativo debe ser inferior al radio de la herramienta.
Cuando se utiliza un cortador de bola o de radio con un valor de material a dejar negativo mayor que el radio de esquina, el valor de material axial a dejar negativo debe ser menor o igual que el radio de esquina.
Material axial (planta) a dejar
El parámetro Material axial a dejar controla la cantidad de material que se deja en la dirección axial (a lo largo del eje Z), es decir, al final de la herramienta.
Material axial a dejar
Material radial y axial a dejar
La especificación de un valor de material axial positivo provoca que quede material en las áreas superficiales de la pieza.
Para las superficies que no son exactamente horizontales, Autodesk HSM interpola entre los valores de material axial y radial (pared) a dejar, de modo que el material que queda en la dirección axial de estas superficies puede ser diferente del valor especificado, en función de la inclinación de la superficie y el valor de material radial a dejar.
Si se cambia el material radial a dejar, el material axial a dejar se define automáticamente en la misma cantidad, a menos que se introduzca manualmente el valor de material axial a dejar.
Para las operaciones de acabado, el valor por defecto es 0 mm (0 pulg.), es decir, no se deja material.
Para las operaciones de desbaste, se deja una pequeña cantidad de material por defecto, que se puede eliminar posteriormente mediante una o varias operaciones de acabado.
Material a dejar negativo
Si se utiliza un valor de material a dejar negativo, la operación de mecanizado elimina material más allá de la forma del modelo. Esta opción se puede utilizar para mecanizar electrodos con un explosor, donde el tamaño del explosor sea igual al valor de material a dejar negativo.
Ambos valores de material radial y axial a dejar pueden ser números negativos. No obstante, cuando se utiliza un cortador de bola o de radio con un valor de material a dejar negativo mayor que el radio de esquina, el valor de material axial a dejar negativo debe ser menor o igual que el radio de esquina.
Optimización del avance
Especifica que el avance debería reducirse en las esquinas.
Cambio direccional máximo:
Especifica el cambio angular máximo permitido antes de la reducción de la velocidad de avance.
Radio de avance reducido:
Especifica el radio mínimo permitido antes de la reducción del avance.
Distancia de avance reducida:
Especifica la distancia de reducción del avance antes de una esquina.
Velocidad de avance reducida:
Especifica la velocidad de avance reducida que se va a utilizar en las esquinas.
Solo las esquinas interiores
Actívela para solo reducir la velocidad de avance en las esquinas interiores.
 Parámetros de la ficha Vinculación
Parámetros de la ficha Vinculación
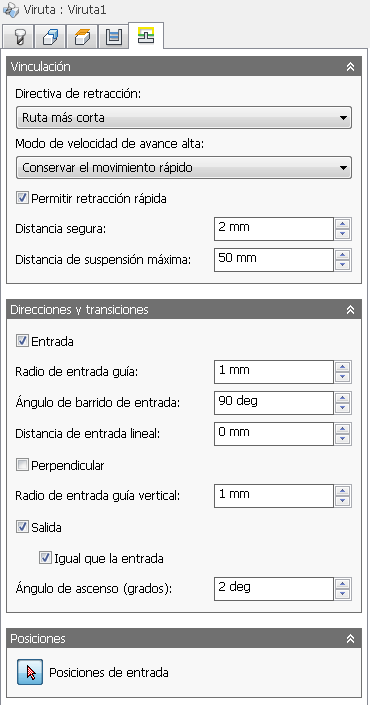
Directiva de retracción:
Controla el modo en que la herramienta se desplaza entre las pasadas de corte. Las imágenes siguientes se muestran usando la estrategia Flujo.
-
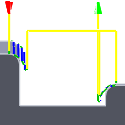
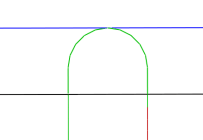
Retracción total: retrae completamente la herramienta hasta la Altura de retracción al final de la pasada y antes de situarse sobre el inicio de la pasada siguiente.
-
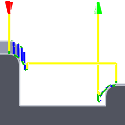
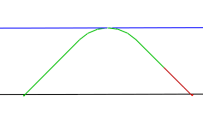
Retracción mínima: se desplaza recto hacia arriba hasta la altura inferior donde la herramienta limpia la pieza de trabajo, más la distancia de seguridad especificada.
-
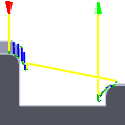
Ruta más corta: mueve la herramienta la distancia más corta posible en línea recta entre las rutas.
Precaución: La opción Ruta más corta no debe utilizarse en máquinas que no admiten movimientos rápidos linealizados donde los movimientos G0 se realizan en línea recta (frente a los movimientos G0 que controlan todos los ejes a velocidad máxima, en ocasiones denominados movimientos de "pata de perro"). La omisión de esta regla causará un movimiento de la máquina que el software no podrá simular correctamente y podría provocar el bloqueo de la herramienta.
Para máquinas CNC que no admiten movimientos rápidos linealizados, el posprocesador se puede modificar para convertir todos los movimientos G0 en movimientos G1 de avance alto. Póngase en contacto con el soporte técnico para obtener más información o instrucciones sobre cómo modificar los posprocesadores según lo descrito.
Modo de velocidad de avance alta:
Especifica cuando los movimientos rápidos deben generarse como rápidos verdaderos (G0) y cuando deben generarse como movimientos de velocidad de avance alta (G1).
- Conservar el movimiento rápido: todos los movimientos rápidos se conservan.
- Conservar el movimiento rápido axial y radial: los movimientos rápidos que se desplazan solo horizontalmente (radiales) o verticalmente (axiales) se generan como rápidos verdaderos.
- Conservar el movimiento rápido axial: solo los movimientos rápidos que se desplazan verticalmente.
- Conservar el movimiento rápido radial: solo los movimientos rápidos que se desplazan horizontalmente.
- Conservar el movimiento rápido axial simple: solo los movimientos rápidos que se desplazan en un eje (X, Y o Z).
- Utilizar siempre un avance alto: los movimientos rápidos (movimientos de avance alto) se generan como movimientos G01 en lugar de como movimientos rápidos (G0).
Normalmente, este parámetro está definido para evitar colisiones en movimientos rápidos en las máquinas que realizan movimientos de "pata de perro" a una velocidad alta.
Velocidad de avance alta:
Velocidad de avance de los movimientos rápidos que se generan como G1 en lugar de como G0.
Permitir retracción rápida
Si esta opción está activada, las retracciones se realizan como movimientos rápidos (G0). Desactivar para forzar las retracciones a la velocidad de avance de salida.
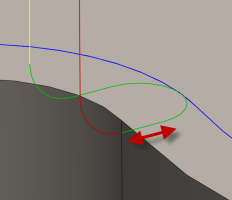
Distancia segura:
Distancia mínima entre la herramienta y las superficies de la pieza durante los movimientos de retracción. La distancia se mide después de aplicar el material a dejar, de modo que si se utiliza un valor de material a dejar negativo, deberán tomarse precauciones para garantizar que la distancia segura sea suficiente para evitar colisiones.
Distancia de suspensión máxima:
Especifica la distancia máxima permitida para los movimientos de suspensión.
Distancia de suspensión máxima de 1"
Distancia de suspensión máxima de 2"
Entrada
Active esta opción para generar una entrada.
Entrada
Radio de entrada guía:
Especifica el radio de movimientos de entrada.
Radio de entrada guía
Ángulo de barrido de entrada:
Especifica el barrido del arco de entrada.
Ángulo de barrido a 90 grados
Ángulo de barrido a 45 grados
Distancia de entrada lineal:
Especifica la longitud del movimiento de entrada lineal para el que debe activarse la compensación de radio en el controlador.
Distancia de entrada lineal
Perpendicular
Reemplaza las extensiones tangenciales de los arcos de entrada/salida por un movimiento perpendicular al arco.
Mostrado con entrada/salida perpendicular
Ejemplo: un taladro que se tiene arcos guía lo más grandes posible (cuanto mayor es el arco menor es el riesgo de marca de parada del seguidor), y donde una dirección lineal tangente no sea posible porque se extendería por el lado del taladro.
Radio de entrada guía vertical:
Radio del arco vertical que suaviza el movimiento de entrada a medida que avanza hasta la propia ruta de herramienta.
Radio de entrada guía vertical
Salida
Active esta opción para generar una salida.
Salida
Igual que la entrada
Especifica que la definición de salida debe ser idéntica a la definición de guía entrada.
Distancia de salida lineal:
Especifica la longitud del movimiento de salida lineal para el que debe desactivarse la compensación de radio en el controlador.
Distancia de salida lineal
Radio de salida guía:
Especifica el radio de los movimientos de salida.
Radio de salida guía
Radio de salida guía vertical:
Especifica el radio de salida vertical.
Radio de salida vertical
Ángulo de barrido de salida:
Especifica el barrido del arco de salida.
Ángulo de ascenso (grados):
Especifica el ángulo de ascenso máximo.
Posiciones de entrada
Botón de selección para elegir posiciones de entrada.