La Distribución de puntos ofrece opciones para controlar la distribución de puntos entre puntos de movimientos de corte consecutivos en una trayectoria.
Esta página contiene lo siguiente:
Distribución de puntos en salida controla la distribución de puntos a lo largo de los movimientos de corte de una trayectoria.
Tipo de salida — Seleccione el tipo de distribución de puntos a lo largo de los movimientos de corte.
-
Tolerancia y mantener arcos — Seleccione para eliminar automáticamente los puntos innecesarios a lo largo de los movimientos de corte al mismo tiempo que se mantiene la tolerancia.
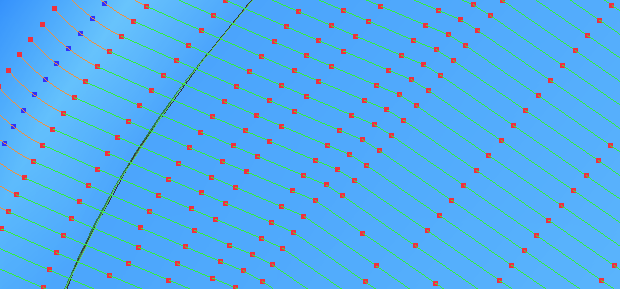
Los puntos no son equidistantes porque los innecesarios desaparecen. Los puntos azules indican los centros de arco. Los puntos rojos a los laterales de los azules son los extremos de arco.
- Tolerancia y sustituir arcos — Seleccione para sustituir los arcos por segmentos de línea recta y eliminar automáticamente los puntos innecesarios a lo largo de los movimientos de corte al mismo tiempo que se mantiene la tolerancia. Esta opción se parece a la de Tolerancia y mantener arcos, excepto en que se sustituyen todos los arcos por segmentos de línea recta (polilíneas). Es la más recomendable para las máquinas herramienta que no procesan bien los arcos.
-
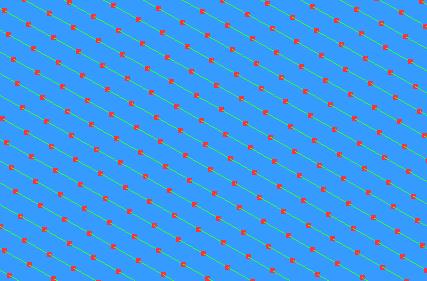
Redistribuir — Seleccione para permitir la inserción de puntos nuevos a lo largo de los movimientos de corte. Garantiza una distancia entre puntos constante; únicamente inserta puntos adicionales si son necesarios para mantener la tolerancia. Resulta especialmente útil cuando se seleccionan las opciones de Distancia de separación de puntos y Ángulo de separación de puntos. Es posible que Redistribuir aumente el tiempo de creación de trayectorias, pero reduce el tiempo en la máquina herramienta. Es la más recomendable para las máquinas herramienta que pueden procesar grandes números de puntos equidistantes.
-
Ajustar con arcos — Seleccione para producir movimientos de corte con arcos insertados siempre que se pueda. Esta opción es adecuada para máquinas herramienta que procesan bien los arcos, aunque solo está disponible para las trayectorias de 3 ejes. Adjunte la herramienta y ejecute la trayectoria para verlo con claridad.
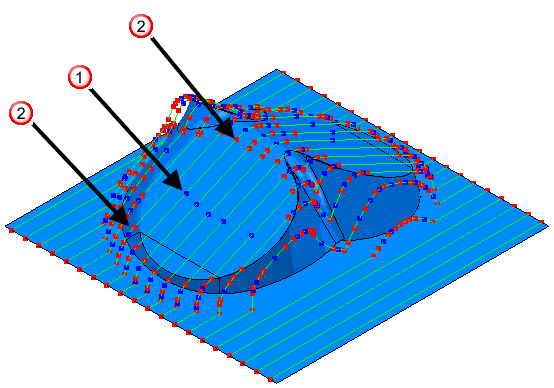
 Los puntos azules indican los centros de arco.
Los puntos azules indican los centros de arco.
 Los puntos finales de los arcos se indican con puntos rojos a ambos lados de un punto azul.
Los puntos finales de los arcos se indican con puntos rojos a ambos lados de un punto azul.
Factor de tolerancia — Introduzca un valor para determinar cuántos puntos se eliminan. Tiene que ser un valor entre 0 (elimina un número mínimo de puntos) y 1 (elimina un número máximo de puntos manteniendo la tolerancia, de forma que la trayectoria contenga el número mínimo de puntos).
Distancia de separación de puntos — Seleccione para limitar la distancia máxima entre puntos de movimientos de corte consecutivos.
- Distancia máxima — Introduzca la distancia máxima entre puntos de movimientos de corte consecutivos.
Ángulo de separación de puntos — Seleccione para limitar el cambio máximo del ángulo entre puntos de movimientos de corte consecutivos.
- Ángulo máximo — Introduzca el ángulo máximo entre puntos de movimientos de corte consecutivos. Resulta útil cuando se acerca a la posición de bloqueo de cardán de la máquina herramienta, en la que cambios de ángulo mínimos pueden provocar variaciones considerables en los ángulos acimut y de elevación. Para garantizar que no se excede el ángulo máximo, PowerMill añade puntos de trayectoria adicionales, lo que provoca la desaceleración de la máquina herramienta.
Un bloqueo del cardán es una configuración específica de una máquina herramienta multiejes que se da cuando el eje de herramienta se alinea con al menos un eje de rotación, debido a la posición de uno o más puntos de la trayectoria. Esta configuración conlleva movimientos no deseados porque, cuando está cerca del bloqueo del cardán, pequeños ajustes en el eje de herramienta pueden provocar grandes cambios en un eje de rotación.
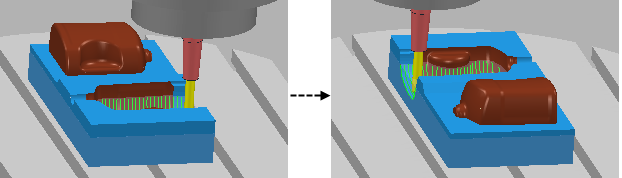
El gráfico siguiente representa el eje de rotación de una máquina herramienta mesa-mesa rotando (de manera no deseada) casi 180
 en un segundo. El motivo es que la máquina herramienta mecaniza un punto de la trayectoria en la parte inferior de la cavidad de la botella que coincide con el bloqueo del cardán de la máquina herramienta.
en un segundo. El motivo es que la máquina herramienta mecaniza un punto de la trayectoria en la parte inferior de la cavidad de la botella que coincide con el bloqueo del cardán de la máquina herramienta.
Configuración del eje de rotación — El campo de solo lectura muestra el sistema de coordenadas que utiliza PowerMill para redistribuir los puntos de la trayectoria si selecciona el Tipo de salida de Redistribuir. Para determinar el plano de trabajo con el que PowerMill va a funcionar, seleccione una opción de la configuración de los ejes de rotación en la página de Máquina herramienta del cuadro de diálogo de una estrategia.
Malla especifica el tamaño de la malla de triángulos con respecto a la tolerancia de mecanizando.
- Factor de malla — Introduzca un valor, entre 0 y 1, para variar la tolerancia de triangularización. Cuanto más pequeño sea el Factor de malla más fina es la malla, y consecuentemente más tiempo lleva calcular la trayectoria, aunque es más exacta.
- Limitar la longitud máxima del triángulo — Seleccione para limitar la longitud máxima de un triángulo.
- Máxima longitud del triángulo — Introduzca la longitud máxima de la hipotenusa del triángulo. Limitar la longitud máxima del triángulo reduce las facetas en las superficies ligeramente curvas. Pero aumenta el tiempo de mecanizado, porque se generan más triángulos. Por lo tanto, limite la longitud del triángulo solo donde las facetas causen problemas.