Utilice la página de Desbaste de mandrinado torneado para crear una trayectoria que rápidamente realice el mandrinado de una pieza torneada.
Ciclo — Seleccione entre:
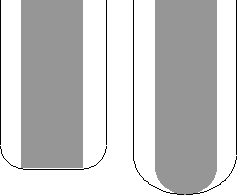
- Cilindrado — Este ciclo desbasta dentro de los límites definidos del material a una velocidad de avance paralela a la línea central de la pieza según el eje Z, descendiendo al mismo tiempo sobre el eje X. Si selecciona una dirección de corte Negativa, la herramienta mecaniza de derecha a izquierda. Si selecciona una dirección de corte Positiva, la herramienta mecaniza de izquierda a derecha.
- Cara — Este ciclo desbasta dentro de los límites definidos del material a una velocidad de avance perpendicular a la línea central de la pieza, avanzando al mismo tiempo hacia la cara de la pieza según la dirección negativa del eje Z. Si selecciona una dirección de corte Negativa, la herramienta mecaniza descendiendo sobre el eje X desde la parte superior hasta la línea central. Si selecciona una dirección de corte Positiva, la herramienta mecaniza ascendiendo sobre el eje X, desde la línea central hasta la parte superior.
- Cara posterior — Este ciclo desbasta dentro de los límites definidos del material a una velocidad de avance perpendicular a la línea central de la pieza, avanzando al mismo tiempo hacia la cara de la pieza según la dirección positiva del eje Z. Si selecciona una dirección de corte Negativa, la herramienta mecaniza descendiendo sobre el eje X desde la parte superior hasta la línea central. Si selecciona una dirección de corte Positiva, la herramienta mecaniza ascendiendo sobre el eje X, desde la línea central hasta la parte superior.
Estilo — Seleccione entre:
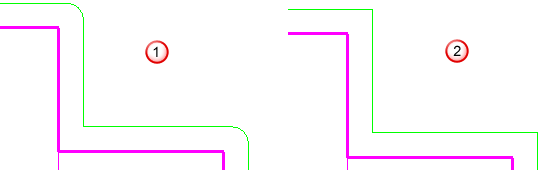
- Torneado — Cada pasada de desbaste se mecaniza en la misma dirección. En el acabado, la herramienta se desplaza por el contorno de la figura de derecha a izquierda y se retira de la pieza.
Desbaste
Cada pasada de desbaste se mecaniza en la misma dirección.
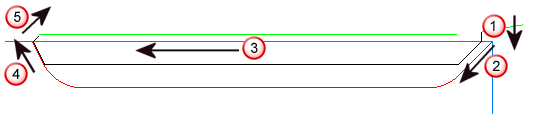
 Avance recto de descenso sobre la pieza. La distancia depende de la profundidad de corte.
Avance recto de descenso sobre la pieza. La distancia depende de la profundidad de corte. Mecanizado descendiendo sobre la pared a la derecha.
Mecanizado descendiendo sobre la pared a la derecha. Avance transversal recto.
Avance transversal recto. Avance ascendiendo sobre la pared a la izquierda.
Avance ascendiendo sobre la pared a la izquierda. Retirada de la pared, retracción transversal completa.
Retirada de la pared, retracción transversal completa.Acabado
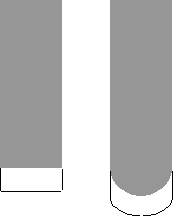
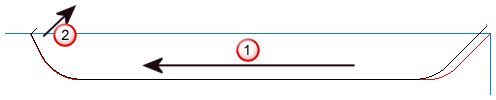 La herramienta traza el contorno de la figura de derecha a izquierda. La herramienta se retira de la pieza en función del ángulo y la distancia de salida.
La herramienta traza el contorno de la figura de derecha a izquierda. La herramienta se retira de la pieza en función del ángulo y la distancia de salida. - Bidireccional — El desbaste con herramientas de ranurado bidireccionales es bidireccional. El estilo de acabado bidireccional se realiza utilizando una estrategia única que se activa cuando se tiene una herramienta de ranurado que mecaniza en ambas direcciones.
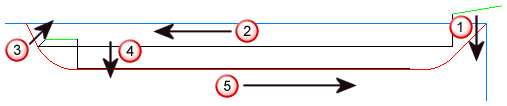 Avance recto de descenso sobre la pieza. La distancia depende de la profundidad de corte. Avance recto sobre Z. Retirada de la pared y un leve movimiento rápido hacia atrás en Z. Otro avance recto de descenso en función de la profundidad de corte. Avance recto en la dirección -Z.
Avance recto de descenso sobre la pieza. La distancia depende de la profundidad de corte. Avance recto sobre Z. Retirada de la pared y un leve movimiento rápido hacia atrás en Z. Otro avance recto de descenso en función de la profundidad de corte. Avance recto en la dirección -Z. - Plaquita redonda — Las trayectorias de acabado de herramientas de Plaquita redonda son iguales que las trayectorias de acabado de Torneado. Están diseñadas para facilitar que la herramienta entre en las formas de la ranura. Cuando se selecciona, la página de Plaquita redonda está disponible.
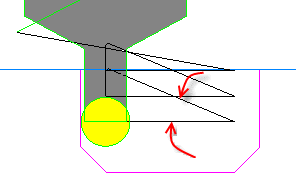
Las trayectorias de desbaste de herramientas redondas están diseñadas para facilitar que la herramienta entre en las formas de la ranura con un ángulo de inserción. Es imprescindible que se utilicen herramientas redondas y es necesario seleccionar las herramientas en este tipo de trayectoria.
Tolerancia — Introduzca un valor para determinar la exactitud con la que la trayectoria sigue a los contornos del modelo.
Debajo de la línea central — Seleccione esta opción para que la herramienta trabaje en el lado X negativo de la línea central de torneado.
Dirección de corte — Seleccione una opción para especificar la dirección de corte de la herramienta:
- Positiva — La herramienta corta en la dirección positiva del eje de corte, que depende del Ciclo seleccionado.
- Cilindrado — La herramienta corta en la dirección +Z.
- Cara — La herramienta corta en la dirección +X.
- Cara posterior — La herramienta corta en la dirección +X.
- Negativa — La herramienta corta en la dirección negativa del eje de corte, que depende del Ciclo seleccionado.
- Cilindrado — La herramienta corta en la dirección -Z.
- Cara — La herramienta corta en la dirección -X.
- Cara posterior — La herramienta corta en la dirección -X.
Espesor — Introduzca la cantidad de material a dejar en la pieza. Haga clic en el botón de Espesor  para que el recuadro de Espesor se divida en Espesor radial
para que el recuadro de Espesor se divida en Espesor radial  Espesor axial
Espesor axial  . Utilícelos para especificar valores independientes de Espesor radial y axial. Valores de Espesor radial y axial distintos son útiles para piezas ortogonales. Es posible utilizar un espesor independiente en piezas con paredes inclinadas, aunque es más difícil predecir los resultados.
. Utilícelos para especificar valores independientes de Espesor radial y axial. Valores de Espesor radial y axial distintos son útiles para piezas ortogonales. Es posible utilizar un espesor independiente en piezas con paredes inclinadas, aunque es más difícil predecir los resultados.
Espesor radial — Introduzca el desfase radial de la herramienta. En el mecanizando de 2,5 o 3 ejes, un valor positivo deja material en las paredes verticales.
Espesor axial — Introduzca el desfase de la herramienta, únicamente en la dirección del eje de herramienta. En el mecanizando de 2,5 o 3 ejes, un valor positivo deja material en las caras horizontales.
Profundidad de corte — Introduzca el incremento de un paso para cada pasada de desbaste. La interpretación de la Profundidad de corte depende de si la opción de Profundidad de corte constante está seleccionada o no.
Cuando la opción de Profundidad de corte constante no está seleccionada, el valor de Profundidad de corte configurado es la profundidad máxima de corte de la figura. Cuando la Profundidad de corte divide en partes iguales la profundidad de la figura, se utiliza el incremento. Cuando el resultado es una pasada final demasiado plana, se ajusta la Profundidad de corte para generar pasadas de desbaste uniformes. Por ejemplo, si con una figura de 0.5 mm de profundidad se utiliza una Profundidad de corte de 0.4, la figura se desbasta en dos pasadas de 0.25 mm de profundidad en vez de con una pasada de 0.4 mm y otra de 0.1.
Cuando la opción de Profundidad de corte constante está seleccionada, la figura se mecaniza con esta profundidad en cada pasada.
- Máximo — Introduzca la profundidad de corte máxima.
- Profundidad de corte constante — Consulte Profundidad de corte.
Pasada de perfilado — Seleccione una opción para especificar si las pasadas de pared se insertan en la trayectoria.
Este atributo se aplica a las estrategias de desbaste de torneado y mandrinado. Seleccione:
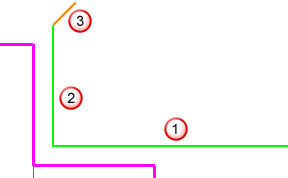
- Siempre para realizar los tres movimientos de una pasada de desbaste típica:
- Movimiento en línea a través de la pieza .
- Movimiento ascendente por la pared para eliminar festones .
- Retirada de la pieza con un ángulo .
- Movimiento en línea a través de la pieza
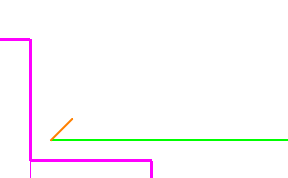
- Omitir todo para omitir el segundo movimiento. Seleccione esta opción cuando se utiliza una herramienta que no corta bien hacia arriba. Por ejemplo:
- Saltar el número para indicar el número de pasadas que se omiten. Por ejemplo, si selecciona 1, se omitirá el movimiento de pared de la primera pasada de desbaste, pero no el de las siguientes. Esta opción solo está disponible para las estrategias de mandrinado.
Desbarbado — Seleccione para insertar automáticamente movimientos en arco en las esquinas exteriores.
— Desbarbado activado.
— Desbarbado desactivado.
Los efectos del desbarbado son:
- Se reducen los movimientos innecesarios de la máquina al mínimo; no obstante, es posible que el programa de pieza posprocesado utilice un número algo mayor de bloques.
- Se eliminan las rebabas, pero por lo demás la pieza tiene la misma forma y dimensiones que la curva de la figura, ya que el radio del arco insertado es igual al de la herramienta esférica.
- El movimiento de la máquina es más fluido.
Contrasalidas — Seleccione una opción para especificar cómo la trayectoria de herramienta tiene en cuenta las contrasalidas.