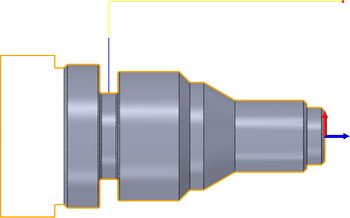
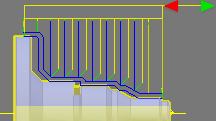
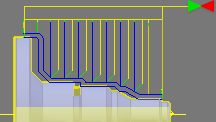
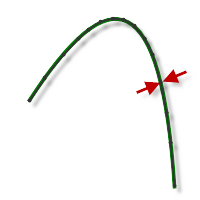
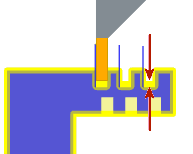
La stratégie Rainurage simple permet d'effectuer un rainurage uniquement à des emplacements sélectionnés. Cela permet de créer une rainure d'une largeur identique à celle de l'insert. Cette stratégie s'avère idéale pour la création d'une rainure de dégagement derrière le filetage.
|
Mode d'accès : |
Ruban :
onglet CAM  groupe de fonctions Tournage
Rainurage simple
groupe de fonctions Tournage
Rainurage simple

|
 Paramètres de l'onglet Outil
Paramètres de l'onglet Outil
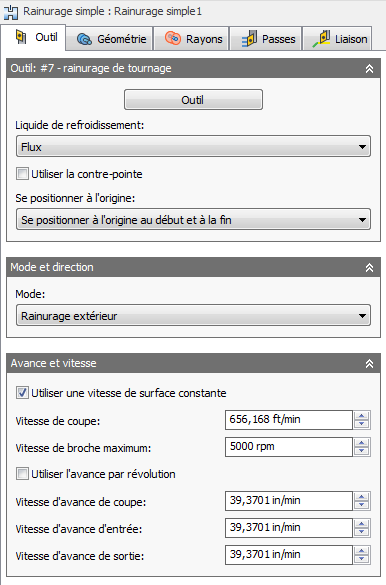
Outil
Sélectionnez un outil de rainurage ou de joint (coupe) dans la bibliothèque, ou créez un outil de rainurage.
lubrifiant
Sélectionnez le type de liquide de refroidissement à utiliser avec l'outil. Les options de sortie varient en fonction des fonctionnalités de la machine et de la configuration de son post-processeur.
Utiliser la contre-pointe
Vous pouvez utiliser une contre-pointe pour supporter l'extrémité ouverte de la pièce de travail. Cette fonction est particulièrement utile lorsque la pièce en question est relativement longue et fine, ou volumineuse et lourde. Si vous n'utilisez pas de contre-pointe, la pièce de travail risque de se plier lors de la coupe, ce qui aboutira à une finition de surface de mauvaise qualité (broutage) et donnera lieu à des inexactitudes.
Pour que cette option soit prise en compte, votre machine doit être équipée d'une contre-pointe programmable et votre post-processeur doit être configuré de manière à écrire le code propre à cette dernière. Une fois configuré, le post-processeur génère le code approprié pour étendre la contre-pointe vers l'avant au début de l'opération et la rétracter vers l'arrière à l'issue de l'opération.
Aller au début
La position d'origine est un point de rétraction en Z, par rapport au système d'axes de travail (WCS) défini. Ce dernier est spécifié dans l'onglet Configuration de la boîte de dialogue du même nom.
Vous pouvez forcer l'outil à se déplacer vers la position d'origine avant de commencer l'opération ou une fois l'opération terminée. L'outil se retirera toujours du brut sur l'axe X jusqu'à atteindre la hauteur de dégagement, puis se placera au niveau de la position d'origine sur l'axe Z. Si vous utilisez le même outil pour plusieurs opérations d'affilée, vous pouvez vous servir de ces options pour réduire les mouvements superflus et empêcher l'outil de revenir à la position d'origine.
| Ne pas se positionner à l'origine
L'outil commence au niveau de la hauteur de dégagement au-dessus de la première position de coupe. Une fois que vous avez terminé, l'outil doit rester au-dessus du dernier déplacement, au niveau de la hauteur de dégagement. |
 |
| Se positionner à l'origine au début
L'outil démarre à l'intersection entre la hauteur de dégagement et la position d'origine. Une fois que vous avez terminé, l'outil doit rester au-dessus du dernier déplacement, au niveau de la hauteur de dégagement. |
 |
| Se positionner à l'origine à la fin
L'outil commence au niveau de la hauteur de dégagement au-dessus de la première position de coupe. Lorsque vous avez terminé, l'outil revient à l'intersection entre la hauteur de dégagement et la position d'origine. |
 |
| Se positionner à l'origine au début et à la fin
L'outil démarre et s'arrête à l'intersection entre la hauteur de dégagement et la position d'origine. |
 |
Mode de tournage
Ce paramètre détermine si l'outil procède à l'usinage du diamètre extérieur (DE) vers le trait d'axe, ou du trait d'axe vers un diamètre intérieur (DI). Il contrôle également la direction des mouvements d'approche et de rétraction.
| Rainurage extérieur
L'outil s'approche/se rétracte par rapport à l'extérieur du brut et procède à un usinage radial. |
|
| Rainurage intérieur
L'outil s'approche/se rétracte par rapport au trait d'axe et procède à un usinage radial. |
|
Utiliser une vitesse de coupe constante
Permet d'ajuster automatiquement la vitesse de broche de manière à maintenir une vitesse de coupe constante lorsque le diamètre de coupe change entre l'outil et la pièce de travail. Sur la plupart des machines, la commande G96 est utilisée pour définir une vitesse de coupe constante (CSS).
Vitesse de coupe
Il s'agit de la vitesse de coupe exprimée en tant que vitesse de l'outil sur la surface de la pièce. Elle est exprimée en pi/min ou m/min selon la façon dont le paramètre Unités est défini.
Vitesse de broche
Vitesse de rotation de la broche.
Vitesse de broche maximum
Indique la vitesse de broche maximum autorisée lorsque vous utilisez une vitesse de coupe constante (CSS).
Utiliser l'avance par révolution
Activez cette option pour passer de la distance par rapport au temps (en po/min ou mm/min) à l'avance par révolution (en pouces par révolution ou millimètres par révolution). Ce type de vitesse d'avance crée une charge de copeaux constante, quelle que soit la vitesse de la broche (en tr/min).
Vitesse d'avance de coupe
Avance utilisée dans les mouvements de l'outil. La saisie est basée sur le paramètre Utiliser l'avance par révolution et les unités définies.
Vitesse d'avance d'entrée
Avance utilisée lors de la progression dans un mouvement de l'outil. La saisie est basée sur le paramètre Utiliser l'avance par révolution et les unités définies.
Vitesse d'avance de sortie
Avance utilisée lors de la sortie d'un mouvement de l'outil. La saisie est basée sur le paramètre Utiliser l'avance par révolution et les unités définies.
 Paramètres de l'onglet Géométrie
Paramètres de l'onglet Géométrie
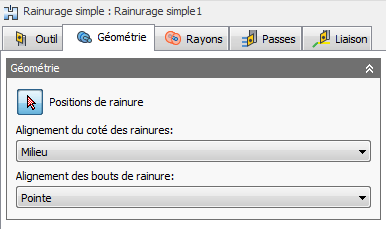
Alignement latéral des rainures
Détermine la manière dont la coupe est référencée par rapport à la géométrie/arête sélectionnée.
Géométrie sélectionnée en relation avec l'avant de l'insert
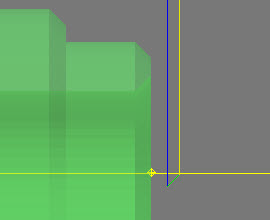
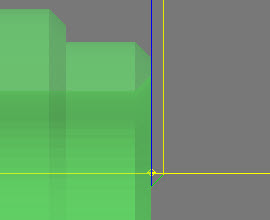
- Arrière : positionne l'arrière de l'insert par rapport à la géométrie de rainure sélectionnée.
- Milieu : centre l'outil sur la géométrie de rainure sélectionnée.
- Avant : positionne l'avant de l'insert par rapport à la géométrie de rainure sélectionnée (voir l'illustration ci-dessus).
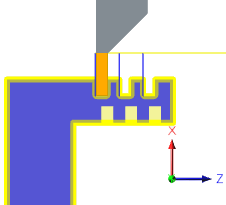
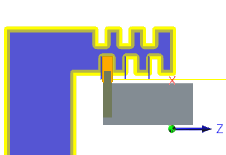
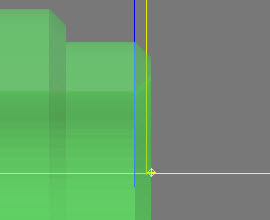
Alignement des extrémités des rainures
-
Extrusion : la pointe d'outil s'étend au-delà de la distance radiale sélectionnée dans la direction radiale négative pour le rainurage extérieur et dans la direction radiale positive pour le rainurage intérieur.
Important : Le choix entre le rainurage intérieur et extérieur s'affiche dans l'onglet Outil, et non dans l'onglet Géométrie.
- Conseil : La pointe d'outil s'arrête à la distance radiale sélectionnée.
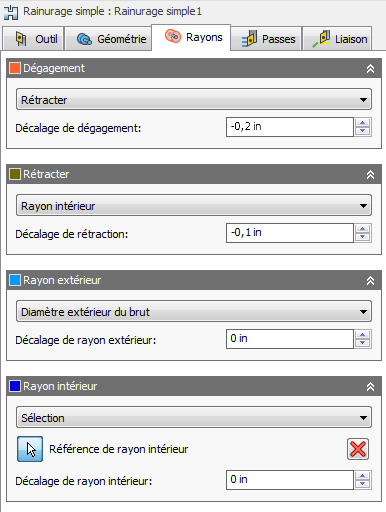
 Paramètres de l'onglet Rayons
Paramètres de l'onglet Rayons

|
|
|
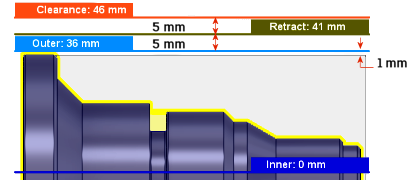
Options de rayons pour le tournage extérieur. |
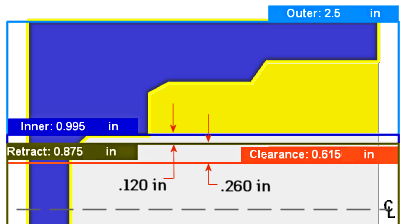
Options de rayons pour le tournage intérieur. |
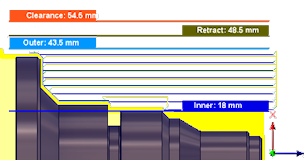
L'onglet Rayons permet de définir une zone de limitation radiale pour l'usinage. La boîte de dialogue change selon que le paramètre Mode de tournage (onglet Outil) est défini sur Rainurage extérieur ou Rainurage intérieur. Ces paramètres sont codés en couleur afin de faciliter leur identification.
|
|
Ordre pour le tournage extérieur |
Ordre pour le tournage intérieur |
Dégagement
Indiqués en orange, ces paramètres définissent le rayon jusqu'auquel l'outil accélère au début et à la fin de la trajectoire d'outil. Pour l'usinage du diamètre extérieur, cette position se trouve à l'extérieur de la pièce. Pour l'usinage du diamètre intérieur, cette position est définie à partir d'un alésage ou d'un tube interne. L'outil s'approche et se rétracte au niveau de cette position.
Affiché en orange, le paramètre "De" définit la position de référence du rayon de dégagement. La référence peut être définie en fonction du brut, du modèle, d'un rayon ou d'un diamètre spécifique, ou de l'une des autres positions radiales. Vous pouvez déplacer cette position de référence selon une valeur de décalage positive ou négative.
- Rétracter : définit le rayon de dégagement par rapport à la position de rétraction.
- Diamètre extérieur du brut : définit le rayon de dégagement par rapport au diamètre extérieur du brut défini.
- Diamètre extérieur du modèle : définit le rayon de dégagement par rapport au diamètre extérieur du modèle défini.
- Rayon extérieur : définit le rayon de dégagement par rapport à la position du rayon extérieur. Le rayon de dégagement doit être supérieur au rayon extérieur. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Rayon intérieur : définit le rayon de dégagement par rapport à la position du rayon intérieur. Le rayon de dégagement doit être supérieur au rayon intérieur. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du modèle : définit le rayon de dégagement en fonction du diamètre intérieur du modèle, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du brut : définit le rayon de dégagement en fonction du diamètre intérieur du brut, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Sélection : sélectionnez une face, un sommet ou un point sur le modèle pour définir le rayon de dégagement. Utilisez le paramètre Décalage pour effectuer un ajustement positif ou négatif en fonction de vos besoins.
- Rayon : cette option vous permet d'entrer une valeur de rayon dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
- Diamètre : cette option vous permet d'entrer une valeur de diamètre dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
Décalage
Utilisez ce décalage afin de déplacer la position par rapport au point de référence sélectionné ci-dessus. Vous pouvez effectuer un ajustement positif ou négatif en fonction de vos besoins.
|
|
|
Pour le tournage extérieur |
Pour le tournage intérieur |
Retrait
Affiché en vert foncé, ce paramètre contrôle la position de l'outil au-dessus de la surface que vous prévoyez d'usiner. Il s'agit du rayon auquel il se rétracte entre deux coupes.
Affiché en vert foncé, le paramètre "De" définit la position de référence de la rétraction. La référence peut être définie en fonction du brut, du modèle, d'un rayon ou d'un diamètre spécifique, ou de l'une des autres positions radiales. Vous pouvez déplacer cette position de référence selon une valeur de décalage positive ou négative.
- Dégagement : définit le rayon de rétraction par rapport à la position de dégagement.
- Diamètre extérieur du brut : définit le rayon de dégagement par rapport au diamètre extérieur du brut défini.
- Diamètre extérieur du modèle : définit le rayon de dégagement par rapport au diamètre extérieur du modèle défini.
- Rayon extérieur : définit le rayon de dégagement par rapport à la position du rayon extérieur. Le rayon de dégagement doit être supérieur au rayon extérieur. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Rayon intérieur : définit le rayon de dégagement par rapport à la position du rayon intérieur. Le rayon de dégagement doit être supérieur au rayon intérieur. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du modèle : définit le rayon de dégagement en fonction du diamètre intérieur du modèle, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du brut : définit le rayon de dégagement en fonction du diamètre intérieur du brut, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Sélection : sélectionnez une face, un sommet ou un point sur le modèle pour définir le rayon de dégagement. Utilisez le paramètre Décalage pour effectuer un ajustement positif ou négatif en fonction de vos besoins.
- Rayon : cette option vous permet d'entrer une valeur de rayon dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
- Diamètre : cette option vous permet d'entrer une valeur de diamètre dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
Décalage
Fonction identique à celle du paramètre Décalage de dégagement, indiqué plus haut.
Rayon extérieur
Affiché en bleu clair, ce paramètre définit la plus grande limite radiale de la zone de coupe. Pour l'usinage extérieur (diamètre extérieur), le rayon extérieur définit la surface extérieure du brut que vous prévoyez d'usiner. Pour l'usinage intérieur (diamètre intérieur), le rayon extérieur contrôle la profondeur maximale de la zone de coupe.
|
|
|
Pour le tournage extérieur |
Pour le tournage intérieur |
Affiché en bleu clair, le paramètre "De" définit la position de référence du rayon extérieur. La référence peut être définie en fonction du brut, du modèle, d'un rayon ou d'un diamètre spécifique, ou de l'une des autres positions radiales. Vous pouvez déplacer cette position de référence selon une valeur de décalage positive ou négative.
- Dégagement : définit le rayon de rétraction par rapport à la position de dégagement.
- Rétracter : définit le rayon de dégagement par rapport à la position de rétraction.
- Diamètre extérieur du brut : définit le rayon de dégagement par rapport au diamètre extérieur du brut défini.
- Diamètre extérieur du modèle : définit le rayon de dégagement par rapport au diamètre extérieur du modèle défini.
- Rayon intérieur : définit le rayon de dégagement par rapport à la position du rayon intérieur. Le rayon de dégagement doit être supérieur au rayon intérieur. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du modèle : définit le rayon de dégagement en fonction du diamètre intérieur du modèle, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Diamètre intérieur du brut : définit le rayon de dégagement en fonction du diamètre intérieur du brut, tel qu'il est spécifié dans la configuration. Utilisez le paramètre Décalage pour effectuer des ajustements en fonction de vos besoins.
- Sélection : sélectionnez une face, un sommet ou un point sur le modèle pour définir le rayon de dégagement. Utilisez le paramètre Décalage pour effectuer un ajustement positif ou négatif en fonction de vos besoins.
- Rayon : cette option vous permet d'entrer une valeur de rayon dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
- Diamètre : cette option vous permet d'entrer une valeur de diamètre dans le champ Décalage. Cette dernière est définie en fonction du trait d'axe de la pièce et ne reconnaît aucune modification associative apportée au modèle.
Décalage
Fonction identique à celle du paramètre Décalage de dégagement, indiqué plus haut.
Rayon intérieur
Affiché en bleu foncé, ce paramètre définit la plus petite limite radiale de la zone de coupe. Pour l'usinage extérieur (diamètre extérieur), le rayon intérieur contrôle la profondeur maximale de la zone de coupe. Pour l'usinage intérieur (diamètre intérieur), le rayon intérieur définit la surface intérieure du brut que vous prévoyez d'usiner.
|
|
|
|
Pour le tournage extérieur |
Pour le tournage intérieur |
Affiché en bleu foncé, le paramètre "De" définit la position de référence du rayon intérieur. La référence peut être définie en fonction du brut, du modèle, d'un rayon ou d'un diamètre spécifique, ou de l'une des autres positions radiales. Vous pouvez déplacer cette position de référence selon une valeur de décalage positive ou négative.
Identique aux options "De" du rayon extérieur indiquées plus haut.
Décalage
Fonction identique à celle du paramètre Décalage de dégagement, indiqué plus haut.
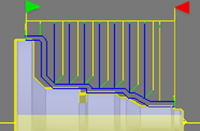
 Paramètres de l'onglet Passes
Paramètres de l'onglet Passes
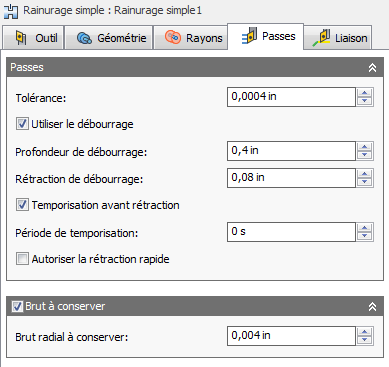
Tolérance
Egalement appelée tolérance d'ouverture, elle concerne la génération d'une trajectoire d'outil et la triangulation géométrique. Les éventuelles tolérances de filtrage supplémentaires, telles que Lissage, doivent être ajoutées à cette tolérance pour obtenir la tolérance totale de la coupe.
 |
 |
|
Tolérance large de 0,100 |
Tolérance stricte de 0,001 |
Le mouvement de la machine CNC est contrôlé à l'aide d'une commande de ligne G1, et de commandes d'arc G2 et G3. Pour s'adapter à ce comportement, Autodesk HSM calcule de manière approximative les trajectoires d'outil de spline et de surface en leur appliquant une linéarité. De nombreux segments de ligne courts destinés à représenter approximativement la forme souhaitée sont ainsi créés. La précision de l'adéquation entre la trajectoire d'outil et la forme souhaitée dépend largement du nombre de lignes utilisé. En effet, plus le nombre de lignes est important, plus la trajectoire d'outil s'approche de la forme nominale de la spline ou de la surface.
Phénomène du "data starving"
Une tolérance plus stricte permet d'obtenir une trajectoire plus précise avec des segments de ligne plus petits. Il peut s'avérer tentant d'avoir systématiquement recours à des valeurs de tolérance très strictes, mais cela s'accompagne toutefois de certains inconvénients : accroissement de la durée de calcul de la trajectoire d'outil, augmentation de la taille des fichiers de code G et mouvements linéaires très courts. Chaque aspect peut poser problème en fonction de la situation. Autodesk HSM effectue rapidement les calculs depuis n'importe quel ordinateur ou presque. Mais si vous disposez d'un ancien contrôle NC à mémoire limitée et d'une machine disposant de guides d'axes plus lents, le mouvement de la trajectoire d'outil peut sembler instable. Ce phénomène est connu sous le nom "data starving" (surcharge de données). Cette tolérance, ainsi que le lissage, peuvent réduire la taille de votre programme et améliorer les performances de vos machines.
Ce phénomène se produit lorsque la commande, submergée par la profusion de données à traiter, ne parvient plus à suivre. Les commandes CNC peuvent uniquement traiter un nombre fini de lignes de code (blocs) par seconde. Cela peut représenter à peine 40 blocs/seconde sur les anciennes machines et 1 000 blocs/seconde ou plus sur une machine plus récente. Il arrive que les mouvements de ligne courts et les avances importantes forcent la vitesse de traitement au-delà des capacités de gestion de la commande. Lorsque cela se produit, la machine doit marquer une pause après chaque mouvement et attendre l'émission de la commande servo suivante.
Utiliser le débourrage
Permet à l'outil d'utiliser plusieurs pas, car la coupe s'effectue sur toute la profondeur. Cette opération permet de réduire la charge de l'outil et la chaleur générée à la suite d'une coupe continue. Les copeaux qui se dégagent de l'outil peuvent également être brisés.
Profondeur de débourrage
Indique la quantité de coupe pour la profondeur de débourrage.
Rétraction de débourrage
Indique la distance de rétraction entre les débourrages.
Temporisation avant rétraction
Activez cette option pour créer une temporisation avant que l'outil se rétracte de la coupe. Une temporisation courte permet à l'outil de nettoyer la surface finale.
Autoriser la rétraction rapide
Activez cette option pour effectuer une rétraction à la vitesse rapide de la machine.
Surépaisseur
| Surépaisseur positive
Quantité de brut restant une fois l'opération terminée. Celui-ci peut être supprimé à l'aide d'opérations d'ébauche ou de finition ultérieures. Il reste souvent une petite quantité de matière après une opération d'ébauche. |
 |
| Aucune surépaisseur
Enlève l'excédent de matière jusqu'à la géométrie sélectionnée. |
 |
| Surépaisseur négative
Enlève la matière au-delà de la limite ou de la surface de la pièce. |
 |
Brut radial à conserver (diamètre extérieur/diamètre intérieur)
Le paramètre Brut radial à conserver détermine la quantité de matière à conserver dans la direction radiale (diamètre extérieur ou intérieur). Lorsqu'une valeur de brut radial à conserver positive est définie, une certaine quantité de matière est laissée sur le diamètre extérieur ou intérieur de la pièce. S'il s'agit de quantités négatives, l'outil effectue les coupes plus profondément dans le modèle.
Surépaisseur radiale
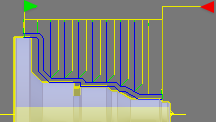
 Paramètres de l'onglet Liaison entre passes
Paramètres de l'onglet Liaison entre passes
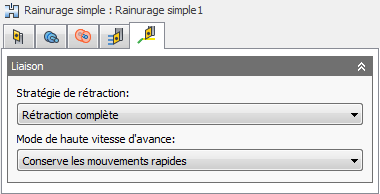
Règle de rétraction
Indique comment l'outil doit se retirer vers le diamètre de dégagement après chaque passe de coupe ou simplement se retirer à une courte distance de la tâche. La distance est déterminée par la valeur Distance de sécurité.
-
Rétraction totale : permet de rétracter entièrement l'outil selon la valeur du paramètre Hauteur de rétraction à la fin de la passe, avant de le positionner au-dessus du début de la passe suivante.
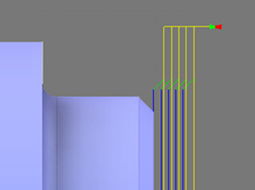
Rétraction complète
-
Rétraction minimum : permet d'atteindre directement la hauteur minimale à laquelle l'outil usine la pièce de travail, plus toute distance de sécurité spécifiée.
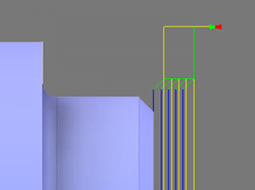
Rétraction minimum
Mode de haute vitesse d'avance
Indique les situations dans lesquelles les mouvements rapides doivent être convertis en mouvements réellement rapides (G0) et quand ils doivent être convertis en mouvements UGV (G1).
- Conserve les mouvements rapides : tous les mouvements rapides sont conservés.
- Conserve les mouvements rapides axiaux et radiaux : les mouvements rapides strictement horizontaux (radiaux) ou verticaux (axiaux) sont traduits en mouvements réellement rapides.
- Conserve les mouvements rapides axiaux : seuls les mouvements rapides verticaux sont conservés.
- Conserve les mouvements rapides radiaux : seuls les mouvements rapides horizontaux sont conservés.
- Conserve les mouvements rapides sur un seul axe : seuls les mouvements rapides effectués sur un axe (X, Y ou Z) sont conservés.
- Toujours utiliser UGV : génère des mouvements rapides lorsque G01 (mouvement à haute vitesse) se déplace à la place de mouvements rapides (G0).
Ce paramètre est généralement défini pour éviter les collisions lors des mouvements rapides sur les machines qui effectuent des mouvements de type "déviation" en ces endroits.
Haute vitesse d'avance
Avance à utiliser pour les mouvements rapides traduits en mouvements G1 plutôt que G0.