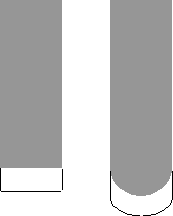
Usare la pagina Fresatura feature filetto esterno per creare un filetto esterno.
Tipo profondità — Selezionare come determinare la profondità massima della filettatura.
- Feature — Il filetto inizia alla base della sporgenza. Questo disattiva il campo Profondità mentre PowerMill calcola questo valore.
- Definita dall'utente — Il filetto inizia alla distanza sotto alla parte superiore della sporgenza. Inserire questa distanza nel campo Profondità.
Profondità — Inserire la profondità massima del filetto. Questa opzione è disponibile solo se si seleziona un Tipo profondità Definito dall'utente. Se si seleziona un Tipo profondità Feature, PowerMill calcola questo valore.
Distanza di sicurezza — Inserire la distanza al di sopra della parte superiore della sporgenza. Come impostazione predefinita, questa è uguale a Inizio Z incrementale.
Giri — Inserire il numero di rotazioni dell'utensile di fresatura filetto. Sporgenze alte possono richiedere più di una rotazione.
Passo — Inserire la distanza dalla gola di un filetto alla successiva.
Tolleranza — Inserire il valore di tolleranza per determinare la precisione con cui il percorso utensile segue la sporgenza.
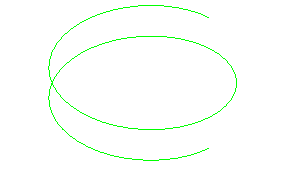
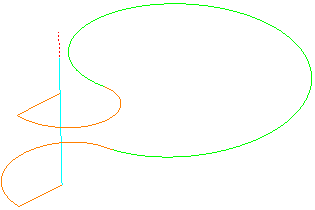
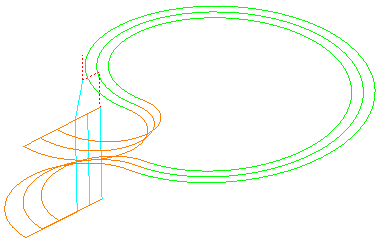
Numero di posizione iniziale — Inserire un valore per creare percorsi utensile identici che sono ruotati rispetto all'asse utensile ed equidistanti. Questo permette di creare filetti intrecciati.
Percorso utensile con una posizione di partenza:
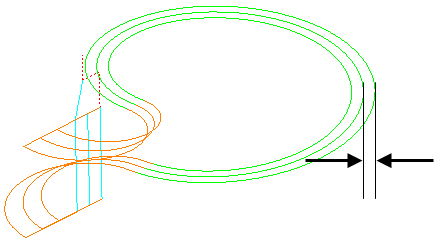
Percorso utensile con tre posizioni di partenza:
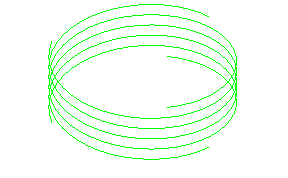
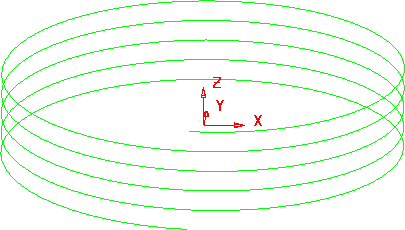
Passate radiali — Inserire il numero di percorsi utensile elicoidali spaziati radialmente.
Una passata:
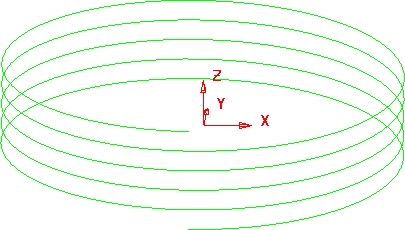
Tre passate:
Passo laterale — Inserire la distanza tra passate successive.
Direzione di taglio — Selezionare la tecnologia di fresatura. La combinazione tra Direzione di taglio e Mano determina la direzione di taglio.
|
Filetto destrorso |
Filetto sinistrorso |
|
|
Concorde |
In senso orario, verso il basso |
In senso orario, verso l'alto |
|
Discorde |
In senso antiorario, verso l'alto |
In senso antiorario, verso il basso |
Mano — Selezionare la direzione di rotazione del filetto mentre si muove nella direzione positiva Z.
- Left— Crea un percorso utensile elicoidale che ruota in senso orario nella direzione Z positiva.
- Destro — Crea un percorso utensile elicoidale che ruota in senso antiorario nella direzione Z positiva.
Sovrametallo — Inserire la quantità di materiale da lasciare sulla parte. Fare clic sul pulsante Sovrametallo  per separare la casella Sovrametallo in Sovrametallo radiale
per separare la casella Sovrametallo in Sovrametallo radiale  Sovrametallo assiale
Sovrametallo assiale  . Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
. Utilizzare per specificare valori distinti di Sovrametallo radiale e Sovrametallo assiale come valori indipendenti. I valori distinti di Sovrametallo radiale e Sovrametallo assiale sono utili per le parti ortogonali. È possibile utilizzare sovrametallo indipendente su parti con pareti inclinate, sebbene sia più difficile predirne i risultati.
Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali.