ねじ切り加工法は、外径、内径、円筒形および円錐形ねじ切りの旋盤に使用されます。CNC 制御機では、主軸と送りの同期に組み込みで対応している必要があります。
|
アクセス: |
リボン:
[CAM]タブ  [旋盤]パネル
[ねじ切り]
[旋盤]パネル
[ねじ切り]

|
 [工具]タブの設定
[工具]タブの設定
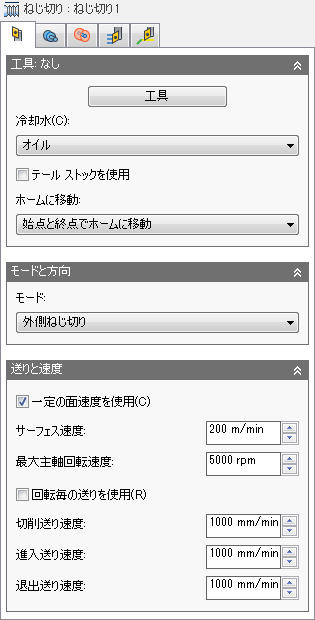
冷媒
この工具で使用される冷媒の種類を選択します。出力オプションは、加工機械の性能およびポストプロセッサの設定によって異なります。
テールストックを使用
テールストックは、ワークピースの開いた終端のサポートに使用することができます。これは、ワークピースが比較的長くて細いか、大きくて重い場合に特に便利です。テールストックを使用しないと、ワークピースの切削中に曲がり、表面仕上げの品質低下(チャタリング)、および不正確さの原因になります。
このオプションを有効にするには、ご使用の加工機械にプログラミング可能なテールストックが必要で、加工機械で必要なコードを記述できるようにポスト プロセッサを設定する必要があります。設定が完了すると、ポストは、テールストック前方を操作の最初まで拡張し、さらにテールストック後方を操作の終了地点まで退避するように適切なコードを出力します。
ホーム ビューに移動
ホーム ポジションは、定義された作業座標系(WCS)を基準に Z 上のポイントまで退避されます。WCS は、[設定]タブの[設定]ダイアログ ボックスで定義されます。
操作の開始前または操作の終了後に、工具を強制的にホーム ポジションに移動することができます。工具は、クリアランスの高さに到達するまで常に X 軸でストックから引き出され、次に Z でホーム ポジションへ移動します。複数の操作で同じ工具を続けて使用する場合は、これらのオプションを使用して工具がホーム ポジションに戻らないように維持し、不要な動作を軽減することができます。
| ホームに移動しない
工具は、最初の切削位置のクリアランスの高さから開始します。終了すると、工具はクリアランスの高さで最後の移動の上に残ります。 |
 |
| 始点でホームに移動
工具は、クリアランスの高さとホーム ポジションの交点で開始されます。終了すると、工具はクリアランスの高さで最後の移動の上に残ります。 |
 |
| 終点でホームに移動
工具は、最初の切削位置のクリアランスの高さから開始します。終了すると、工具はクリアランスの高さとホーム ポジションの交点に戻ります。 |
 |
| 始点と終点でホームに移動
工具は、クリアランスの高さとホーム ポジションの交点で開始および終了します。 |
 |
旋盤モード
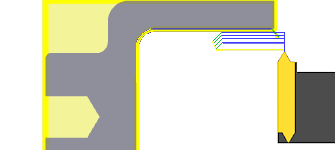
| 外側ねじ切り
工具は、ストックの外側から進入するか、外側に退避し、主軸(軸方向)に沿って加工します。 |

|
| 内側ねじ切り
工具は、中心線から進入するか、中心線に退避し、軸方向に加工します。 |
|
一定の面速度を使用
有効にすると、切削直径の変更時に工具とワークピースの間で一定の面速度を維持するように主軸回転速度を自動的に調整することができます。一定の面速度(CSS)は、ほとんどの機械では G96 を使用して指定します。
サーフェス速度
切削速度は、パーツのサーフェス上の工具の速度として表されます。フィート/分またはメートル/分で、現在の[単位]の設定に基づいて表されます。
主軸回転速度
スピンドルの回転速度を指定します。
最大主軸回転速度
一定の面速度(CSS)を使用する場合の最大主軸回転速度を指定します。
回転ごとの送りを使用
時間の経過に伴う距離(インチ/分またはミリ/分)から、回転ごとの送りを使用(IPR または MMPR)に切り替えることを可能にします。このタイプの送り速度は、スピンドル RPM にかかわらず一定のチップ ロードを作成します。
切削送り速度
切削動作に使用される送りです。入力は、回転ごとの送りを使用の設定と、現在の[単位]に基づきます。
進入送り速度
切削動作への進入時に使用される送りです。入力は、回転ごとの送りを使用の設定と、現在の[単位]に基づきます。
退出送り速度
移動切断から先頭の場合に使用します。入力は、回転ごとの送りを使用の設定と、現在の[単位]に基づきます。
 [図形]タブの設定
[図形]タブの設定
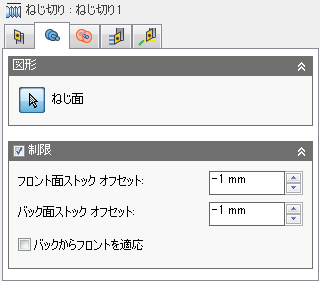
ねじ面
ねじを作成する面を選択するボタンです。
制限
[制限]ボタンを使用して制限境界を選択することで、ツールパスを特定の領域内に収めることが可能です。制限領域は、エッジ、サーフェス、スケッチ点の組み合わせで定義できます。
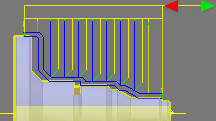
フロント面ストック オフセット
モデルのフロントサイドを越えた機械までの距離を指定します。正の場合、開始位置を延長します。負の場合、開始位置は短かくなりますが、実際にはパーツの遠い位置から開始することができます。
| ゼロのフロント面オフセット
ストックのエッジからツールパスを開始します。 |
|
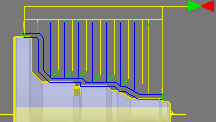
| 正のフロント面オフセット
切削領域から離れた位置でツールパスを開始します。 |

|
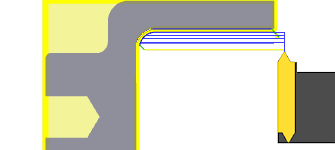
バック面ストック オフセット
モデルのバック面を越えて加工する距離を指定します。正の場合、切削の端点の位置が延長されます。負の場合、切削の端点での合計ねじ切り距離が短くなります。
| ゼロのバック面オフセット
切削領域の端点でツールパスを終了します。 |
|
| 負のバック面オフセット
ツールパスを終了して、切削領域を短くします。 |
|
バックからフロントを適応
ストックのバック面オフセットをフロント側から適用します。
 [半径]タブの設定
[半径]タブの設定
[半径]タブでは、加工向けの半径領域を設定できます。これらのパラメータは、識別しやすいように色付けされています。
|
半径制限のための順序。 |
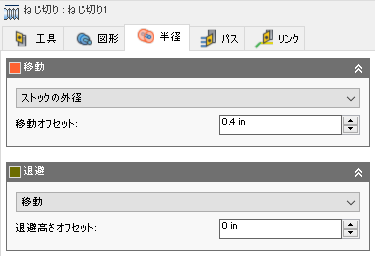
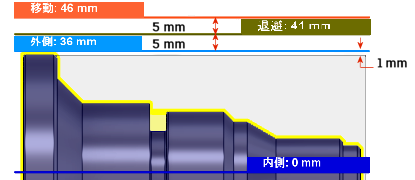
移動
オレンジ色で表示され、ツールパスの始点から終点で工具が早送りする半径をコントロールします。工具はこの位置から進入および退避します。
オレンジ色で表示され、「開始点」が移動半径の参照位置を設定します。参照は、ストック、モデル、指定した半径、直径、またはその他の半径方向の位置に関連付けることができます。この参照位置は、正または負のオフセット値で移動することができます。
- 退避: 退避位置を基準にして移動半径を設定します。
- ストックの外径: 定義されたストックの外径を基準にして移動半径を設定します。
- モデルの外径: 定義されたモデルの外径を基準にして移動半径を設定します。
- 外側半径: 外側半径の位置を基準にして移動半径を設定します。移動半径は外側半径より大きくする必要があります。オフセット パラメータを使用すると必要に応じて調整できます。
- 内側半径: 内側半径の位置を基準にして移動半径を設定します。移動半径は内側半径より大きくする必要があります。オフセット パラメータを使用すると必要に応じて調整できます。
- モデルの内径: セットアップで定義されているように、モデルの内径を基準にして移動半径を設定します。オフセット パラメータを使用すると必要に応じて調整できます。
- ストックの内径: セットアップで定義されているように、ストックの内径を基準にして移動半径を設定します。オフセット パラメータを使用すると必要に応じて調整できます。
- 選択: モデル上の任意の面、頂点、または点を選択して、移動半径を定義します。オフセット パラメータを使用すると必要に応じて正または負の値を調整できます。
- 半径: このオプションでは、[オフセット]フィールドに半径の値を入力できます。この値はパーツの中心線を基準にしており、モデルに関連付けられた変更は認識しません。
- 直径: このオプションでは、[オフセット]フィールドに直径の値を入力できます。この値はパーツの中心線を基準にしており、モデルに関連付けられた変更は認識しません。
オフセット
このオフセットを使用して、上記で選択した参照点を基準にして位置を移動します。必要に応じて正または負の値を調整することができます。
|
|
この例で使用する値 |
退避
濃い緑色で表示され、加工する予定のサーフェスより上の位置をコントロールします。これは、切削間で工具が退避する半径です。
濃い緑色で表示され、「開始点」が退避半径の参照位置を設定します。参照は、ストック、モデル、指定した半径、直径、またはその他の半径方向の位置に関連付けることができます。この参照位置は、正または負のオフセット値で移動することができます。
- 移動: 移動位置を基準にして退避半径を設定します。
- ストックの外径: 定義されたストックの外径を基準にして移動半径を設定します。
- モデルの外径: 定義されたモデルの外径を基準にして移動半径を設定します。
- 外側半径: 外側半径の位置を基準にして移動半径を設定します。移動半径は外側半径より大きくする必要があります。オフセット パラメータを使用すると必要に応じて調整できます。
- 内側半径: 内側半径の位置を基準にして移動半径を設定します。移動半径は内側半径より大きくする必要があります。オフセット パラメータを使用すると必要に応じて調整できます。
- モデルの内径: セットアップで定義されているように、モデルの内径を基準にして移動半径を設定します。オフセット パラメータを使用すると必要に応じて調整できます。
- ストックの内径: セットアップで定義されているように、ストックの内径を基準にして移動半径を設定します。オフセット パラメータを使用すると必要に応じて調整できます。
- 選択: モデル上の任意の面、頂点、または点を選択して、移動半径を定義します。オフセット パラメータを使用すると必要に応じて正または負の値を調整できます。
- 半径: このオプションでは、[オフセット]フィールドに半径の値を入力できます。この値はパーツの中心線を基準にしており、モデルに関連付けられた変更は認識しません。
- 直径: このオプションでは、[オフセット]フィールドに直径の値を入力できます。この値はパーツの中心線を基準にしており、モデルに関連付けられた変更は認識しません。
オフセット
上記の移動オフセットと同じ機能です。
 [パス]タブの設定
[パス]タブの設定
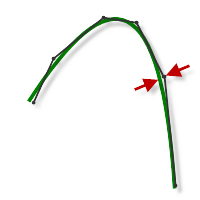
許容差
カット トレランスとも呼ばれるこの許容差は、ツールパスの生成およびジオメトリの三角形化に使用されます。スムージングのような、追加のフィルタリング許容差は、切削の合計許容差を取得するために、この許容差に追加する必要があります。
 |
 |
|
緩い許容差 .100 |
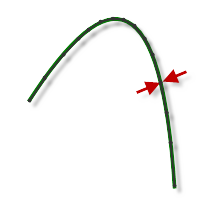
厳しい許容差 .001 |
CNC マシン モーションは、G1 線分および G2 G3 円弧コマンドを使用してコントロールされます。これに対応するには、線形化することにより Autodesk HSM をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
厳しい許容差は、より小さい線分セグメントを使用した、より正確なパスになります。非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G-code ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。これらのデメリットが、ご使用環境によっては問題になる場合があります。Autodesk HSM は、ほぼすべてのコンピュータですばやく計算を行います。しかし、メモリが制限されていて、遅い軸のドライブを使用する古い NC コントロールの場合は、ツールパス モーションが安定しない場合があります。これは、データ枯渇と呼ばれる現象です。この許容差にスムージングを使用することで、プログラムのサイズを小さくして、コンピュータのパフォーマンスを向上させることができます。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒と少なく、新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
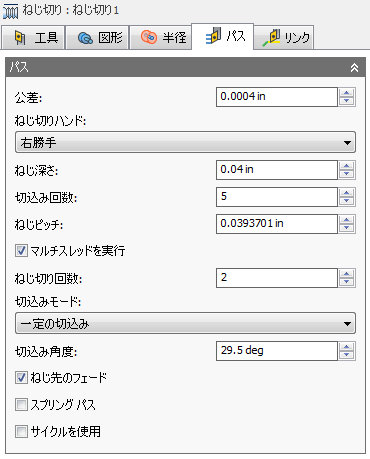
ねじ切りハンド
|
|
|
右ねじ |
左ねじ |
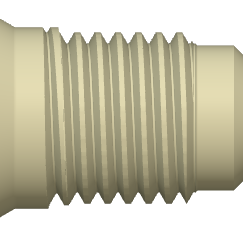
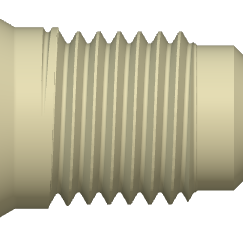
ねじ深さ
ねじ深さを指定します。下の図に示す「T」のように、ねじの深さは、外径 - 内径 / 2 (T = D - d ÷ 2)で求められます。
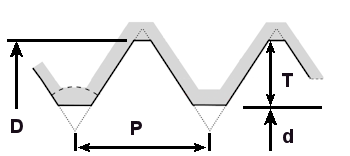
"D" = 外径、"d" = 内径、"P" = ねじのピッチ、"T" = ねじの深さ
切込み回数
ねじを十分な深さまで到達させるための切削回数を指定します。
ねじのピッチ
ねじピッチを指定します。ピッチは 1 つのねじの距離です。インチねじの場合は、1 をインチあたりのねじ山の数(TPI)で割った値で表します。たとえば 1/2-13 ねじの場合、ピッチは 1 ÷ 13 = 0.0769 です。メートル単位では表示されたとおりのピッチです。M16 x 2 の場合、ねじのピッチは 2 mm です。
マルチスレッドを実行
有効にすると複数のリードねじを作成します。
ねじ切り回数
ねじのリードの数を指定します。
切込みモード
切込みは、パスごとの切削の深さで、ねじ切りにおいて重要となります。切込みモードは、工具をパーツにフィードする方法を定義するために使用されます。各パスでは、インサートの切削エッジのうち、大きい方の部分に刃物が差し込まれます。切込みモードには 3 つのオプションがあります。
| [一定の切込み]: このオプションを選択すると、特定のパスから次のパスで、切削力と金属の除去率が大幅に増加する場合があります。例: 一定の 0.010 インチの切込みパスを指定して、60 度のねじフォームを製造する場合、2 番目のパスの金属除去量が最初のパスと比較して 3 倍になります。金属の除去量は、後続のパスごとに指数関数的に増加し続けます。 | 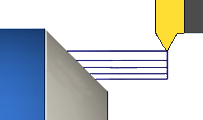
|
| [短縮された切込み速度]: このオプションは、より現実的な切削力で、パスごとに切削の深さが減少します。一定の切込みによる、金属除去率の増加を回避します。通常、挿入角度は 2 分の 1 か、やや少なめに設定します(60° ÷ 2 - 0.5° = 29.5°)。これが推奨設定です。 | 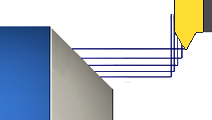
|
| [代替側面]: このオプションは、短縮された切込み速度に似ていますが、後に続く各切削深さの切込み動作を左右に変更します。 | 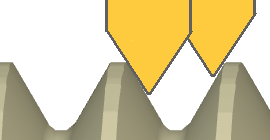
|
切込み角度
切込み角度を指定します。通常、挿入角度は 2 分の 1 か、やや少なめに設定します(60° ÷ 2 - 0.5° = 29.5°)。これが推奨設定です。
ねじ先のフェード
切削の終端に到達する直前まで、パーツからねじを徐々に持ち上げることができます。
スプリング パス
最終仕上げパスを 2 回実行して工具のふれによるストック残りを除去します。スプリング カットとも呼ばれます。
サイクルを使用
ポストプロセッサが、スレッドを固定サイクルとして強制的に出力できるようにします。ポストプロセッサの修正が必要になる場合があります。
切込み回数
最終深さに到達するための切り込みピッチに、希望の増分数を指定します。
 [リンク]タブの設定
[リンク]タブの設定
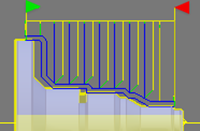
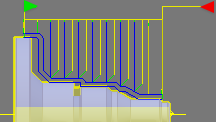
退避方法
すべての切削パスの後、クリアランスの直径まで工具を退避する方法をコントロールします。または、ジョブから短い距離だけ離れて退避します。距離は、[セーフ距離]の値に基づいて決定します。
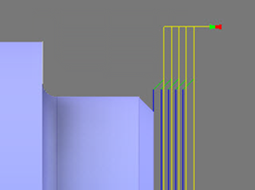 |
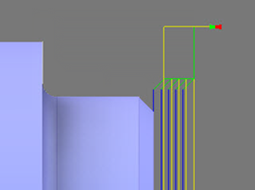 |
| 完全退避: 次のパスの始点上を移動する前に、工具をパスの終端で退避高さまで完全に退避させます。 | 最小退避: 工具がワークピースをクリアする最低の高さプラス任意の指定したセーフ距離までまっすぐ上に移動します。 |