成形品のある部分を、成形品の別の部分を基準にして回転させると、成形品内にツイスト(ねじれ)が生成されます。
次の図には、ツイスト(黄色の部分)のある成形品の例が 3 つあり、元の成形品(緑色)と比較しています。定義済みのデータムから、反りの許容差は +/- 5.0 mm と定義されました。図の上半分は正面図で、下半分は成形品を回転させたものです。ツイストのある 3 つの成形品はすべて同じです。これらの違いは、+/- 5.0-mm の許容差とどう関係しているのかを示しています。
左側の緑色の成形品(A)は基本の成形品です。完全に平坦であり、本来の成形品の形状になっています。左から 2 番目の成形品(B)には対称ツイストがあり、ベスト フィットが適用されています。この 2 番目の成形品は、許容差の範囲内に収まっているようです。この例では、平坦性を判断するために Z 変位プロットを使用しています。
左から 3 番目の成形品(C)には、XY 平面を基準とする非対称ツイストがあります。ツイストの量は左隣の成形品と同じですが、許容差を超えています。ただし、10 mm の幾何公差を使用するとすれば、非対称ツイストの成形品は許容差の範囲内に収まることになります。幾何平坦公差は、どのような直交平面とも関係性はありません。
右側の成形品(D)では、3 つのコーナーにアンカーがあり、4 つ目のコーナーが +/- 5.0 mm の許容差を優に超えるほど Z 方向に大きく動くようになっています。3 つのアンカーを使用して平坦性を判断することは、通常は好ましいとは言えません。3 つのコーナーのアンカーを使用した最大の Z 変位が許容差を下回っているのであれば、明らかに成形品は OK です。この例では、3 つのアンカーを使用しているために、成形品が許容差の範囲内に収まっていないと考えられます。ただし、3 つのアンカーがアセンブリの位置を表しているとすれば、コーナーのアンカーを使用することが変位を確認する最適な方法になります。
ツイストの事例から分かるように、次のことを理解することが重要になります。
- 反りの許容差がどのように適用されているか。
- 成形品の反りがどのように計測されているのか。
1 つの方法だけで反りを確認するのは、どのような状況でもうまくいきません。
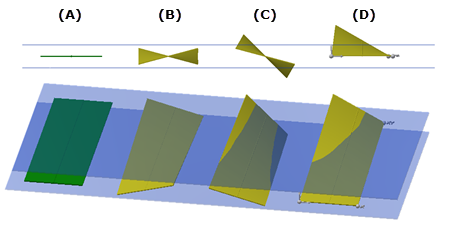
A = 元の成形品
B = 対称ツイストがあり、ベスト フィットを適用した成形品
C = 非対称ツイストがあり、ベスト フィットを適用した成形品
D = 3 つのコーナーにアンカーで固定された成形品
青色の平面は許容差を表す