부품의 다른 한 부분을 기준으로 특정 부분을 회전하면 부품에서 비틀기가 만들어집니다.
다음 그림의 3가지 예에는 원래 부품(초록색)과 비틀린 부품(노란색)이 비교되어 있습니다. 변형 공차는 정의된 데이텀에서 +/-5mm로 정의됩니다. 그림의 상단 절반은 정면 뷰이고 하단 절반은 회전된 부품을 보여줍니다. 3개의 비틀린 부품은 동일합니다. 이들 간의 차이는 +/- 5mm 공차와 연관되는 방식입니다.
왼쪽의 초록색 부품(A)은 기준 부품이고 XY 평면에서 완전히 평평하며 바람직한 부품의 모습을 하고 있습니다. 왼쪽에서 두 번째 부품(B)에는 대칭 비틀림이 있으며 최적 맞춤으로 표시됩니다. 두 번째 부품은 공차 내에 있는 것으로 나타납니다. 이 경우에는 평평함을 결정하는 데 Z 변형 플롯이 사용됩니다.
왼쪽에서 세 번째 부품(C)에는 XY 평면을 기준으로 비대칭인 비틀기가 있습니다. 비틀림 정도는 왼쪽의 부품과 같지만 공차를 벗어났습니다. 그러나 10mm의 기하학적 공차가 사용되면 비대칭적으로 비틀린 부품이 공차 내에 있게 됩니다. 기하학적 평평함 공차는 어떤 직교 평면과도 연관이 없습니다.
오른쪽 부품(D)에는 3개 코너에 앵커가 있으며 네 번째 코너는 Z 방향으로 +/-5mm 공차를 훨씬 벗어나는 높이까지 이동합니다. 평평함을 파악하기 위해 3개 앵커를 사용하는 것은 바람직하지 않습니다. 3개 코너 앵커가 사용된 최대 Z 변형이 공차 내에 있으면 부품이 정상적인 것입니다. 이 경우 3개의 앵커를 사용한다는 것은 부품이 공차 내에 있지 않음을 나타냅니다. 그러나 3개의 앵커가 어셈블리 위치를 나타낼 경우 변형을 검토하는 가장 좋은 방법은 코너의 앵커를 사용하는 것입니다.
비틀기 예에 따르면 다음 사항을 반드시 이해해야 합니다.
- 변형 공차가 적용되는 방법
- 부품의 변형이 측정되는 방법
한 가지 방법으로 변형을 검토하는 것이 모든 상황에 적합하지는 않습니다.
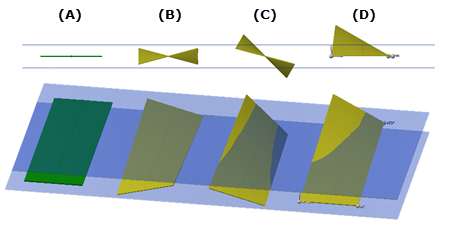
A = 원래 부품
B = 대칭 비틀기 및 최적 맞춤이 적용된 부품
C = 비대칭 비틀기 및 최적 맞춤이 적용된 부품
D = 3개 코너에 고정된 부품
파란색 평면은 공차를 나타냄