Vortex 旋风铣加工是一种区域清除策略,可以在控制刀具负荷的同时从 3D 零件中快速去除材料。Vortex 旋风铣最适合整体硬质合金刀具,经常与台阶切削结合使用。
它是一个偏移样式的刀具路径,具有以下主要特征:
- 啮合角度从不比由采用给定行距的直线切削所生成的角度多出 15% 以上。这样可以消除过多的刀具负荷和所有全宽度切削。如此一来,便可以提高进给率。对于其他区域清除刀具路径,切削值基于刀具制造商的笔直槽切削参数,以确保刀具可以维持全切削啮合。随着刀具逐渐接近实现最佳加工的最大啮合角度,刀具路径将更改为摆线路径以避免刀具过载。
- 机床几乎总是按指定的进给率运行。对于其他区域清除刀具路径,随着逐渐接近拐角且啮合角度不断增大,机床会自动减慢速度。Vortex 旋风铣可以修改刀具路径,以便从不超过刀具啮合角度,并且机床达到指定的进给率。仅当模型几何形体(笔直槽或拐角)小于机床可以全速运行的最小半径时,机床才不会按指定的进给率运行。
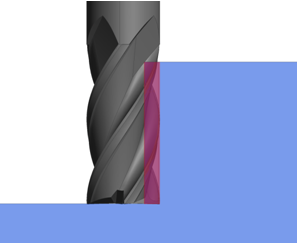
- Vortex 旋风铣采用刀具的侧刃进行切削,所以设计用于整体硬质合金刀具,但也可以使用其他刀具。
- 由于 FeatureCAM 可以控制刀具啮合,因此您可以增加切削深度,从而最大限度地缩短加工时间。
- Vortex 旋风铣加工经常与台阶切削结合使用,在最大限度地提高去除率的同时最大限度地减小阶地。
- 系统会自动对 Vortex 旋风铣刀具路径进行安全检查。FeatureCAM 会检查:
- 下切进毛坯。
- 过量刀具啮合。
- 过量切削深度。
- 小圆弧移动。
最大限度地提高 Vortex 旋风铣加工优势的方法:
- 将 Vortex 旋风铣参数配置为适合每个机床。
- 使用台阶切削最大限度地减小因切削深度增加而产生的阶地。
使用最佳设置,Vortex 旋风铣加工可以大大缩短加工时间。
创建 3D Vortex 旋风铣刀具路径
要创建 3D Z 轴层粗加工 Vortex 旋风铣刀具路径,请在“曲面铣削属性”对话框的“策略”选项卡上选择“Vortex 旋风铣”:
“特征属性”对话框中提供了适用于 Vortex 旋风铣刀具路径的以下属性:
“进给/转速”选项卡:
- 进给 - 输入刀具切入到材料中的进给率。Vortex 旋风铣刀具路径几乎总是按此切削进给率加工。
“铣削”选项卡:
- Vortex 旋风铣最小点间隔 — 输入机床可按指定进给率移动的最小点间隔。如果机床要处理的点太多,则无法维持指定的进给率。
- Vortex 旋风铣最小半径 — 输入内部摆线的最小半径。Vortex 旋风铣刀具路径使用摆线移动来保持恒定的进给率。更高的进给率需要更大的最小半径。如果不修调此值,则会使用默认值,该值适合按为操作指定的进给率进给的典型机床。
- Vortex 旋风铣 Z 提刀距离 — 输入在摆线移动过程中为了避免刀具与曲面之间接触而在 Z 方向上提刀的距离。
“策略”选项卡:
- 非切削移动 - 显示“Vortex 旋风铣非切削移动”对话框,在该对话框中可以指定在执行非切削移动时是否退刀并提高进给率。
3D Vortex 旋风铣示例
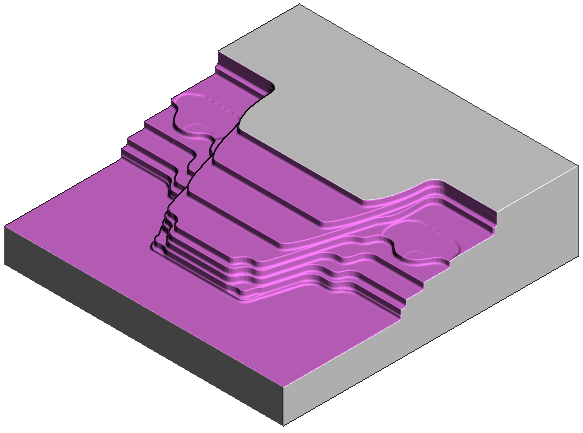
以下示例显示了如何将 Vortex 旋风铣加工与台阶切削结合使用来快速去除材料。
由于 Vortex 旋风铣加工采用刀具的侧刃进行切削,所以设计用于整体硬质合金刀具,但也可能有其他类型的刀具适合 Vortex 旋风铣。当执行行距相对较小的深切削时,这些刀具效果最好。
要在执行很深的切削时有效地加工,必须确保刀具啮合角度从不超过指定的值。这样可以消除过多的刀具负荷和所有全宽度切削。为了做到这一点,FeatureCAM 引入了摆线移动,用来防止刀具超过最大刀具啮合值。
使用 3D 模型:
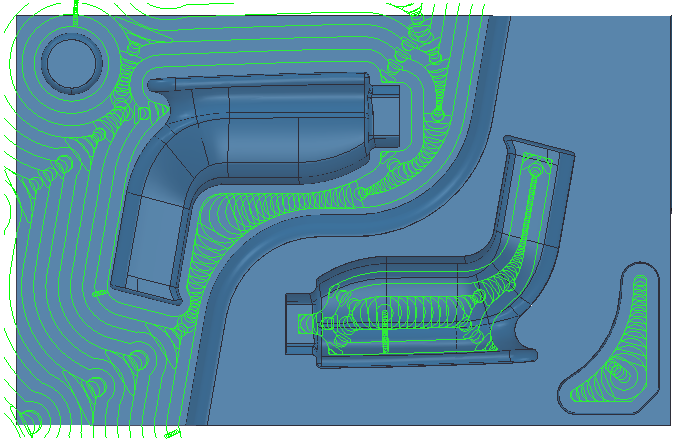
创建不带台阶切削的 Vortex 旋风铣刀具路径。
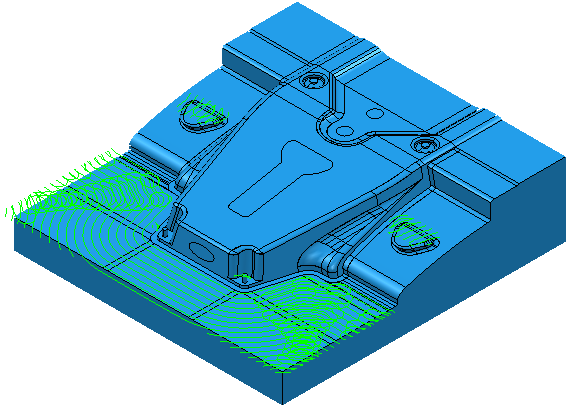
这样可以快速去除大量的材料,但会在零件上留下由未加工的毛坯形成的大块阶地。
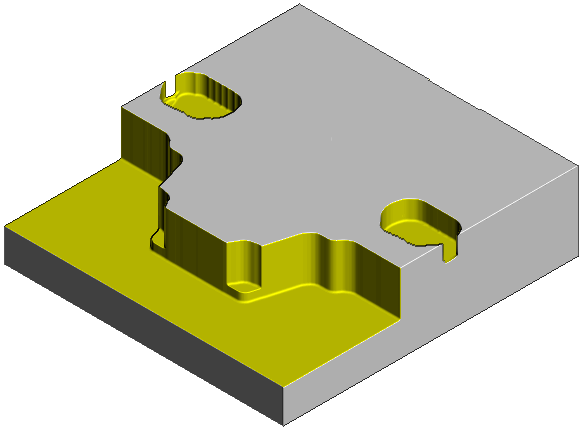
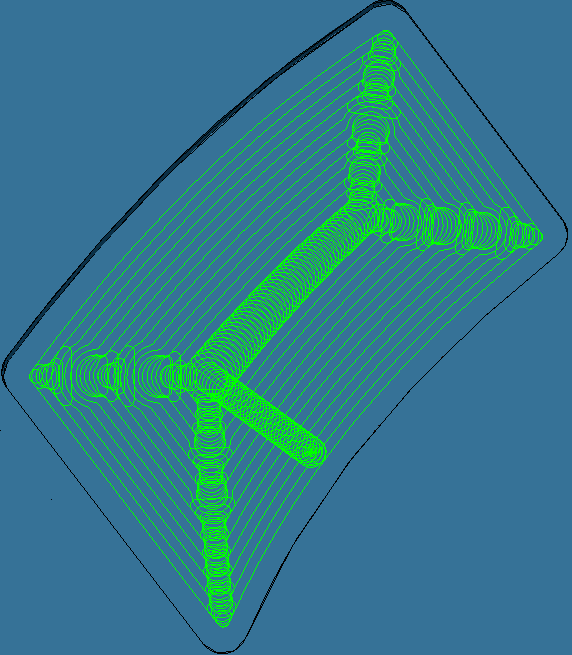
您可以使用“台阶切削”选项来最大限度地减小这些阶地的大小。
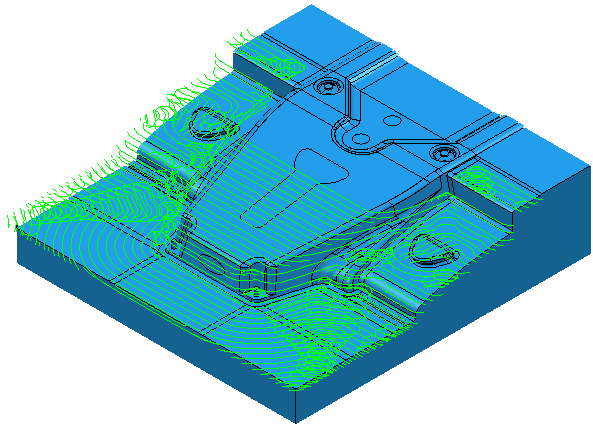
这样会在零件上增加额外的加工等高切面。看一下侧视图的细节:
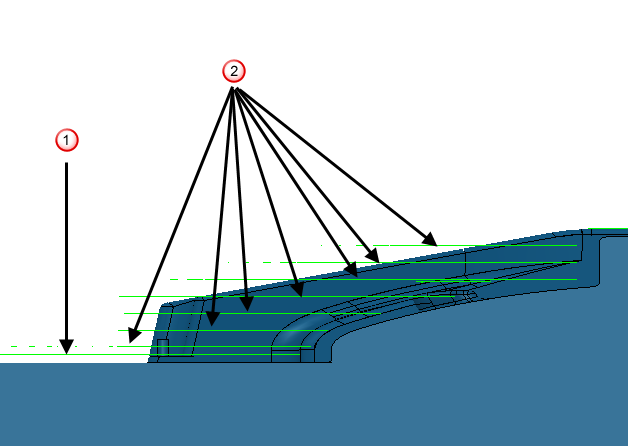
 原始 Vortex 旋风铣路径
原始 Vortex 旋风铣路径
 台阶切削路径
台阶切削路径
还会加工更多余料。