“毛坯转移”可在主刀轴和子刀轴之间移动零件。有两个功能来实现此目的。
| 第二主轴夹头 | |
|
访问: |
功能区:
“CAM”选项卡  “车削”面板
“第二主轴夹头”
“车削”面板
“第二主轴夹头”

|
| 第二主轴转角 | |
|
访问: |
功能区:
“CAM”选项卡
“车削”面板
“第二主轴转角”

|
没有与这些策略关联的刀具路径。后处理器负责输出所需的 NC 代码。
若要将零件从主刀轴转移到子刀轴,您将使用这两个命令。但是,如果您不执行完全转移,则可能只需要使用其中一个功能。在执行车削零件(切断)操作过程中,也可以使用这些功能来固定零件。一旦您知道这两种操作的工作方式,便可以根据您的需求使用每个功能。
“毛坯转移”的常见工作流示例。
| 第二主轴夹头会延伸。 | 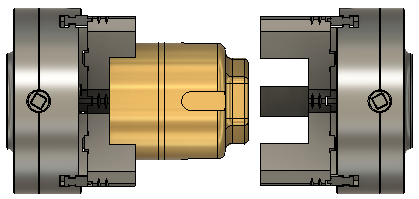
|
| 夹头将进给到夹紧深度并抓取到零件上。 | 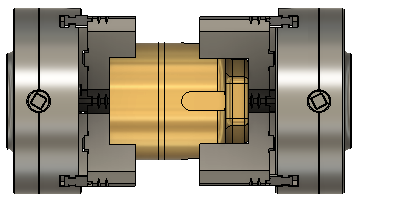
|
| 如果它是杆进给过程,则可能使用车削零件刀具路径来切断零件。 | 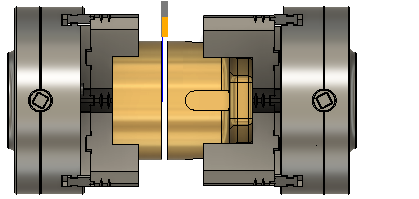
|
| 第二主轴转角将返回到其初始位置。 | 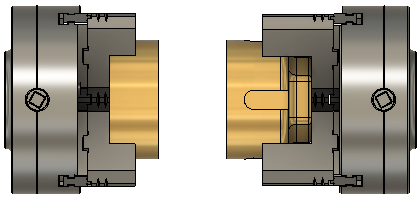
|
第二主轴夹头
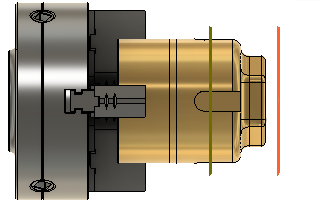
此功能可驱动子刀轴最高到达安全高度处的主刀轴,进给到深度,并夹紧到零件上。这是执行零件转移的第一个部分。
| 第二主轴夹头 | |
|
访问: |
功能区:
“CAM”选项卡
“车削”面板
“第二主轴夹头”
|
“形状”选项卡设置
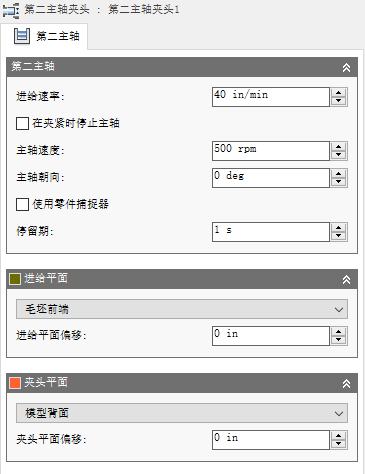
进给速率
子刀轴移至进给平面(安全高度),这是指移至夹头平面(抓取零件的最终深度)的进给速率。
在夹紧时停止主轴
强制在夹紧过程中主轴停止。
主轴速度
如果未停止主轴,可以设置 RPM 以同步 2 个主轴。
主轴朝向
允许您创建零件的 0° 参考位置之间的角度偏移。您可以输入角度以偏移第二主轴参照。
使用零件捕捉器
启用该选项可激活零件捕捉器。只有当机床配备零件捕捉器并且编写后处理器以支持零件捕捉器时才可用。
停留期
输入操作要停留的时间。
进给平面
这是夹头在进给到夹紧位置之前将快速移到的位置。进给平面显示为橙色。
进给平面模式
设置此高度以控制偏移的参照位置。
- 定位平面 - 参照定位平面设置进给平面高度。
- 毛坯前侧 - 参照毛坯前侧设置进给平面高度。
- 毛坯后侧 - 参照毛坯后侧设置进给平面高度。
- 所选点 - 参照所选位置设置进给平面高度。
- 模型前侧 - 参照模型前侧设置进给平面高度。
- 模型后侧 - 参照模型后侧设置进给平面高度。
偏移
设置偏移进给平面的距离。
夹头平面
这是夹头在夹紧零件之前进给到的位置。夹头平面显示为绿色。
夹头平面模式
设置此高度以控制偏移的参照位置。
- 毛坯前侧 - 参照毛坯前侧设置夹头平面高度。
- 毛坯后侧 - 参照毛坯后侧设置夹头平面高度。
- 所选点 - 参照所选位置设置夹头平面高度。
- 模型前侧 - 参照模型前侧设置夹头平面高度。
- 模型后侧 - 参照模型后侧设置夹头平面高度。
偏移
设置偏移夹头平面的距离。
第二主轴转角
此功能可将子刀轴发送回其正常的初始位置。这是执行零件转移的第二个部分。
| 第二主轴转角 | |
|
访问: |
功能区:
“CAM”选项卡
“车削”面板
“第二主轴转角”
|
第二主轴转角设置
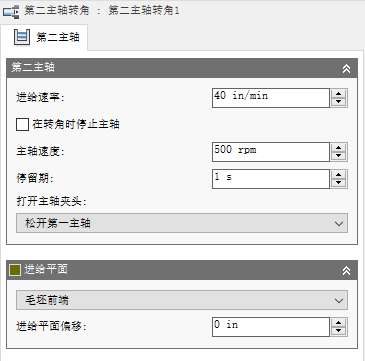
进给速率
关闭子刀轴夹头后,这是移回到进给平面的进给速率。
在夹紧时停止主轴
强制在夹紧过程中主轴停止。
主轴速度
如果未停止主轴,可以设置 RPM 以同步 2 个主轴。
停留期
输入操作要停留的时间。
打开主轴夹头
指定在退刀过程中夹头的状态。
- 保持两侧夹紧。
- 松开第一主轴。
- 松开第二主轴。
进给平面
这是夹头在返回到初始位置之前将进给到的位置。
进给平面模式
设置此高度以控制偏移的参照位置。
- 毛坯前侧 - 参照毛坯前侧设置进给平面高度。
- 毛坯后侧 - 参照毛坯后侧设置进给平面高度。
- 所选点 - 参照所选位置设置进给平面高度。
- 模型前侧 - 参照模型前侧设置进给平面高度。
- 模型后侧 - 参照模型后侧设置进给平面高度。
- 机床位置 - 输入退刀的机床特定位置。
偏移
设置偏移进给平面的距离。