Rohteilübertragung verschiebt das Bauteil zwischen der Haupt- und der Gegenspindel. Es gibt zwei Funktionen, mit denen dies erreicht werden kann.
| Spannzange/Futter Sekundäre Spindel | |
|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM  Gruppe Drehen
Spannzange/Futter Sekundäre Spindel
Gruppe Drehen
Spannzange/Futter Sekundäre Spindel

|
| Sekundäre Spindel - Zurück | |
|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM
Gruppe Drehen
Sekundäre Spindel - Zurück

|
Diesen Strategien ist kein Werkzeugweg zugeordnet. Der Postprozessor ist verantwortlich für die Ausgabe des gewünschten NC-Codes.
Um ein Bauteil von der Hauptspindel zu einer Gegenspindel zu übertragen, verwenden Sie die beiden Befehle. Wenn Sie jedoch keine vollständige Übertragung durchführen, verwenden Sie eventuell nur eine der Funktionen. Außerdem können Sie sie verwenden, um das Bauteil während eines Drehen-Abstechen(Abschneiden)-Vorgangs zu fixieren. Sobald Sie wissen, wie beide Vorgänge ausgeführt werden, können Sie jede Funktion entsprechend Ihren Anforderungen nutzen.
Beispiel für einen gängigen Arbeitsablauf für die Rohteilübertragung
| Die Spannzange/das Futter der sekundären Spindel wird gedehnt. | 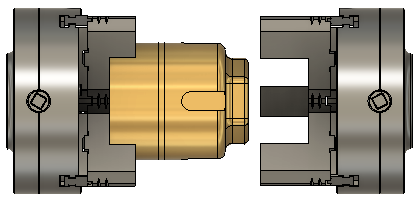
|
| Die Spannvorrichtung wird auf die Spanntiefe eingeführt, und das Bauteil wird gegriffen. | 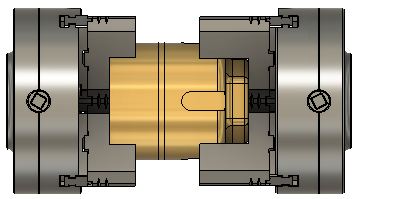
|
| Wenn es sich um einen Stangenvorschub-Vorgang handelt, kann ein Drehen-Abstechen-Werkzeugweg verwendet werden, um das Bauteil abzuschneiden. | 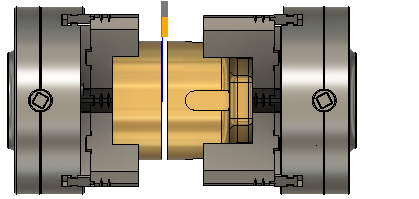
|
| Mit Sekundäre Spindel - Zurück kehren Sie zurück zur Ausgangsposition. | 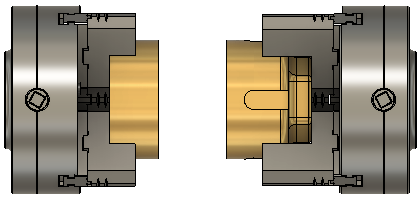
|
Spannzange/Futter Sekundäre Spindel
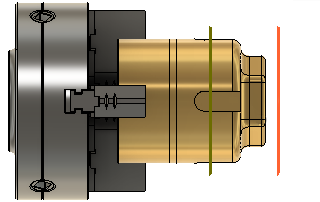
Mit dieser Funktion wird die Gegenspindel nach oben zur Hauptspindel bewegt, bis der Sicherheitsabstand erreicht wird, in die Tiefe eingeführt und am Bauteil festgeklemmt. Dies ist der erste Teil einer Bauteilübertragung.
| Spannzange/Futter Sekundäre Spindel | |
|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM
Gruppe Drehen
Spannzange/Futter Sekundäre Spindel
|
Einstellungen auf der Registerkarte Geometrie
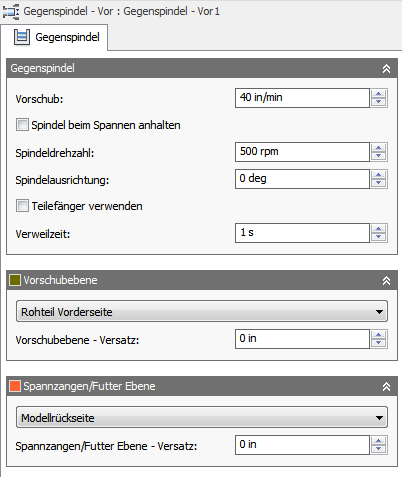
Vorschub
Sobald die Gegenspindel auf die Vorschubebene (Abstand) bewegt wurde, ist dies der Vorschub zum Verschieben auf die Spannvorrichtungsebene (endgültige Tiefe zum Greifen des Bauteils).
Spindel beim Spannen anhalten
Erzwingt das Anhalten der Spindel während des Spannprozesses.
Spindeldrehzahl
Wenn die Spindel nicht angehalten wird, können Sie die Drehzahl (UPM) für die Synchronisierung der beiden Spindeln festlegen.
Spindelausrichtung
Ermöglicht Ihnen das Erstellen einer Winkelverschiebung für die 0°-Referenzposition des Bauteils. Geben Sie einen Winkel ein, um die zweite Spindelreferenz zu verschieben.
Teilefänger verwenden
Aktivieren Sie diese Option, um den Bauteilfänger zu aktivieren. Nur verfügbar, wenn Ihre Maschine über einen Bauteilfänger verfügt und Ihr Postprozessor Bauteilfänger unterstützt.
Verweilzeit
Geben Sie eine Verweilzeit für den Vorgang ein.
Vorschubebene
Dies ist die Position, auf die die Spannvorrichtung im Eilgang bewegt wird, bevor sie in die Spannposition einfährt. Die Vorschubebene wird orange dargestellt.
Vorschubebene - Modus
Legen Sie diese Höhe zum Steuern der Referenzposition für den Versatz fest.
- Spannzangen/Futter Ebene - Legen Sie die Höhe der Vorschubebene in Bezug auf die Spannzangen-/Futter-Ebene fest.
- Rohteilvorderseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Rohteilvorderseite fest.
- Rohteilrückseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Rohteilrückseite fest.
- Ausgewählter Punkt - Legen Sie die Höhe der Vorschubebene in Bezug auf eine ausgewählte Position fest.
- Modellvorderseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Modellvorderseite fest.
- Modellrückseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Modellrückseite fest.
Versatz
Legt den Abstand für die Verschiebung der Vorschubebene fest.
Spannzangen/Futter Ebene
Dies ist die Position, auf die die Spannvorrichtung bewegt wird, bevor das Bauteil festgespannt wird. Die Spannzangen-/Futter-Ebene wird grün dargestellt.
Spannzangen/Futter Ebene - Modus
Legen Sie diese Höhe zum Steuern der Referenzposition für den Versatz fest.
- Rohteilvorderseite - Legen Sie die Höhe der Spannzangen-/Futter-Ebene in Bezug auf die Rohteilvorderseite fest.
- Rohteilrückseite - Legen Sie die Höhe der Spannzangen-/Futter-Ebene in Bezug auf die Rohteilrückseite fest.
- Ausgewählter Punkt - Legen Sie die Höhe der Spannzangen-/Futter-Ebene in Bezug auf eine ausgewählte Position fest.
- Modellvorderseite - Legen Sie die Höhe der Spannzangen-/Futter-Ebene in Bezug auf die Modellvorderseite fest.
- Modellrückseite - Legen Sie die Höhe der Spannzangen-/Futter-Ebene in Bezug auf die Modellrückseite fest.
Versatz
Legt den Abstand für die Verschiebung der Spannzangen-/Futter-Ebene fest.
Sekundäre Spindel - Zurück
Mit dieser Funktion wird die Gegenspindel zurück auf die normale Ausgangsposition bewegt. Dies ist der zweite Teil einer Bauteilübertragung.
| Sekundäre Spindel - Zurück | |
|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM
Gruppe Drehen
Sekundäre Spindel - Zurück
|
Sekundäre Spindel - Zurück - Einstellungen
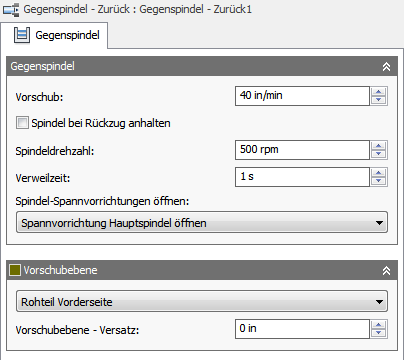
Vorschub
Sobald die Gegenspindel-Spannvorrichtung geschlossen wurde, ist dies der Vorschub für den Rückzug auf die Vorschubebene.
Spindel beim Spannen anhalten
Erzwingt das Anhalten der Spindel während des Spannprozesses.
Spindeldrehzahl
Wenn die Spindel nicht angehalten wird, können Sie die Drehzahl (UPM) für die Synchronisierung der beiden Spindeln festlegen.
Verweilzeit
Geben Sie eine Verweilzeit für den Vorgang ein.
Spindel-Spannvorrichtungen öffnen
Legt die Bedingungen der Spannvorrichtungen während des Rückzugsprozesses fest.
- Beide Klammerungen beibehalten
- Primäre Spindel entklammern
- Sekundäre Spindel entklammern
Vorschubebene
Dies ist die Position, auf die die Spannvorrichtung bewegt wird, bevor sie zur Ausgangsposition zurückkehrt.
Vorschubebene - Modus
Legen Sie diese Höhe zum Steuern der Referenzposition für den Versatz fest.
- Rohteilvorderseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Rohteilvorderseite fest.
- Rohteilrückseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Rohteilrückseite fest.
- Ausgewählter Punkt - Legen Sie die Höhe der Vorschubebene in Bezug auf eine ausgewählte Position fest.
- Modellvorderseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Modellvorderseite fest.
- Modellrückseite - Legen Sie die Höhe der Vorschubebene in Bezug auf die Modellrückseite fest.
- Bearbeitungsposition - Geben Sie eine maschinenspezifische Position für den Rückzug ein.
Versatz
Legt den Abstand für die Verschiebung der Vorschubebene fest.