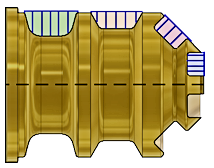
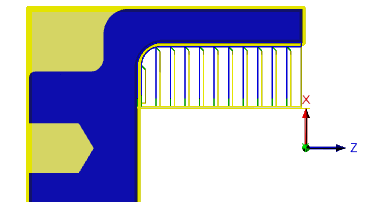
Die Strategie Nut dient zum Schruppen und Schlichten des Bauteils mit Nutwerkzeugen.
 |
|
|
Zugriff: |
Multifunktionsleiste:
Registerkarte CAM  Gruppe Drehen
Nut
Gruppe Drehen
Nut

|
 Einstellungen auf der Registerkarte Werkzeug + Informationen
Einstellungen auf der Registerkarte Werkzeug + Informationen
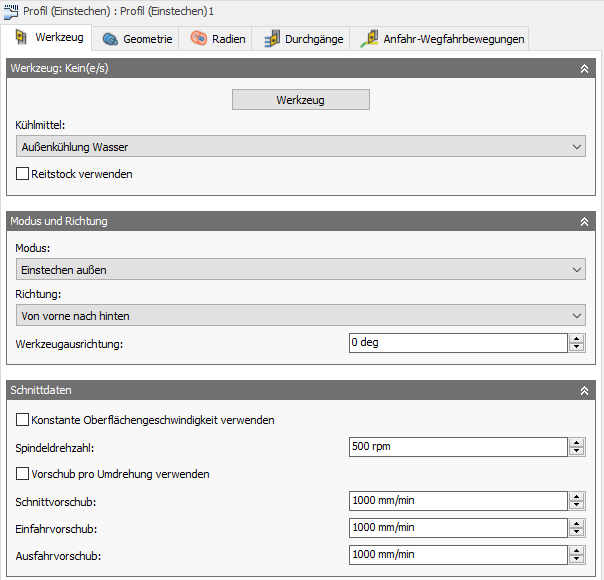
Kühlmittel
Der mit dem Werkzeug verwendete Kühlmitteltyp
Reitstock verwenden
Ein Reitstock kann verwendet werden, um das offene Ende des Werkstücks zu unterstützen. Dies ist besonders dann sinnvoll, wenn das Werkstück relativ lang und dünn bzw. groß und schwer ist. Wenn Sie keinen Reitstock verwenden, biegt sich das Werkstück beim Schneiden möglicherweise durch, was zu einer unzureichenden Oberflächenbeschaffenheit (Rattern) und Ungenauigkeiten führt.
Damit diese Option wirksam wird, benötigt Ihre Maschine einen programmierbaren Reitstock, und Ihr Postprozessor muss so konfiguriert werden, dass der für Ihre spezielle Maschine erforderliche Code geschrieben wird. Nach der Konfiguration gibt der Postprozessor am Anfang des Vorgangs den entsprechenden Code zum Erweitern des Reitstocks nach vorne und am Ende des Vorgangs zum Verkürzen des Reitstocks nach hinten aus.
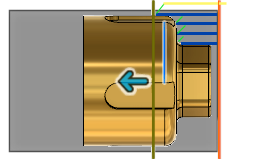
Drehen-Modus
Diese Einstellung legt fest, ob das Werkzeug das Rohteil vom Außendurchmesser in Richtung der Mittellinie oder von der Mittellinie in Richtung des Innendurchmessers bearbeitet. Diese Einstellung steuert außerdem die Richtung der Annäherungs-/Rückzugsbewegungen.
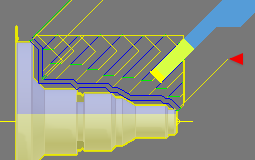
| Nuten außen
Das Werkzeug wird von außen angenähert bzw. nach außen zurückgezogen und bearbeitet das Rohteil radial. |
|
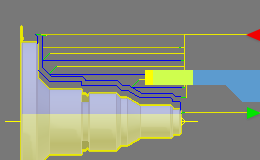
| Nuten innen
Das Werkzeug wird von der Mittellinie angenähert bzw. in Richtung der Mittellinie zurückgezogen und bearbeitet das Rohteil radial. |
|
Richtung
| Von vorne nach hinten - Wählen Sie diese Option aus, um von der Vorderseite des Rohteils in Richtung Rückseite, also in Richtung der Hauptspannvorrichtung, zu schneiden. | 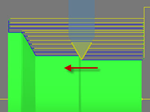 |
| Von hinten nach vorne - Dies ist die Umkehrung der Option Von vorne nach hinten. Hier wird von der Rückseite in Richtung Vorderseite, also von der Hauptspannvorrichtung weg, geschnitten. | 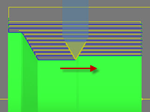 |
| Beide Richtungen - Mit dieser Option kann das Werkzeug in beide Richtungen schneiden. Dies resultiert in einer Vor- und Rückwärts-Schneidebewegung. Stellen Sie sicher, dass Sie ein entsprechendes Werkzeug verwenden, mit dem in beide Richtungen geschnitten werden kann, wenn Sie diese Option auswählen. | 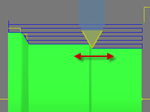 |
Werkzeugorientierung
Sie können die Richtung ändern, in die das Werkzeug zeigt. Dies ist besonders dann hilfreich, wenn der Revolver der Drehmaschine über eine programmierbare B-Achse verfügt. Ihr Postprozessor muss dafür die Nachbearbeitung von diesem Wert aus unterstützen. Sie können das Werkzeug jedoch einfach im Revolver/Halter in einem bestimmten Winkel festlegen.
 |
|
|
Werkzeugausrichtung 45 Grad |
Werkzeugausrichtung 90 Grad |
Konstante Oberflächengeschwindigkeit verwenden
Aktivieren Sie diese Option, um die Spindelgeschwindigkeit automatisch anzupassen, sodass die Oberflächengeschwindigkeit zwischen dem Werkzeug und dem Werkstück beim Ändern des Schneidedurchmessers konstant bleibt. Konstante Oberflächengeschwindigkeit wird auf den meisten Maschinen mit G96 angegeben.
Spindeldrehzahl
Die Drehzahl der Spindel
Maximale Spindeldrehzahl
Gibt die maximal zulässige Spindelgeschwindigkeit bei Verwendung einer konstanten Oberflächengeschwindigkeit an.
Vorschub pro Umdrehung verwenden
Aktivieren Sie diese Option, um von Entfernung über Zeit (Zoll/min oder mm/min) zu Vorschub pro Umdrehung (IPR oder MMPR) zu wechseln. Durch diese Art des Vorschubs wird unabhängig von der Spindeldrehzahl eine konstante Kopfspanungsdicke generiert.
Schnittvorschub
Der bei Schnittbewegungen verwendete Vorschub Die Eingabe basiert auf der Einstellung Vorschub pro Umdrehung verwenden und den aktuellen Einheiten.
Einfahrvorschub
Der bei der Einfahrt in eine Schnittbewegung verwendete Vorschub Die Eingabe basiert auf der Einstellung Vorschub pro Umdrehung verwenden und den aktuellen Einheiten.
Ausfahrvorschub
Der bei der Ausfahrt aus einer Schnittbewegung verwendete Vorschub Die Eingabe basiert auf der Einstellung Vorschub pro Umdrehung verwenden und den aktuellen Einheiten.
 Einstellungen auf der Registerkarte Geometrie
Einstellungen auf der Registerkarte Geometrie
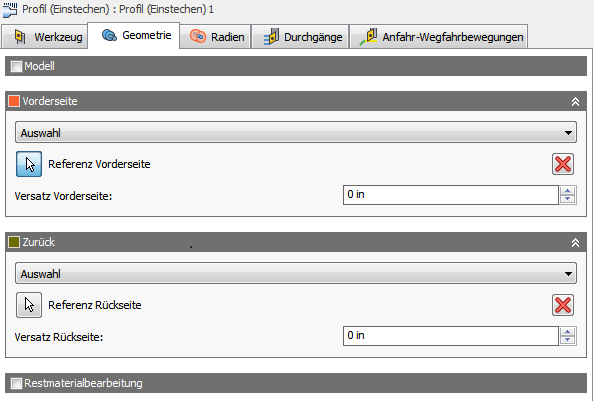
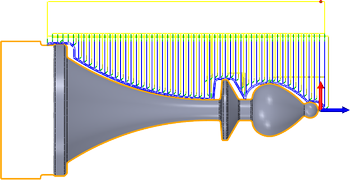
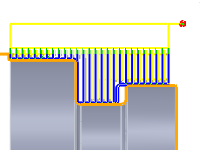
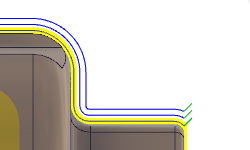
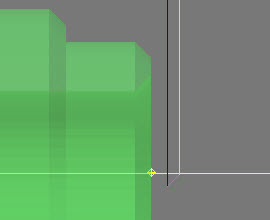
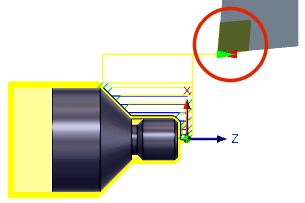
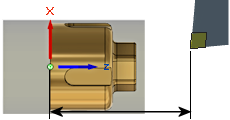
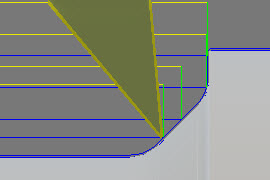
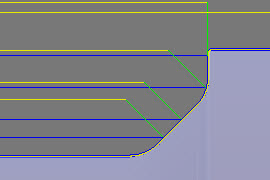
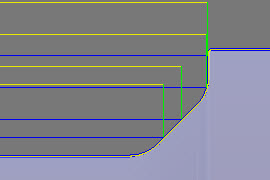
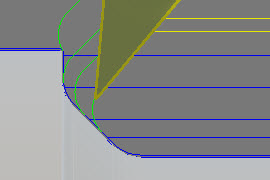
Vordere/hintere Begrenzung
Wird verwendet, um den Werkzeugweg durch das Begrenzen eines Bereichs zu beschränken. Werkzeugwege können auf einen bestimmten Bereich eingeschränkt werden. Mit dem Modus für die vordere/hintere Begrenzung können Sie den Referenzpunkt für die Definition des Einschränkungsbereichs des Werkzeugwegs festlegen. Mit Versatz können Sie positive oder negative Werte für die Beschränkung basierend auf dieser Referenz anpassen. Sie können diese Optionen verwenden, um den Werkzeugweg für einen längeren Schnitt über das Modell hinaus zu erweitern.
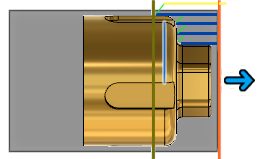
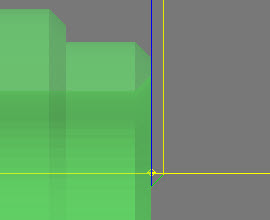
Die vordere Begrenzung wird orangefarben dargestellt, die hintere Begrenzung wird grün dargestellt.
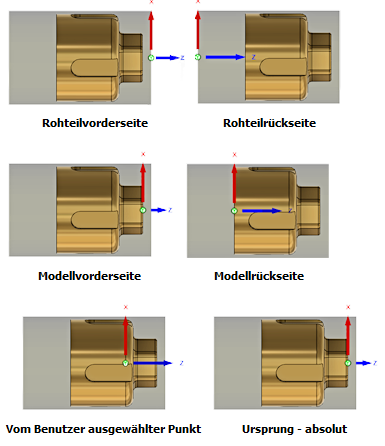
Modus Vorderseite/Rückseite
Gibt die Referenzposition für den vorderen/hinteren Begrenzungsbereich an. Für die Auswahl der Referenz stehen Ihnen die folgenden Optionen zur Verfügung.
- Rohteilvorderseite - Ermöglicht das Festlegen der Referenz relativ zur Vorderseite des Rohteils.
- Rohteilrückseite - Ermöglicht das Festlegen der Referenz relativ zur Rückseite des Rohteils.
- Spannvorrichtungsvorderseite - Ermöglicht Ihnen das Festlegen der Referenz relativ zur Spannvorrichtungsfläche.
- Modellvorderseite - Ermöglicht das Festlegen der Referenz relativ zur Vorderseite des Modells.
- Modellrückseite - Ermöglicht das Festlegen der Referenz relativ zur Rückseite des Modells.
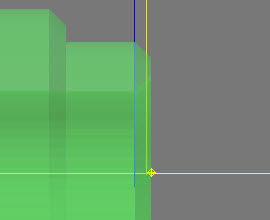
- Ausgewählter Punkt - Wählen Sie einen Scheitelpunkt oder eine Kante als Ursprungsreferenz.
- Ursprung - Ermöglicht das Festlegen der Referenz relativ zur Nullposition des Bauteils.
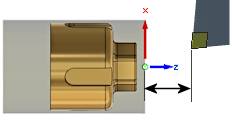
Spannvorrichtungsvorderseite
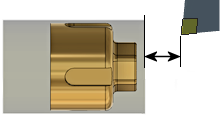
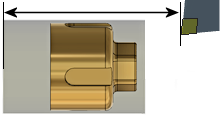
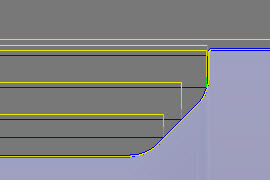
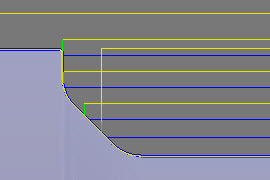
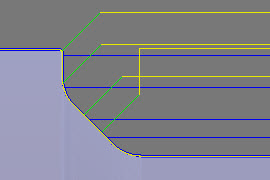
Versatz
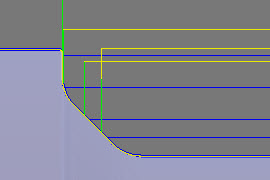
Gibt den Abstand zum Versetzen der Bearbeitungsbegrenzung von der oben abgebildeten Referenzposition aus an. Sie können einen positiven oder negativen Abstand vom Referenzpunkt angeben oder die Position durch dynamisches Ziehen mit der Maus ändern. Die vordere Begrenzung wird orangefarben, die hintere Begrenzung grün dargestellt.
Referenz für die Modellvorderseite mit 0.200" Versatz
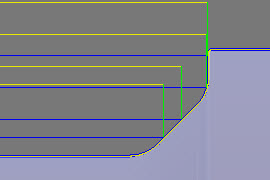
Ausgewählte Referenz (blaue Kante) mit -0.250" Versatz
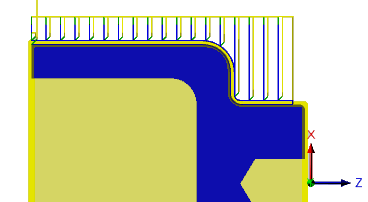
Restmaterialbearbeitung
Gibt an, dass nur nach den vorherigen Operationen verbliebene Rohteile bearbeitet werden sollen.
Deaktiviert Mit dem Werkzeugweg wird der gesamte ausgewählte Bereich herausgearbeitet. |
Aktiviert Mit dem Werkzeugweg werden nur die Materialbereiche entfernt, die noch nicht mit dem vorherigen Werkzeugweg herausgearbeitet wurden. |
Restmaterialquelle
Gibt die Quelle an, auf deren Grundlage die Restmaterialbearbeitung berechnet werden soll.
- Von vorherigen Operation(en)
- Von Operation(en)
- Von Werkzeug
- Von Datei (.stl)
- Von Volumenkörper(n)
- Von Setup-Rohteil
 Einstellungen auf der Registerkarte Radien
Einstellungen auf der Registerkarte Radien
|
|
|
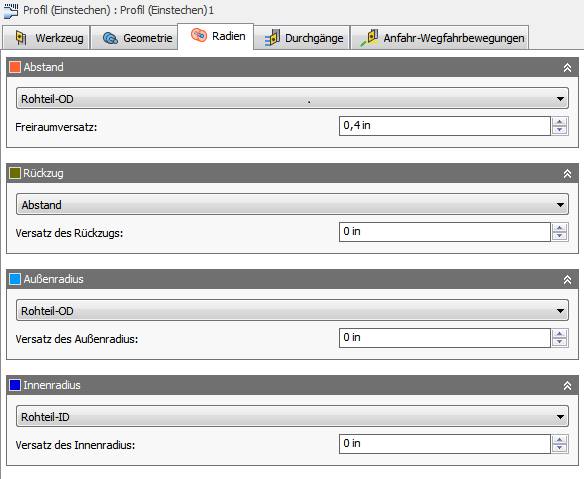
Radiusoptionen zum Außendrehen |
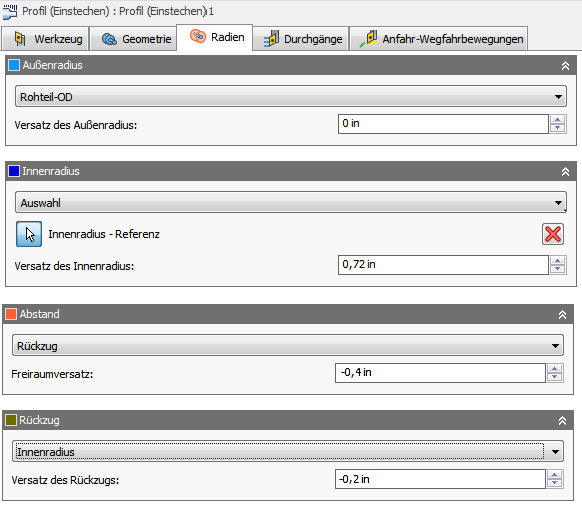
Radiusoptionen zum Innendrehen |
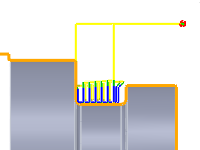
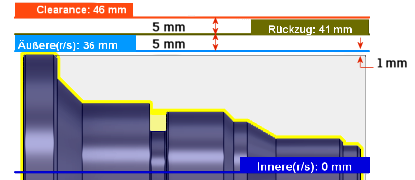
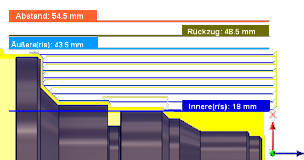
Auf der Registerkarte Radien können Sie einen radialen Begrenzungsbereich für die Bearbeitung festlegen. Das Dialogfeld ändert sich, je nachdem, ob der Drehmodus (Parameter auf der Registerkarte Werkzeug) auf Nuten außen oder Nuten innen eingestellt ist. Diese Parameter sind farblich gekennzeichnet, damit sie leichter zu erkennen sind.
|
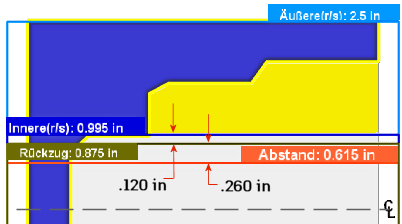
|
Reihenfolge für das Außendrehen |
Reihenfolge für das Innendrehen |
Abstand
Diese Option wird in Orange angezeigt und steuert den Radius, zu dem das Werkzeug zu Beginn bzw. am Ende des Werkzeugwegs im Eilgang bewegt wird. Bei der AD-Bearbeitung befindet sich diese Position außerhalb des Bauteils. Bei der ID-Bearbeitung befindet sich diese Position an einem Innenrohr oder einer Bohrung. Das Werkzeug wird von dieser Position aus angenähert bzw. auf diese Position zurückgezogen.
Diese Option wird in Orange angezeigt und legt die Referenzposition des Abstandsradius fest. Die Referenz kann sich auf das Rohteil, das Modell, einen bestimmten Radius, Durchmesser oder auf eine der anderen radialen Positionen beziehen. Diese Referenzposition kann mit einem positiven oder negativen Versatzwert verschoben werden.
- Rückzug - Legt den Abstandsradius in Bezug auf die Rückzugsposition fest.
- Rohteil-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Rohteils fest.
- Modell-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Modells fest.
- Außenradius - Legt den Abstandsradius in Bezug auf die Position des Außenradius fest. Der Abstandsradius muss größer sein als der Außenradius. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Innenradius - Legt den Abstandsradius in Bezug auf die Position des Innenradius fest. Der Abstandsradius muss größer sein als der Innenradius. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Modell-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Modells gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Rohteil-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Rohteils gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Auswahl - Wählen Sie eine beliebige Fläche, einen beliebigen Scheitelpunkt oder Punkt im Modell aus, um den Abstandsradius zu definieren. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen in positiver oder negativer Richtung vorzunehmen.
- Radius - Mit dieser Option können Sie einen Radiuswert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
- Durchmesser - Mit dieser Option können Sie einen Durchmesserwert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
Versatz
Verwenden Sie diesen Versatz, um die Position relativ zum oben ausgewählten Referenzpunkt zu versetzen. Sie können bei Bedarf Anpassungen in positiver oder negativer Richtung vornehmen.
|
|
|
Beim Außendrehen |
Beim Innendrehen |
Rückzug
Diese Option wird in Dunkelgrün dargestellt und steuert die Position über der Fläche, die Sie bearbeiten möchten. Dies ist der Radius, auf den das Werkzeug zwischen Schnitten zurückgezogen wird.
Diese Option wird in Dunkelgrün dargestellt und legt die Referenzposition für den Rückzug fest. Die Referenz kann sich auf das Rohteil, das Modell, einen bestimmten Radius, Durchmesser oder auf eine der anderen radialen Positionen beziehen. Diese Referenzposition kann mit einem positiven oder negativen Versatzwert verschoben werden.
- Abstand - Legt den Rückzugsradius in Bezug auf die Position des Sicherheitsabstands fest.
- Rohteil-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Rohteils fest.
- Modell-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Modells fest.
- Außenradius - Legt den Abstandsradius in Bezug auf die Position des Außenradius fest. Der Abstandsradius muss größer sein als der Außenradius. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Innenradius - Legt den Abstandsradius in Bezug auf die Position des Innenradius fest. Der Abstandsradius muss größer sein als der Innenradius. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Modell-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Modells gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Rohteil-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Rohteils gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Auswahl - Wählen Sie eine beliebige Fläche, einen beliebigen Scheitelpunkt oder Punkt im Modell aus, um den Abstandsradius zu definieren. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen in positiver oder negativer Richtung vorzunehmen.
- Radius - Mit dieser Option können Sie einen Radiuswert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
- Durchmesser - Mit dieser Option können Sie einen Durchmesserwert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
Versatz
Selbe Funktion wie der oben dargestellte Freiraumversatz.
Außenradius
Diese Option wird in Hellblau dargestellt und definiert die maximale radiale Begrenzung des Schnittbereichs. Bei der Außendurchmesser-Bearbeitung (AD-Bearbeitung) wird mit Außenradius die äußere Rohteilfläche definiert, die Sie bearbeiten möchten. Bei der Innendurchmesser-Bearbeitung (ID-Bearbeitung) wird mit Außenradius die maximale Tiefe für den Schnittbereich gesteuert.
|
|
|
Beim Außendrehen |
Beim Innendrehen |
Diese Option wird in Hellblau dargestellt und legt die Referenzposition für den Außenradius fest. Die Referenz kann sich auf das Rohteil, das Modell, einen bestimmten Radius, Durchmesser oder auf eine der anderen radialen Positionen beziehen. Diese Referenzposition kann mit einem positiven oder negativen Versatzwert verschoben werden.
- Abstand - Legt den Rückzugsradius in Bezug auf die Position des Sicherheitsabstands fest.
- Rückzug - Legt den Abstandsradius in Bezug auf die Rückzugsposition fest.
- Rohteil-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Rohteils fest.
- Modell-OD - Legt den Abstandsradius in Bezug auf den Außendurchmesser des definierten Modells fest.
- Innenradius - Legt den Abstandsradius in Bezug auf die Position des Innenradius fest. Der Abstandsradius muss größer sein als der Innenradius. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Modell-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Modells gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Rohteil-ID - Legt den Abstandsradius in Bezug auf den Innendurchmesser des Rohteils gemäß Definition im Setup fest. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen vorzunehmen.
- Auswahl - Wählen Sie eine beliebige Fläche, einen beliebigen Scheitelpunkt oder Punkt im Modell aus, um den Abstandsradius zu definieren. Verwenden Sie den Versatzparameter, um bei Bedarf Anpassungen in positiver oder negativer Richtung vorzunehmen.
- Radius - Mit dieser Option können Sie einen Radiuswert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
- Durchmesser - Mit dieser Option können Sie einen Durchmesserwert im Feld Versatz eingeben. Dieser Wert bezieht sich auf die Mittellinie des Bauteils, und es werden keine assoziativen Änderungen am Modell erkannt.
Versatz
Selbe Funktion wie der oben dargestellte Freiraumversatz.
Innenradius
Diese Option wird in Dunkelblau dargestellt und definiert die minimale radiale Begrenzung des Schnittbereichs. Bei der Außendurchmesser-Bearbeitung (AD-Bearbeitung) wird mit Innenradius die maximale Tiefe für den Schnittbereich gesteuert. Bei der Innendurchmesser-Bearbeitung (ID-Bearbeitung) wird mit Innenradius die innere Rohteilfläche definiert, die Sie bearbeiten möchten.
|
|
|
|
Beim Außendrehen |
Beim Innendrehen |
Diese Option wird in Dunkelblau dargestellt und legt die Referenzposition für den Innenradius fest. Die Referenz kann sich auf das Rohteil, das Modell, einen bestimmten Radius, Durchmesser oder auf eine der anderen radialen Positionen beziehen. Diese Referenzposition kann mit einem positiven oder negativen Versatzwert verschoben werden.
Entspricht den Optionen für Von beim Außenradius, wie oben dargestellt.
Versatz
Selbe Funktion wie der oben dargestellte Freiraumversatz.
 Einstellungen auf der Registerkarte Strategieeinstellungen
Einstellungen auf der Registerkarte Strategieeinstellungen
Toleranz
Die Toleranz wird auch als Schneidtoleranz bezeichnet und wird für die Werkzeugwegerstellung und die Geometrietriangulation verwendet. Eventuelle zusätzliche Filtertoleranzen, z. B. Glättung, müssen dieser Toleranz hinzugefügt werden, um die Gesamttoleranz für den Schnitt zu erhalten.
 |
 |
|
Hohe Toleranz 0,100 |
Niedrige Toleranz 0,001 |
Die CNC-Maschinenbewegung wird mit den G1-Linien- und den G2- und G3-Bogenbefehlen gesteuert. Hierfür gleicht Inventor CAM die Spline- und Flächen-Werkzeugwege durch Linearisieren an, wobei viele kurze Liniensegmente erstellt werden, um sich der gewünschten Form anzunähern. Wie genau der Werkzeugweg der gewünschten Form entspricht, hängt weitgehend von der Anzahl der verwendeten Linien ab. Je mehr Linien, desto enger nähert sich der Werkzeugweg der Nennform des Splines oder der Fläche an.
Data Starving
Ein engerer Toleranzbereich führt zu einem genaueren Pfad mit kleineren Liniensegmenten. Es ist verlockend, immer sehr enge Toleranzen zu verwenden, aber dies muss gegen gewisse Aspekte abgewogen werden, wie z. B. längere Zeiten für die Werkzeugwegberechnung, große G-Code-Dateien und sehr kurze Linearbewegungen. Je nach Situation können diese Aspekte problematisch sein. Inventor CAM führt auf nahezu jedem Computer eine schnelle Berechnung durch. Wenn Sie jedoch über eine ältere NC-Steuerung mit begrenztem Speicher und eine Maschine mit langsamen Achsantrieben verfügen, kann die Werkzeugwegbewegung ungleichmäßig sein. Dieses Phänomen wird als Data Starving bezeichnet. Diese Toleranz kann zusammen mit der Glättung die Programmgröße reduzieren und die Leistung der Maschinen verbessern.
Data Starving tritt auf, wenn die Steuerung so stark mit Daten überflutet wird, dass sie die Verarbeitung nicht bewältigen kann. CNC-Steuerungen können nur eine begrenzte Anzahl von Codezeilen (Blöcken) pro Sekunde verarbeiten. Die Bandbreite reicht von gerade einmal 40 Blöcken/Sekunde auf älteren Maschinen bis zu 1.000 Blöcken/Sekunde und mehr auf neueren Maschinen. Kurze Linearbewegungen und hohe Vorschubgeschwindigkeiten können die Verarbeitungsrate derart erhöhen, dass die Steuerung überfordert ist. Wenn dies geschieht, muss die Maschine nach jeder Bewegung anhalten und auf den nächsten Servobefehl von der Steuerung warten.
Reduzierten Vorschub verwenden
Aktivieren Sie diese Option, um den Vorschub beim Nuten zu verringern.
Reduzierter Vorschub
Gibt den reduzierten Vorschub bei Ecken an.
Richtung nach oben/unten
Steuert den Schlichtdurchgang mit drei Optionen.
Nach oben und unten - Nur nach unten - Nur nach oben
Durchgangsüberlappung
Gibt die Überlappung an, die für durch Nach-oben/unten-Bearbeitung getrennte Durchgänge verwendet wird.
Kompensationstyp
Legt den Kompensationstyp fest.
- Im Computer - Die Werkzeugwegposition wird von Inventor CAM auf Grundlage des ausgewählten Werkzeugdurchmessers berechnet. Die nachbearbeitete Ausgabe enthält die tatsächliche Mittellinienposition des Werkzeugs, das sich um die ausgewählte Kante des Bauteils bewegt.
- An Steuerung - Die Werkzeugwegposition wird nicht berechnet, sondern es werden die tatsächlichen Koordinaten der Bauteilkante ausgegeben. Werkzeugkompensations-Codes (G41/G42) werden für das NC-Programm ausgegeben. Dies ermöglicht es dem Bediener, den vollständigen Durchmesser des Werkzeugs in die Tabelle für den Werkzeugkompensationsversatz der Steuerung einzugeben, zur Kompensation der Werkzeugposition in der Steuerung des Bearbeitungswerkzeugs.
- Verschleiß - Funktioniert wie bei Auswahl von Im Computer, wobei zusätzlich die Codes für Werkzeugkompensation links ausgegeben werden. Damit kann der Bediener des Bearbeitungswerkzeugs den Werkzeugverschleiß an der Maschine ausgleichen, indem er die Differenz der Werkzeuggröße zwischen dem programmierten Werkzeug und dem tatsächlich verwendeten Werkzeug eingibt.
- Umgekehrter Verschleiß - Entspricht der Option Verschleiß, allerdings wird der Code für die Werkzeugkompensation rechts ausgegeben.
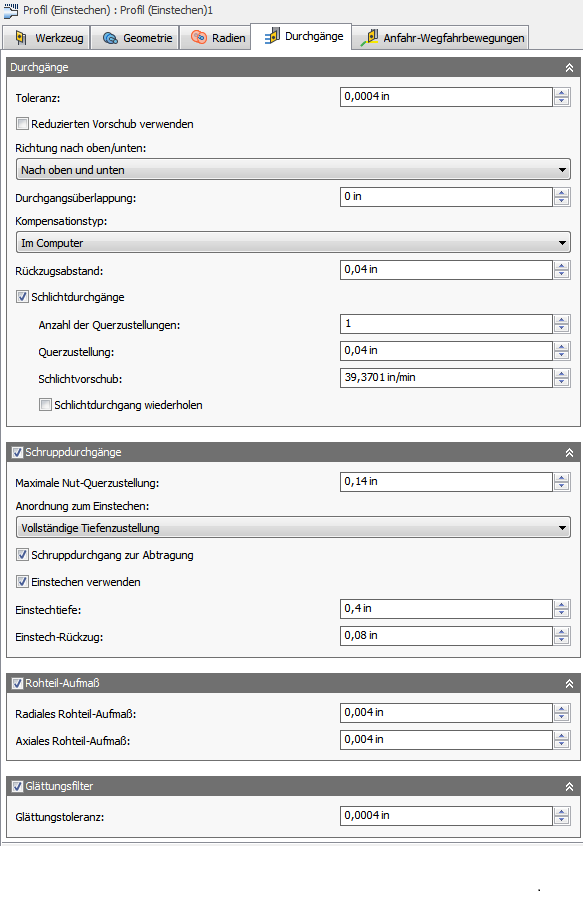
Rückzugsabstand
Gibt den einzunehmenden Abstand zum Rohteil an, bevor der Rückzug erfolgt.
Schlichtdurchgänge
Aktivieren Sie diese Option zur Durchführung von Schlichtdurchgängen. Wenn Schruppen deaktiviert ist, wird der Drehprofil-Werkzeugweg zu einem Nur-Schlichtbearbeitungs-Werkzeugweg. Wenn Schruppen und Schlichten beide aktiviert sind, können Sie das Bauteil mit einem Werkzeug schruppen und schlichten.

Schruppdurchgang und Schlichtdurchgang aktiviert |
Schlichtdurchgang aktiviert, Schruppdurchgang deaktiviert |
Anzahl der Zustellungen
Die Anzahl der Schlichtschritte.
Querzustellung
Gibt den Abstand der Querzustellungen zwischen Durchgängen an.
Mehrere Schlicht-Querzustellungen
Schlichtvorschub
Der Vorschub, der auf den Schlichtschnitt angewendet wird.
Schlichtdurchgang wiederholen
Wenn diese Option aktiviert ist, wird ein zusätzlicher Schlichtdurchgang bei 0.0 am Rohteil erstellt. Dadurch wird Rohteilmaterial entfernt, das aufgrund von Werkzeugdurchbiegung übrig geblieben ist. Wird allgemein als Federschnitt bezeichnet.
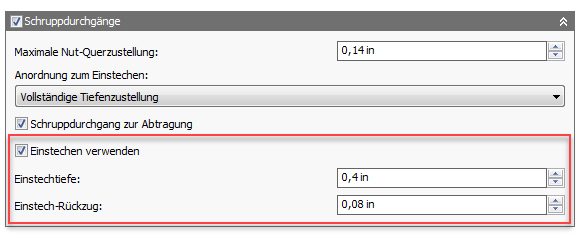
Schruppdurchgänge
Aktivieren zur Durchführung von Schruppdurchgängen
Maximale Nut-Zustellung
Gibt die maximale Nut-Querzustellung zwischen Schnitten an.
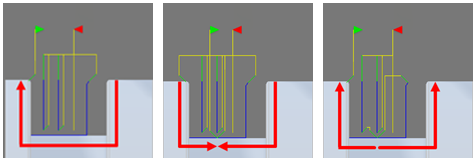
Anordnung zum Nuten
Es gibt drei Optionen für die Anordnung zum Nuten:
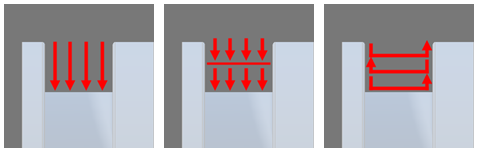
Vollständige Tiefenzustellung - Teiltiefenzustellung - Seitlich mit Teiltiefenzustellung
Schruppdurchgang zur Abtragung
Gibt an, dass nach Schruppdurchgängen übrige Erhöhungen abzutragen sind. Aktivieren Sie diese Einstellung, um zu verhindern, dass das Werkzeug mit nach Schruppdurchgängen an Wänden verbleibendem Rohteilmaterial kollidiert.
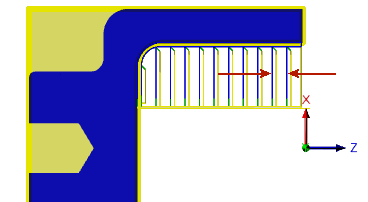
Einstechen verwenden
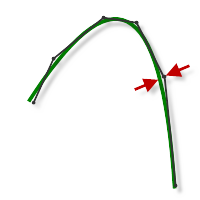
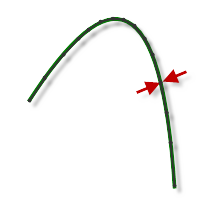
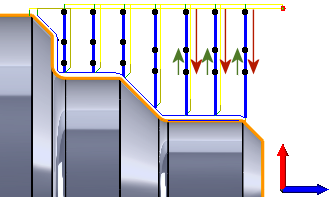
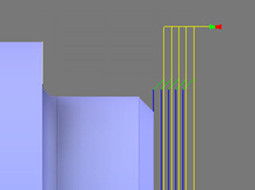
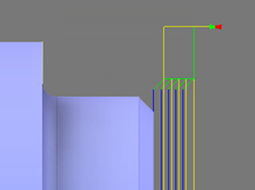
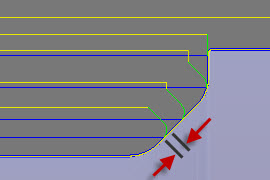
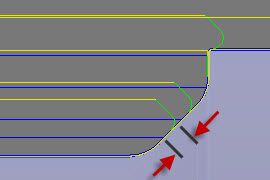
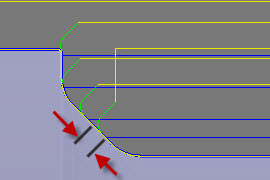
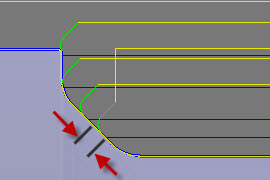
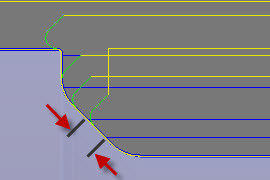
Die Option Einstechen verwenden erstellt mehrere Schritte über die Länge der Schnittrichtung hinweg. Zwischen den Einstechtiefen zieht sich das Werkzeug entlang des Pfades um den angegebenen Abstand Einstech-Rückzug zurück. Verwenden Sie diese Option, wenn Ihr Material lange Späne verursacht.
Einstechtiefen - Gibt den Schrittabstand pro Einstich entlang der Länge der Schnittrichtung an. Der Abstand für den Vorschub entlang des Schnitts zwischen den Rückzügen.
Einstech-Rückzug - Gibt den Rückzugsabstand zwischen den Einstichen entlang der Schnittrichtung an.
Tipp: Zur Anzeige der Punkte, an denen das Werkzeug einsticht und sich zurückzieht, wechseln Sie zu Simulation, und aktivieren Sie unter der Gruppe Werkzeugweg anzeigen das Symbol Punkte anzeigen.
|
|
| Darstellung mit 8 mm Einstich (roter Pfeil) und 3 mm Rückzug (grüner Pfeil) |
| Positives Aufmaß
Die Menge des Rohteilmaterials, das noch übrig ist, wenn der Vorgang abgeschlossen ist. Dieses Material kann mittels nachfolgender Schrupp- oder Schlichtvorgänge entfernt werden. Es ist üblich, nach dem Schruppvorgang noch eine geringe Menge an Material übrig zu lassen. |
 |
| Kein Aufmaß
Sämtliches überschüssiges Material wird bis zur ausgewählten Geometrie entfernt. |
 |
| Negatives Aufmaß
Entfernt Material über die Bauteilfläche oder -begrenzung hinaus. |
 |
Radiales Rohteil-Aufmaß (AD/ID) - Axiales Rohteil-Aufmaß (Fläche)
Der Parameter Radiales Rohteil-Aufmaß steuert die Menge an Material, das in der radialen Richtung übrig gelassen werden soll, d. h., Außendurchmesser oder Innendurchmesser. Die Angabe eines positiven radialen Rohteil-Aufmaßes führt dazu, dass Material am Außen- oder Innendurchmesser des Bauteils zurückbleibt.
Der Parameter Axiales Rohteil-Aufmaß steuert die Menge des in der axialen Richtung (entlang der Z-Achse), also an den Flächen der Flansche, zu belassenden Materials. Die Angabe eines positiven axialen Rohteil-Aufmaßes führt dazu, dass Material an den Flächen und flachen Bereichen in der Z-Richtung zurückbleibt.
Wenn Sie die Menge des radialen Rohteil-Aufmaßes ändern, wird das axiale Rohteil-Aufmaß automatisch auf denselben Wert gesetzt. Sie können manuell einen anderen Wert für das axiale Rohteil-Aufmaß eingeben. Bei Verwendung unterschiedlicher Werte für das Rohteil und Flächen, die nicht genau horizontal/vertikal sind, interpoliert Inventor CAM zwischen den Werten für axiales und radiales Rohteil-Aufmaß. Das an diesen Flächen übrig gelassene Rohteilmaterial unterscheidet sich daher je nach Flächenneigung möglicherweise vom angegebenen Wert.

|

|
|
Axiales Rohteil-Aufmaß |
Radiales Rohteil-Aufmaß |
Bei Schlichtvorgängen ist es üblich, den Vorgabewert auf 0 mm/0 Zoll festzulegen, d. h., es bleibt kein Material übrig.
Bei Schruppvorgängen ist es üblich, eine geringe Menge an Material übrig zu lassen, das später durch einen oder mehrere Schlichtvorgänge entfernt werden kann.
Negatives Aufmaß
Bei Verwendung eines negativen Aufmaßes wird bei der Bearbeitung mehr Material vom Rohteil entfernt als Ihre Modellform aufweist. Dies kann zum Bearbeiten von Elektroden mit einer Funkenstrecke verwendet werden, wobei die Funkenstrecke dem negativen axialen Aufmaß entspricht.
Sowohl das radiale als auch das axiale Aufmaß kann einen negativen Wert haben. Das negative radiale Aufmaß muss jedoch kleiner sein als der Werkzeugradius. Bei Verwendung eines großen Nasenradius oder eines schalterartigen Einsatzes mit einem negativen Rohteil-Aufmaß muss das negative Rohteil-Aufmaß kleiner als oder gleich dem Radius sein.
Glättungsfilter
Glättet den Werkzeugweg, indem überschüssige Punkte entfernt und Bogen innerhalb der definierten Filtertoleranz angepasst werden.
 |
 |
|
Glättungsfilter aus |
Glättungsfilter ein |
Die Glättung dient dazu, den Umfang des Codes zu verringern, ohne dass dies auf Kosten der Genauigkeit geht. Bei der Glättung werden kollineare Linien durch eine Linie und Tangentialbogen ersetzt, um mehrere Linien in gewölbten Bereichen zu ersetzen.
Die Auswirkungen des Glättungsfilters können beträchtlich sein. Die Größe der G-Code-Datei kann um 50 % oder mehr reduziert werden. Die Maschine läuft schneller und reibungsloser, und die Oberflächengüte wird verbessert. Der Umfang der Codereduzierung hängt davon ab, wie gut sich der Werkzeugweg für die Glättung eignet. Werkzeugwege wie Parallel und Kontur, die primär in einer Hauptebene (XY, XZ, YZ) liegen, können gut gefiltert werden. Bei Werkzeugwegen, auf die dies nicht zutrifft (wie 3D-HSC-Kontur), ist die Reduzierung geringer.
Glättungstoleranz
Gibt die Toleranz des Glättungsfilters an. Anders als die Standardtoleranz (siehe oben) gibt die Glättungstoleranz an, wie genau die linearisierten Punkte zusammenpassen.
Wenn das Bauteilprofil viele Splines enthält, wird die Spline-Kurve in kleinere, lineare Segmente unterteilt. Mit der Glättung werden diese Endpunkte innerhalb der Glättungstoleranz aneinander angepasst, um so eine Kontur verschmolzener Bogen (G02/G03) zu erstellen. Glättungstoleranz und Toleranz sollten kombiniert werden, um die Gesamttoleranz des erzeugten Werkzeugwegs nachvollziehen zu können.
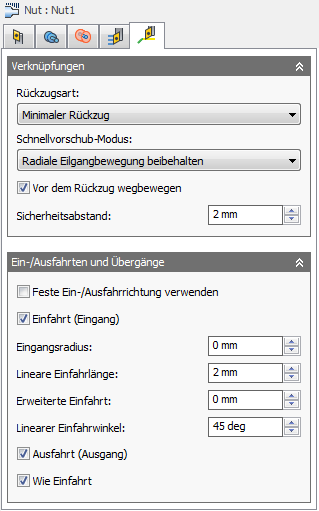
 Einstellungen auf der Registerkarte Verbindungen und Anfahr-Wegfahrbewegungen
Einstellungen auf der Registerkarte Verbindungen und Anfahr-Wegfahrbewegungen
 |

|
|
Rückzugsart
Steuert, wie das Werkzeug nach jedem Schnittdurchgang auf den Abstandsdurchmesser zurückgezogen wird, oder ob es nur ein kurzes Stück vom Werkstück zurückgezogen wird. Der Abstand wird durch den Wert für Sicherheitsabstand bestimmt.
 |
 |
| Voller Rückzug - Das Werkzeug wird am Ende des Durchgangs vollständig bis zur Rückzugshöhe zurückgezogen, bevor es über den Startpunkt des nächsten Durchgangs bewegt wird. | Minimaler Rückzug - Das Werkzeug wird gerade nach oben auf die niedrigste freie Höhe (zuzüglich eines eventuell angegebenen Sicherheitsabstands) über dem Werkstück bewegt. |
Schnellvorschub-Modus
Gibt an, wann Eilgang-Bewegungen als echte Eilgang-Bewegungen (G0) und wann als Schnellvorschub-Bewegungen (G1) ausgegeben werden sollen.
- G0-Bewegungen in allen drei Achsen - Alle Eilgang-Bewegungen bleiben erhalten.
- G0-Bewegungen axial und radial - Eilgang-Bewegungen, die nur horizontal (radial) oder vertikal (axial) verlaufen, werden als echte Eilgang-Bewegungen ausgegeben.
- G0-Bewegungen nur axial - Nur Eilgang-Bewegungen, die vertikal verlaufen, werden ausgegeben.
- G0-Bewegungen nur radial - Nur Eilgang-Bewegungen, die horizontal verlaufen, werden ausgegeben.
- G0-Bewegung in einer Achse - Nur Eilgang-Bewegungen, die in einer Achse (X, Y oder Z) verlaufen, werden ausgegeben.
- Schnellvorschub immer benutzen - Eilgang-Bewegungen werden als G1-Bewegungen (Schnellvorschub-Bewegungen) statt als G0-Bewegungen (Eilgang-Bewegungen) ausgegeben.
Dieser Parameter wird gewöhnlich festgelegt, um Kollisionen bei Eilgängen auf Maschinen zu vermeiden, die Führungsverlängerungsbewegungen im Eilgang durchführen.
Schnellvorschub
Der zu verwendende Vorschub für als G1 statt als G0 ausgegebene Eilgang-Bewegungen
Vor dem Rückzug wegbewegen
Aktivieren Sie diese Option, um das Werkzeug vor dem Rückzug nach Möglichkeit vom Rohteil wegzubewegen. Wenn Sie diese Option deaktivieren, kann das Werkzeug beim Rückzug das Rohteil berühren.
Sicherheitsabstand
Mindestabstand zwischen dem Werkzeug und den Bauteilflächen während Rückzugsbewegungen. Der Abstand wird gemessen, nachdem das Aufmaß angewendet wurde. Wird also ein negatives Aufmaß verwendet, muss unbedingt sichergestellt werden, dass der Sicherheitsabstand groß genug ist, um Kollisionen zu vermeiden.
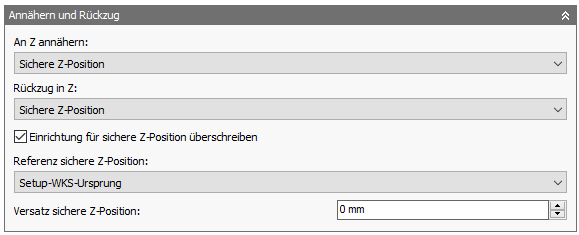
Annäherung und Rückzug
Wird verwendet, um die Position zu definieren, die das Werkzeug zu Beginn und Ende der Operation einnimmt. Die vorgegebene Position ist die Referenz auf die sichere Z-Position gemäß Definition im Setup. Sie können die sichere Z-Position des Setups mit den unten aufgeführten Optionen überschreiben.
- Sichere Z-Position - Die Annäherungsposition entspricht der im Setup definierten sicheren Z-Position.
- Erste Werkzeugwegposition - Die Annäherungsposition entspricht der ersten Z-Position des Werkzeugwegs.
An Z annähern - Legt fest, wie das Werkzeug vor dem Start des Werkzeugwegs positioniert wird.
- Sichere Z-Position - Die Annäherungsposition entspricht der im Setup definierten sicheren Z-Position.
- Letzte Werkzeugwegposition - Die Rückzugsposition entspricht der letzten Z-Position des Werkzeugwegs.
Rückzug in Z - Legt fest, wie das Werkzeug nach Abschluss des Werkzeugwegs positioniert wird.
Einrichtung für sichere Z-Position überschreiben
Aktivieren Sie diese Option, um die Referenzposition für den sicheren Z-Rückzug neu zu definieren.
- Setup-WKS-Ursprung - Legen Sie die Referenz auf die im Setup definierte Position des Arbeitskoordinatenversatzes fest.
- Rohteilvorderseite - Legen Sie die Referenz auf die Position der Rohteilvorderseite fest.
- Rohteilrückseite - Legen Sie die Referenz auf die Position der Rohteilrückseite fest.
Referenz sichere Z-Position - Wählen Sie die neue Referenzposition aus, um die sichere Z-Rückzugsposition festzulegen.
Versatz sichere Z-Position
Geben Sie den Abstand für den Versatz von der oben aufgeführten Referenzposition an.
Referenz und Versatzabstand WKS |
Referenz und Versatzabstand WKS |
Referenz und Versatzabstand Rohteilvorderseite |
Referenz und Versatzabstand Rohteilrückseite |
Feste Ein-/Ausfahrrichtung verwenden
Gibt an, dass die angegebenen Ein-/Ausfahrrichtungen immer relativ zum XZ-Koordinatensystem sind. Wenn diese Option deaktiviert ist, sind die Ein-/Ausfahrrichtungen relativ zur vorderen/hinteren Schnittrichtung der einzelnen Durchgänge.
Einfahrt
Aktivieren Sie diese Option zum Erstellen einer Einfahrbewegung (roter Pfeil) zum Schnittprofil hin.
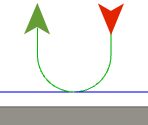
Einfahrt (roter Pfeil)
Einfahrradius
Gibt den Radius der Einfahrbewegung am Anfang einer Schnittbewegung an.
 Einfahrradius 0 mm |

Einfahrradius 3 mm |
Lineare Einfahrlänge
Gibt den Abstand (Länge) der Einfahrbewegung am Anfang einer Schnittbewegung an.
 Linearer Einfahrabstand auf 1 mm festgelegt |
 Linearer Einfahrabstand auf 5 mm festgelegt |
Erweiterte Einfahrt
Gibt den Wert für die erweiterte Einfahrt an. Mit dieser Einstellung erfolgt vor dem Punkt, an dem die Schnittbewegung beginnt, eine Einfahrt in der Länge des angegebenen Werts.
 Erweiterte Einfahrt auf 0 mm festgelegt |
 Erweiterte Einfahrt auf 1 mm festgelegt |
Linearer Einfahrwinkel
Gibt den Winkel der Einfahrbewegung am Anfang einer Schnittbewegung an. Beachten Sie, dass die Winkelreferenz von der Option Feste Ein-/Ausfahrrichtung verwenden abhängt.
 Einfahrwinkel 45 Grad |
 Einfahrwinkel 90 Grad |
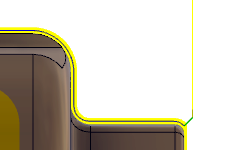
Ausfahrt
Aktivieren Sie diese Option zum Erstellen einer Ausfahrbewegung (grüner Pfeil) vom Schnittprofil weg.
Ausfahrt (grüner Pfeil)
Wie Einfahrt
Gibt an, dass die Ausfahrtdefinition identisch zur Einfahrtdefinition sein soll.
Linearer Ausfahrabstand
Gibt den Abstand (Länge) der Ausfahrbewegung am Ende einer Schnittbewegung an.
 Linearer Ausfahrabstand auf 1 mm festgelegt |
 Linearer Ausfahrabstand auf 5 mm festgelegt |
Ausfahrverlängerung
Mit dieser Einstellung wird der Punkt, an dem das Schneidwerkzeug mit der Ausfahrbewegung beginnt, um den angegebenen Wert nach hinten versetzt.
 Ausfahrverlängerung auf 0 mm festgelegt |
Ausfahrverlängerung auf 1 mm festgelegt |
Ausfahrradius
Gibt den Radius der Ausfahrbewegung am Ende einer Schnittbewegung an.
 Ausfahrradius 0 mm |
Ausfahrradius 3 mm |
Linearer Ausfahrwinkel
Gibt den Winkel der Ausfahrbewegung am Ende einer Schnittbewegung an. Beachten Sie, dass die Winkelreferenz von der Option Feste Ein-/Ausfahrrichtung verwenden abhängt.
 Ausfahrwinkel 45 Grad |
 Ausfahrwinkel 90 Grad |