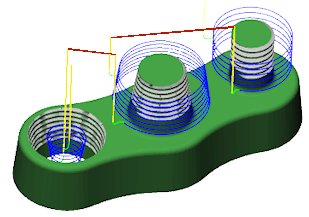
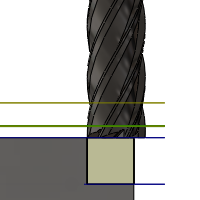
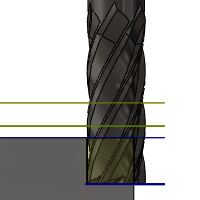
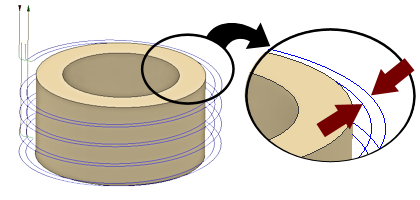
[ねじ]は、直線壁またはテーパ壁で穴またはボスにねじを加工するために使用します。内部または外部の円形状面を選択し、単一また複数のリードねじを作成します。高さと深さは選択した面から自動的に得られます。
|
|
|
アクセス: |
リボン:
[CAM]タブ  [2D ミル]パネル
[ねじ]
[2D ミル]パネル
[ねじ]

|
 [工具]タブの設定
[工具]タブの設定
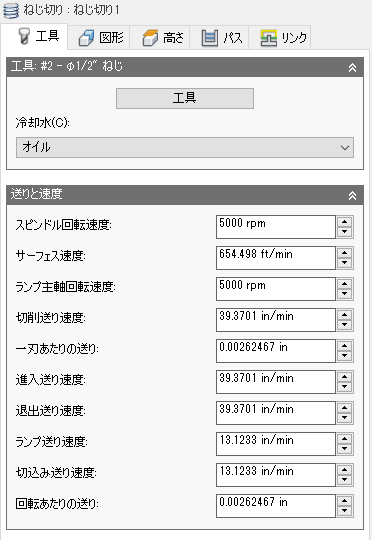
冷媒
マシン ツールで使用される冷媒の種類を選択します。種類によってはマシンのポスト プロセッサと組み合わせられない場合があります。
送りおよび速度
スピンドルおよび送り速度の切削パラメータ。
- スピンドル速度: 回転/分(RPM)で表すスピンドル速度
- サーフェス速度: 工具の切削エッジを材料が通過する速度(SFM または m/min)
- 傾斜スピンドル速度: ランプ移動実行時の主軸の回転速度
- 切削送り速度: 通常の切削移動に使用される送り速度。単位はインチ/分または mm/分
- 一刃あたりの送り: 一刃あたりの送り(FPT)として表される切削送り速度
- 進入送り速度: 切削動作への進入時に使用される送り
- 退出送り速度: 切削動作からの退出時に使用される送り
- ランプ送り速度: ストックにらせんランプを行うときに使用する送り
- 切込み送り速度: Plunging ストックにするときに使用する送り
- 1 回転あたりの送り量: 回転あたりの送りとして表される切込み送り速度
 [図形]タブの設定
[図形]タブの設定
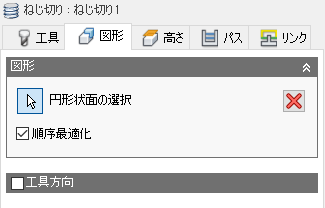
[ジオメトリ]
内部または外部の円形状面を選択します。直線壁またはテーパ壁を指定できます。
円形状面の選択
内部または外部の円形状面を選択します。高さと深さは選択した面から自動的に得られます。
順序最適化
切削間の最短距離で選択した面を並べ替えることができます。
工具方向
Inventor CAM Express では使用不可
座標系の方向と原点のオプションの組み合わせを使用して工具方向を決定する方法を指定します。
[方向]ドロップダウン メニューは、X、Y および Z 座標軸の方向を設定するための次のオプションを提供します。
- WCS 方向を設定: 工具方向に現在の設定の座標系(WCS)を使用します。
- モデルの向き: 工具方向に現在のパーツの座標系(WCS)を使用します。
- Z 軸/平面、X 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して X 軸を定義します。Z 軸と X 軸は両方とも 180 度反転させることができます。
- Z 軸/平面、Y 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。Z 軸と Y 軸は両方とも 180 度反転させることができます。
- X 軸、Y 軸を選択: 1 つの面またはエッジを選択して X 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。X 軸と Y 軸は両方とも 180 度反転させることができます。
- 座標系を選択: モデル内の定義済みユーザ座標系からこの操作のための特定の工具方向を設定します。これは、既存の座標系の原点と方向の両方を使用します。方向に適した点および面がモデルに含まれていない場合はこれを使用します。
[原点]ドロップダウン メニューには、座標系の原点を配置するための次のオプションがあります。
- WCS 原点を設定: 工具原点に現在の設定の座標系(WCS)の原点を使用します。
- モデル原点: 工具原点に現在のパーツの座標系(WCS)を使用します。
- 選択された点: 座標系の原点に頂点またはエッジを選択します。
- ストック ボックス点: 座標系の原点にストック境界領域上の点を選択します。
- モデル ボックス点: 座標系の原点にモデル境界領域上の点を選択します。
 [高さ]タブの設定
[高さ]タブの設定
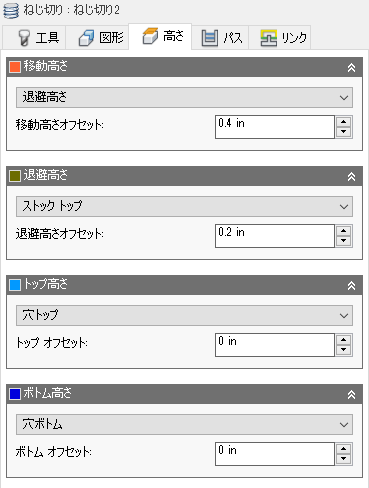
移動高さ
移動高さは、ツールパスの始点への動線上で工具が早送りする最初の高さです。
移動高さ
- 退避高さ: [退避高さ]からの増分オフセットです。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
移動高さオフセット:
移動高さオフセットは、上にある移動高さのドロップダウン リストの選択内容を基準に適用されます。
退避高さ
退避高さでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さは、[送り高さ]および[トップ]より上に設定する必要があります。退避高さは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
退避高さオフセット:
退避高さオフセットは、上にある退避高さのドロップダウン リストの選択内容を基準に適用されます。
トップ高さ
トップ高さでは、切り取りのトップを表す高さを設定します。トップ高さは、[ボトム]より上に設定する必要があります。トップ高さは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
トップ オフセット:
トップ オフセットは、上にあるトップ高さのドロップダウン リストの選択内容を基準に適用されます。
ボトム高さ
ボトム高さでは、最終加工の高さまたは深さ、および工具がストック内に下降する最小深度を指定します。ボトム高さは、[トップ]より下に設定する必要があります。ボトム高さは、高さを設定するために後続のオフセットとともに使用されます。
ボトム高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 穴トップ: [穴トップ]からの増分オフセット
- 穴ボトム: [穴ボトム]からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
ボトム オフセット
ボトム オフセットは、上にあるボトム高さのドロップダウン リストの選択内容を基準に適用されます。
 [パス]タブの設定
[パス]タブの設定
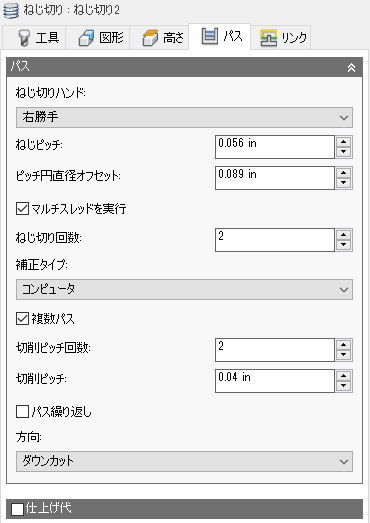
ねじ切りハンド
右ねじ --- 左ねじ
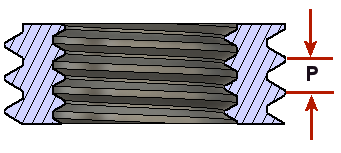
ねじのピッチ
完全な 1 つのねじがトラバースした距離です。インチねじは、1 をインチあたりのねじ山の数(TPI)で割った値で表します。メートル単位では表示されたとおりのピッチです。
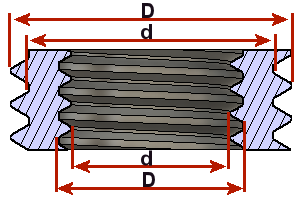
ピッチ円直径オフセット
主「D」と副「d」のねじ径の差です。これはねじの深さで、値は常に正です。
マルチスレッドを実行
ねじ切り回数の入力を有効にします。
ねじ切り回数:
ねじのリードの数を指定します。
補正タイプ:
補正タイプを指定します。
- コンピュータ: 工具補正は選択した工具の直径に基づいて Inventor CAM によって自動的に計算されます。ポストプロセスの出力には、G41/G42 コードではなく補正されたパスが直接含まれています。
- 制御機: 工具補正は計算されず、G41/G42 コードが出力となり、オペレータは工作機制御の補正量と摩耗を設定できます。
- 摩耗補正: コンピューターが選択された場合のように機能しますが、G41/G42 コードも出力します。これにより工作機のオペレータは、工具サイズの差を負の値で入力することによって工作機制御での工具の摩耗を調整できます。
- 逆摩耗補正: 摩耗補正の調整が正の数として入力される点を除き、摩耗補正オプションと同一です。
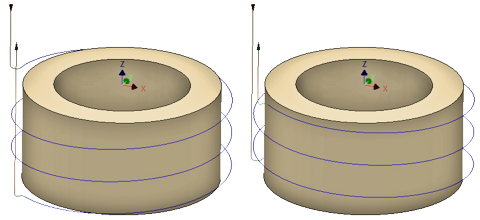
複数パス
有効にすると、ねじ切りミル時に複数の切削深さの値を入力できます。
切削ピッチ回数
粗取りピッチの回数を入力します。上記の 2 つの手順。
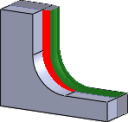
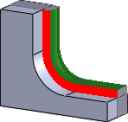
切削ピッチ
仕上げパス間の最大距離です。(上記の図を参照)
パス繰り返し
最終仕上げパスを 2 回実行して工具のふれによるストック残りを除去します。
方向:
[方向]オプションは、Inventor CAM でダウンカットまたはアップカットのどちらを維持するよう試みる必要があるかをコントロールできます。
[ダウンカット]
1 つの方向におけるすべてのパスを加工するには[ダウンカット]を選択します。この方法を使用する場合、Inventor CAM は選択した境界を基準としてダウンカットを使用しようとします。
左(ダウンカット)  ダウンカット |
右(アップカット)  アップカット |
仕上げ代
 正 [正の仕上げ代]: 後続の粗取りまたは仕上げ操作で削除すべき、操作後の残りストックの量です。粗取り操作のために、既定値は少量の材料を残します。 |
 [なし] [仕上げ代なし]: 選択した図形まで余分な材料をすべて除去します。 |
 負 [負の仕上げ代]: パーツのサーフェスまたは境界を越える材料を削除します。多くの場合、このテクニックは、スパーク ギャップを可能にする溶接棒加工において、またはパーツの許容差要件を満たすために使用されます。 |
[負の仕上げ代]: パーツのサーフェスまたは境界を越える材料を削除します。多くの場合、このテクニックは、スパーク ギャップを可能にする溶接棒加工において、またはパーツの許容差要件を満たすために使用されます。
径方向(壁)の仕上げ代
[径方向の仕上げ代]パラメータは、ラジアル方向(工具軸に対して直角)、すなわち工具の横に残す材料の量をコントロールします。
 放射状仕上げ代 |
 を残すには[放射状]および[軸ストック |
正の径方向の仕上げ代を指定することで、材料が壁に残されます。
操作を終了するには、既定の値は 0 mm / マテリアルを左に 0 です。
粗取り操作の既定の値では、後の 1 つまたは複数の仕上げ操作により削除することができる少量の材料を残します。
 [リンク]タブの設定
[リンク]タブの設定
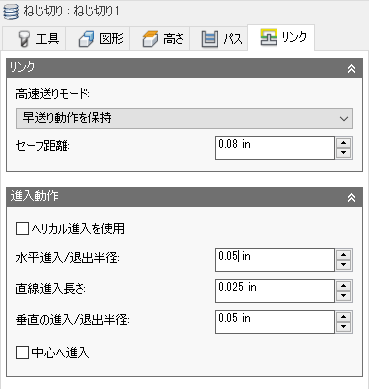
高速送りモード:
早送り動作を真に高速(G0)として出力する場合、および高速送り速度動作(G1)として出力する場合を指定します。
- 早送り動作を保持: すべての早送り動作を保持します。
- 高速の動き、水平方向にのみ(放射状)を移動または垂直方向(軸 )[ 軸方向と半径方向の高速移動 - true ラピッズとして出力されます。
- 軸早送り動作を保持: 垂直方向の早送り動作のみを保持します。
- 径方向早送り動作を保持: 水平方向の早送り動作のみを保持します。
- 単一軸の早送り動作を保持: 1 つの軸(X、Y、または Z)の早送り動作のみを保持します。
- 高速送り速度を保持: 早送り動作(G0)の代わりに(高速送り動作) G01 として早送り動作を出力します。
このパラメータは、通常は「参照線」動作を高速で実行するマシンへの高速の衝突を回避するように設定されます。
高速送り速度:
G0 の代わりに G1 として早送り動作の出力に使用する送り速度です。
セーフ距離:
退避動作時の工具とパーツ サーフェス間の最短距離です。距離は仕上げ代が適用された後に測定されるため、負の仕上げ代を使用する場合は、セーフ距離が衝突を回避するのに十分な大きさであることを特に注意して確認する必要があります。
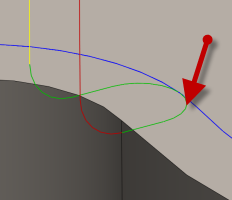
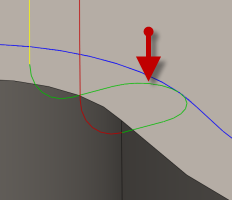
らせん進入を使用
円弧進入/退出の動作の代わりにらせん進入/退出の動作を使用することができます。
水平進入半径:
水平進入動作の半径を指定します。
水平進入半径
水平退出半径:
水平退出動作の半径を指定します。
水平退出半径
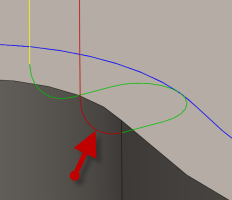
直線進入長さ:
直線進入の長さを指定します。
垂直の進入半径:
進入が進入からツールパスに移動するときに円滑化される垂直円弧の半径です。
垂直の進入半径
垂直退出半径:
垂直退出の半径を指定します。
垂直退出半径
中心へ進入
進入/退出の動作は、ジオメトリの中心にする必要があります。