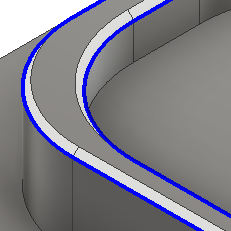
2D 面取りはパーツ上に斜めのエッジを作成するために使用されます。[エッジ]または[スケッチ]を選択します。テーパの付いたツールが必要です。
|
アクセス: |
リボン:
[CAM]タブ  [2D ミル]パネル
[2D 面取り]
[2D ミル]パネル
[2D 面取り]

|
 [工具]タブの設定
[工具]タブの設定
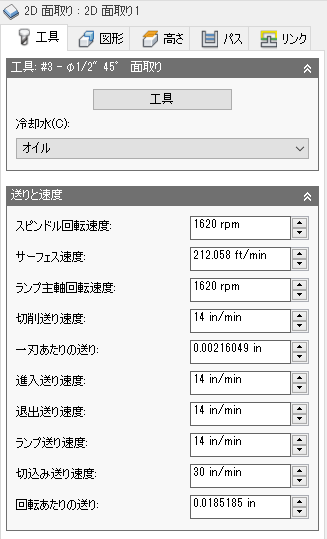
冷媒
マシン ツールで使用される冷媒の種類を選択します。種類によってはマシンのポスト プロセッサと組み合わせられない場合があります。
送りおよび速度
スピンドルおよび送り速度の切削パラメータ。
- スピンドル速度: 回転/分(RPM)で表すスピンドル速度
- サーフェス速度: 工具の切削エッジを材料が通過する速度(SFM または m/min)
- 傾斜スピンドル速度: ランプ移動実行時の主軸の回転速度
- 切削送り速度: 通常の切削移動に使用される送り速度。単位はインチ/分または mm/分
- 一刃あたりの送り: 一刃あたりの送り(FPT)として表される切削送り速度
- 進入送り速度: 切削動作への進入時に使用される送り
- 退出送り速度: 切削動作からの退出時に使用される送り
- ランプ送り速度: ストックにらせんランプを行うときに使用する送り
- 切込み送り速度: Plunging ストックにするときに使用する送り
- 1 回転あたりの送り量: 回転あたりの送りとして表される切込み送り速度
 [図形]タブの設定
[図形]タブの設定
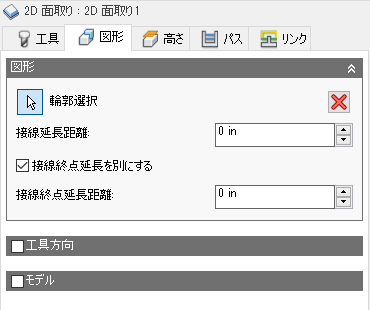
[ジオメトリ]
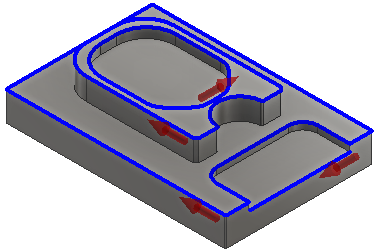
[エッジ]または[スケッチ]を選択できます。連続する図形が自動的にチェーンされます。
輪郭選択
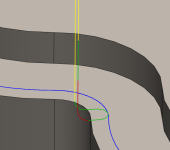
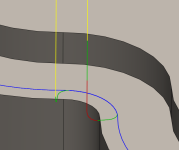
モデリングされた面取りのないパーツの鋭角エッジを選択します。面取りがモデリングされている場合は、面取りの下部エッジを選択します。
鋭角エッジの選択。 |
モデリングされたエッジの選択。 |
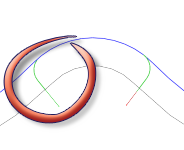
接線延長距離
開いた輪郭に使用し、選択したチェーンの始点と終点を延長します。これにより、始点と終点の角度に基づいて、接線の直線延長が作成されます。これは、選択した図形の延長です。
|
延長距離によって単一のチェーンのオーバーラップが発生する場合、交差はトリムされ、閉じた境界になります。 |
接線終点延長を別にする
異なる終端延長の長さの値を入力するには、このオプションを選択します。
接線終点延長距離
終了位置を延長する距離を指定します。
16 mm 始点延長および 5 mm 終点延長
工具方向
Inventor CAM Express では使用不可
座標系の方向と原点のオプションの組み合わせを使用して工具方向を決定する方法を指定します。
[方向]ドロップダウン メニューは、X、Y および Z 座標軸の方向を設定するための次のオプションを提供します。
- WCS 方向を設定: 工具方向に現在の設定の座標系(WCS)を使用します。
- モデルの向き: 工具方向に現在のパーツの座標系(WCS)を使用します。
- Z 軸/平面、X 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して X 軸を定義します。Z 軸と X 軸は両方とも 180 度反転させることができます。
- Z 軸/平面、Y 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。Z 軸と Y 軸は両方とも 180 度反転させることができます。
- X 軸、Y 軸を選択: 1 つの面またはエッジを選択して X 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。X 軸と Y 軸は両方とも 180 度反転させることができます。
- 座標系を選択: モデル内の定義済みユーザ座標系からこの操作のための特定の工具方向を設定します。これは、既存の座標系の原点と方向の両方を使用します。方向に適した点および面がモデルに含まれていない場合はこれを使用します。
[原点]ドロップダウン メニューには、座標系の原点を配置するための次のオプションがあります。
- WCS 原点を設定: 工具原点に現在の設定の座標系(WCS)の原点を使用します。
- モデル原点: 工具原点に現在のパーツの座標系(WCS)を使用します。
- 選択された点: 座標系の原点に頂点またはエッジを選択します。
- ストック ボックス点: 座標系の原点にストック境界領域上の点を選択します。
- モデル ボックス点: 座標系の原点にモデル境界領域上の点を選択します。
モデル
設定で定義されたモデルのジオメトリ(サーフェス/ボディ)はオーバーライドすることができます。
セットアップ モデルを含める
既定では有効になっています。操作で選択したモデルのサーフェスに加えて、セットアップで選択したモデルも含まれます。このチェック ボックスをオフにすると、操作で選択したサーフェス上にのみツールパスが生成されます。
 [高さ]タブの設定
[高さ]タブの設定
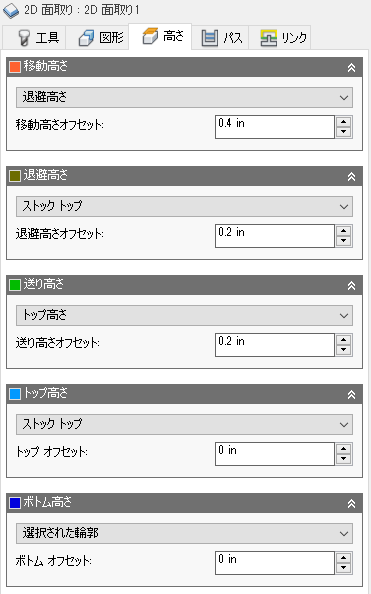
移動高さ
移動高さは、工具パスの始点への動線上で工具が早送りする最初の高さです。
移動高さ
- 退避高さ: [退避高さ]からの増分オフセットです。
- フィード高さ: フィード高さから 増分をオフセットします。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
移動高さオフセット:
移動高さオフセットは、上にある移動高さのドロップダウン リストの選択内容を基準に適用されます。
退避高さ
退避高さでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さは、[送り高さ]および[トップ]より上に設定する必要があります。退避高さは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- フィード高さ: フィード高さから 増分をオフセットします。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
退避高さオフセット:
退避高さオフセットは、上にある退避高さのドロップダウン リストの選択内容を基準に適用されます。
送り高さ
送り高さでは、パーツに進入する送り速度や切込み速度に変化する前に工具が早送りする高さを設定します。送り高さは、[トップ]より上に設定する必要があります。ドリル処理では、初期の送り高さと退避ペック高さとしてこの高さを使用します。送り高さは、高さを設定するために後続のオフセットとともに使用されます。
送り高さ
- クリアランスの高さ: クリアランスの高さから 増分をオフセットします。
- 高さを短縮: 高さを短縮から 増分をオフセットします。
- 無効: [送り高さ]を無効にすると、工具は進入まで早送りされます。
- 上の高さ: Top高さから 増分をオフセットします。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 特定の操作での[設定]または ツールの方向で定義されている、原点 から 絶対オフセット原点(絶対):
送り高さオフセット:
送り高さオフセットは、上にある送り高さのドロップダウン リストの選択内容を基準に適用されます。
上部の高さ
トップ高さでは、切り取りのトップを表す高さを設定します。トップ高さは、[ボトム]より上に設定する必要があります。トップ高さは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- [ 下部の高さ: の下部の高さ ]から 増分をオフセットします。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
トップ オフセット:
トップ オフセットは、上にあるトップ高さのドロップダウン リストの選択内容を基準に適用されます。
ボトム高さ
ボトム高さでは、最終加工の高さまたは深さ、および工具がストック内に下降する最小深度を指定します。ボトム高さは、[トップ]より下に設定する必要があります。ボトム高さは、高さを設定するために後続のオフセットとともに使用されます。
ボトム高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- フィード高さ: フィード高さから 増分をオフセットします。
- 上の高さ: Top高さから 増分をオフセットします。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- [ ストック上: ストック上から 増分をオフセットします。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
ボトム オフセット:
ボトム オフセットは、上にあるボトム高さのドロップダウン リストの選択内容を基準に適用されます。
 [パス]タブの設定
[パス]タブの設定
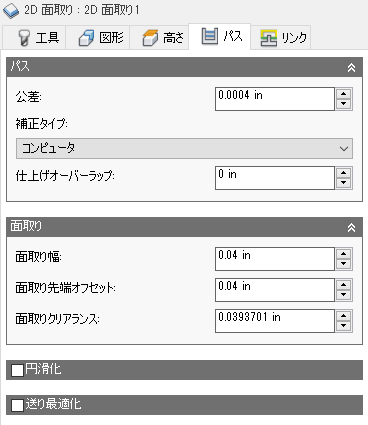
許容差
スプラインや楕円などの図形を線形化する際に使用する許容差です。この許容差は、最大弦の距離として解釈されます。
 緩い許容差 .100 |
 厳しい許容差 .001 |
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。これに対応するには、線形化することにより CAM をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G-code ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。Inventor CAM の計算は非常に高速で、最近のほとんどのコントロールには少なくとも 1MB の RAM があるため、最初の 2 つはさほど大きな問題ではありません。しかし、短い線の移動が高速の送り速度と組み合わされると、データ枯渇として知られる現象が発生することがあります。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒 と少なく、HAAS オートメーション コントロールのような新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
補正タイプ:
補正タイプを指定します。
- コンピュータ: 工具補正は選択した工具の直径に基づいて Inventor CAM によって自動的に計算されます。処理後の出力には、G41/G42 コードではなく補正されたパスが直接含まれています。
- 摩耗補正: コンピューターが選択された場合のように機能しますが、G41/G42 コードも出力します。これにより工作機のオペレータは、工具サイズの差を負の値で入力することによって工作機制御での工具の摩耗を調整できます。
- 逆摩耗補正: 摩耗補正の調整が正の数として入力される点を除き、摩耗補正オプションと同一です。
仕上げオーバーラップ:
仕上げオーバーラップとは、工具が退出する前にエントリ ポイントを越える距離です。仕上げオーバーラップを指定すると、エントリ ポイントの材料が適切に除去されます。
 仕上げオーバーラップなし |
 仕上げオーバーラップ 0.25" |
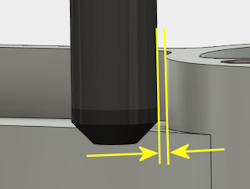
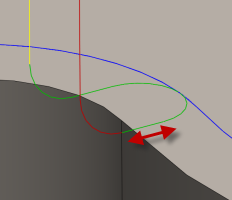
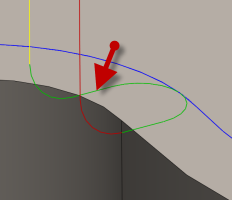
面取り幅:
面取りサイズを調整する量です。
鋭角エッジに追加される面取り幅 |
|
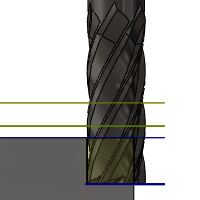
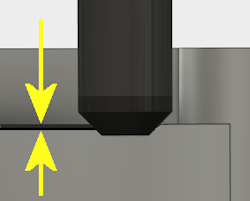
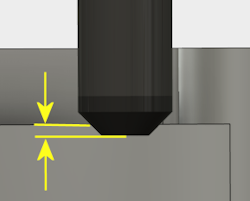
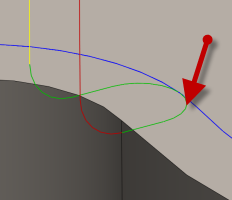
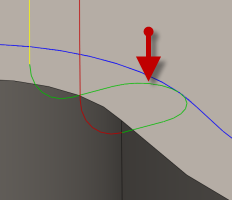
面取り先端オフセット:
面取りのエッジを越えて工具先端を延長する量です。
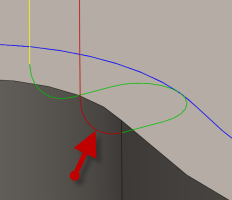
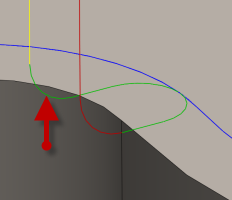
面取りのクリアランス
この値では、面取りされていないモデル図形から工具を退避する必要がある距離を指定します。
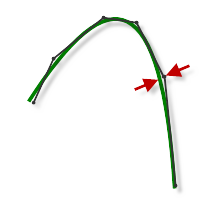
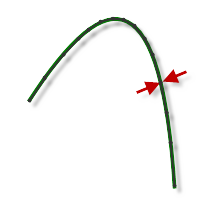
円滑化
指定されたフィルタリング許容差内で可能な余分点を削除し円弧をフィッティングさせることで、ツールパスを円滑化します。
 円滑化をオフ |
 円滑化をオン |
円滑化は精度を犠牲にすることなくコードサイズを減らすために使用されます。円滑化は、同一直線上の線を 1 本の線分と接線円弧で置換することにより、曲線領域内の複数の線分に置換します。
円滑化の効果は劇的である場合があります。G-code ファイル サイズが 50% 以上減少する可能性があります。加工がより早くよりスムーズに実行され、サーフェス仕上げが向上します。コードの削減量はツールパスが円滑化に適しているかによって異なります。平行パスなどの主に主平面にあるツールパス(XY、XZ、YZ)は、フィルタが良く機能します。3D スキャロップなどを行わないものは削減量が少なくなります。
円滑化トレランス:
円滑化フィルタの許容差を指定します。
円滑化は、許容差(オリジナルの線形化パスが生成される精度)が円滑化(線分円弧継手)の許容差と等しいか大きい場合に最適に機能します。
送り最適化
コーナーで送りが減速するように指定します。
最大方向転換:
送り速度を減速する前の最大角度変更を指定します。
短縮された送り半径:
送りが減速する前の最小半径を指定します。
短縮された送り距離:
コーナー前での送り減速の距離を指定します。
短縮された送り速度:
コーナーで使用する減速された送り速度を指定します。
内側コーナーのみ
内側のコーナーの送り速度のみを減速することができます。
 [リンク]タブの設定
[リンク]タブの設定
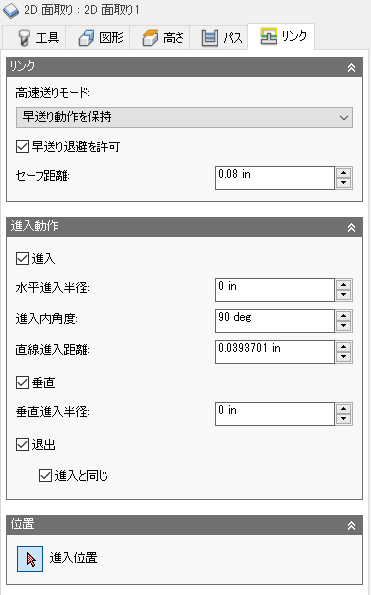
高速送りモード:
早送り動作を真に高速(G0)として出力する場合、および高速送り速度動作(G1)として出力する場合を指定します。
- 早送り動作を保持: すべての早送り動作を保持します。
- 高速の動き、水平方向にのみ(放射状)を移動または垂直方向(軸 )[ 軸方向と半径方向の高速移動 - true ラピッズとして出力されます。
- 軸早送り動作を保持: 垂直方向の早送り動作のみを保持します。
- 径方向早送り動作を保持: 水平方向の早送り動作のみを保持します。
- 単一軸の早送り動作を保持: 1 つの軸(X、Y、または Z)の早送り動作のみを保持します。
- 高速送り速度を保持: 早送り動作(G0)の代わりに(高速送り動作) G01 として早送り動作を出力します。
このパラメータは、通常は「参照線」動作を高速で実行するマシンへの高速の衝突を回避するように設定されます。
高速送り速度:
G0 の代わりに G1 として早送り動作の出力に使用する送り速度です。
早送り退避を許可
有効にすると、退避が早送り動作(G0)として実行されます。退出送り速度での退避を強制的に無効にします。
セーフ距離:
退避動作時の工具とパーツ サーフェス間の最短距離です。距離は仕上げ代が適用された後に測定されるため、負の仕上げ代を使用する場合は、セーフ距離が衝突を回避するのに十分な大きさであることを特に注意して確認する必要があります。
進入
進入の発生を有効にします。
進入
水平進入半径:
水平進入動作の半径を指定します。
水平進入半径
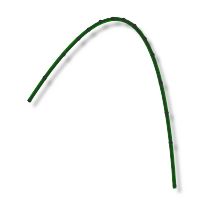
リードイン スイープ角度:
進入円弧のスイープを指定します。
 内角度 @ 90 度 |
 内角度 @ 45 度 |
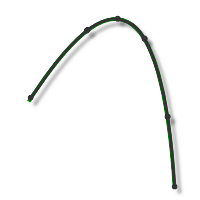
直線進入距離:
コントローラの半径補正を有効にするには、直線進入の移動の長さを指定します。
直線進入距離
直交
進入および退出円弧の接線延長を円弧に対して直交する移動に置き換えます。

垂直エントリ/終了を表示
例: できるだけ大きな進入円弧(円弧が大きいほどドウェル マークの可能性が少なくなります)を有するボアで、ボアの側面に延長されるため接線の直線進入が不可能な場合です。
垂直の進入半径:
進入が進入からツールパスに移動するときに円滑化される垂直円弧の半径です。
垂直の進入半径
退出
退出の発生を有効にします。
退出
進入と同じ
退出の定義を進入の定義と同一に指定します。
水平退出半径:
水平退出動作の半径を指定します。
水平退出半径
退出内角度:
リードアウトの円弧のスイープを指定します。
直線退出距離:
コントローラの半径補正を無効にするには、直線退出の移動の長さを指定します。
直線退出距離
直交
置換は、円弧に対して垂直に移動 lead-in/lead-out 円弧の接線の拡張機能です。
垂直エントリ/終了を表示
例: できるだけ大きな進入円弧(円弧が大きいほどドウェル マークの可能性が少なくなります)を有するボアで、ボアの側面に延長されるため接線の直線進入が不可能な場合です。
垂直退出半径:
垂直退出の半径を指定します。
垂直退出半径
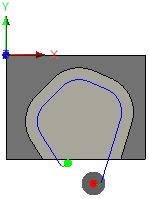
進入位置
工具の進入位置付近の図形を選択します。