建立公差層疊時,「公差分析」面板會顯示在顯示畫面的右側。您可以切換面板顯示,以展示個別層疊的「詳細資料」和所有層疊的「摘要」資訊。
選取「詳細資料」面板頂部的「<」符號,可顯示「摘要」面板,其中包含所有層疊的資訊。選取「摘要」面板中某層疊旁邊的「>」符號,可返回至「詳細資料」面板並顯示所選層疊的資訊。

「1D 公差層疊摘要」面板
下圖是顯示多個層疊的摘要面板。每個層疊都有一個使用者定義的名稱。

- 編輯層疊的詳細資料。您也可以選取該列中的「>」圖示,以編輯詳細資料。
- 更名層疊。您也可以選取「名稱」欄位,以變更名稱。
- 刪除層疊。此工作流程是刪除層疊的唯一方法。
- >:按一下該符號,以切換至所選層疊的「詳細資料」面板。
- 確定:綠色圓中的勾號指示已達到分析目標。紅色圓中的 x 號指示未達到目標。黃色三角形中的驚嘆號指示層疊中可能有 2D 或 3D 影響。
- 名稱:顯示層疊名稱的可編輯欄位。公差分析會命名每個研究層疊,並在後面加上序號。建議您將該名稱變更為描述公差研究的內容。
- 標稱:正在定義層疊分析的所選項目之間的標稱距離。如果值是目標定義的一部分,則該值不帶括號。例如,使用對稱 ± 或唯一 +/- 值來定義目標相對於標稱值的上限和下限。對於「目標」中提及的其他類型,標稱值僅供參考,並展示在括號中。
- 目標類型:「標稱」右側的一個可編輯的無標示欄位,可讓您選擇不同的方法來定義層疊的上限和下限目標。由於執行的大多數公差層疊用於確保有足夠的間隙進行配合,因此所有新層疊的預設類型均為「≥」,且「目標」值為 0。按一下「目標」欄左側的符號,以展開包含以下選項的下拉式清單:
- 對稱:相對於標稱值套用兩側值。
- 正負:相對於標稱值套用非對稱值。
註: 也支援 +/+ 和 -/- 定義。
- 限制:允許定義目標的絕對上限和下限,與標稱值無關。
- 上限:定義單一上限。
- 下限:定義單一下限。
- 目標:一個可編輯的欄位,可讓您選擇與先前所述的目標類型關聯的公差值,以定義層疊結果的限制。如目標類型中所述,所有新層疊的預設目標均 ≥ 0。
註: 數值精確度由您在值方塊中輸入的小數位數確定。如果您輸入 0 而不輸入小數,則不會變更精確度。數字放置由您輸入的正負號和值確定。公差分析會評估數字的正負號和值,以確定應將其放置在 +/- 和限制目標類型的上部還是下部。如果未輸入正負號,則會還原編輯前為欄位套用的正負號。
- 目標品質:一個可編輯的欄位,可讓您選取欄左側的下拉式清單,來定義要執行的分析類型。您可以選取以下目標品質選項:
- 最壞情況:假設研究中包括的所有層疊距離標註同時處於極限最小或極限最大位置。
- RSS:「平方和根」是一種統計方法,用於根據以下假設計算標註組合:層疊中涉及的所有標註同時處於其極限位置。這種方法與下節描述的更一般統計方法之間的關鍵區別在於,RSS 假設產生影響的每個標註與計算結果具有相同的品質層級。計算所涉及公差的 RSS 組合之前,公差分析也會將由零件之間的間隙引起的組合偏移,以及由套用至基準參考框中基準特徵的材料修改子引起的基準偏移,視為最壞情況影響 (轉移到一個極端或另一個極端)。
- 統計:「統計」與 RSS 分析基於相同的原理。「統計」方法的優點是,無論為零件標註假設的內容為何,您都可以定義層疊的目標品質層級。它還將與組合和基準偏移相關聯的間隙視為具有均勻分佈的統計影響因素。以下量度可以用來定義統計分析的目標品質層級:
- Cpk
- Σ (標準差):不要與小寫的 σ 相混淆,通常代表常態分佈的標準偏差。
- 降伏 %
- DPMO (百萬機會缺陷數)
註: 目標品質與品質度量的預設值是在「公差分析設定」中進行定義。
- 結果:層疊分析的結果以定義的目標品質層級為基礎。結果以與目標定義相同的格式 (±、+/-、限制等) 顯示。
- 預測品質:「目標品質」設定為使用其中一種統計方法時,此欄會展示相對於所定義目標計算的層疊分佈品質。對於 RSS,其報告為 Cpk。對於一般統計分析,公差分析會使用為目標品質定義的相同度量類型報告預測品質。
- 標註數量:包含此欄用於快速評估會影響層疊的標註數量。在決定要使用「最壞情況」還是其中一個統計選項做為目標品質時,這通常會有幫助。
檢視結果及影響
「公差分析」面板底部是「結果」窗格。如果存在多個層疊但未選取任何層疊,「結果」窗格會顯示已達到或未達到目標的數量摘要,以及使用「設定」中所指定偏好品質度量的品質彙總。

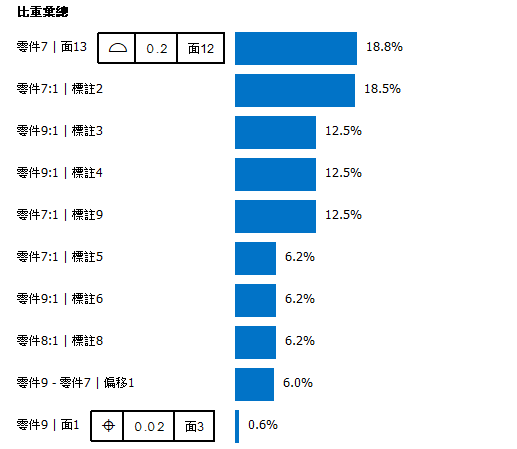
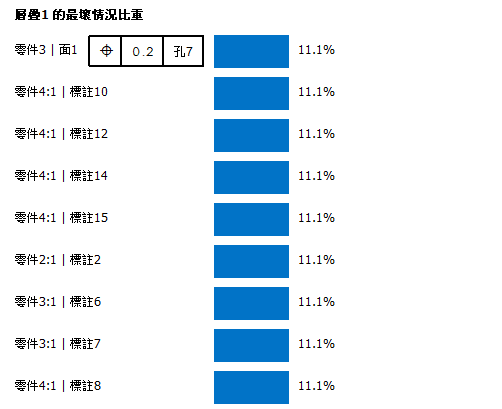
如果未在「摘要」表格中選取任何層疊,並且選取「比重」頁籤,則該窗格會顯示每個標註對定義的所有層疊的影響彙總。
檢視個別結果及影響
若要選取「摘要」表格中的個別層疊而不啟用編輯欄位,請選取「確定」欄中的圖示。選取個別層疊時,「結果」或「比重」窗格會顯示所選層疊的資訊。
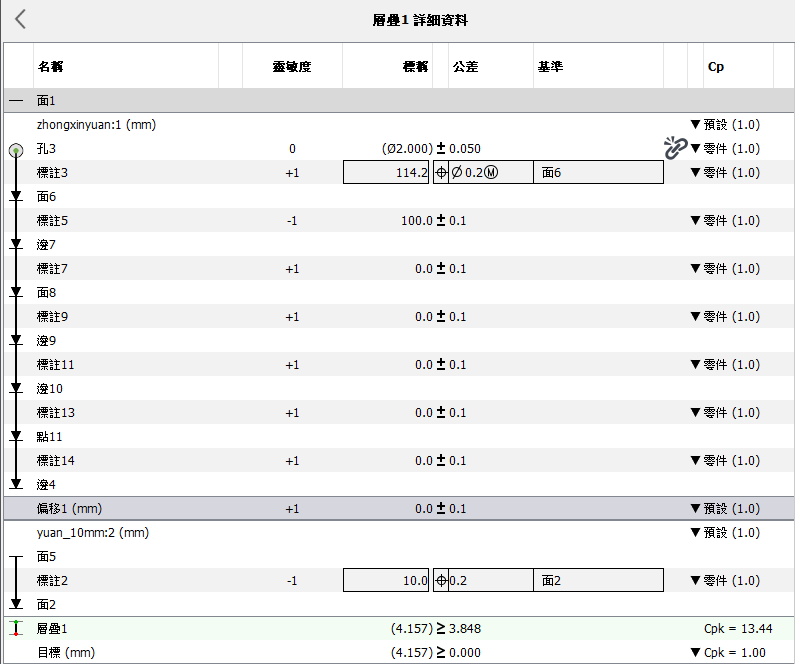
定義第一個層疊分析之後,結果會展示在層疊「詳細資料」表格的第二列到最後一列。結果圖表也會展示在表格底部的「結果」窗格中。
「結果」圖表顯示視定義的目標品質而異。圖表頂部的標示列示層疊的「目標品質」分析類型和名稱。
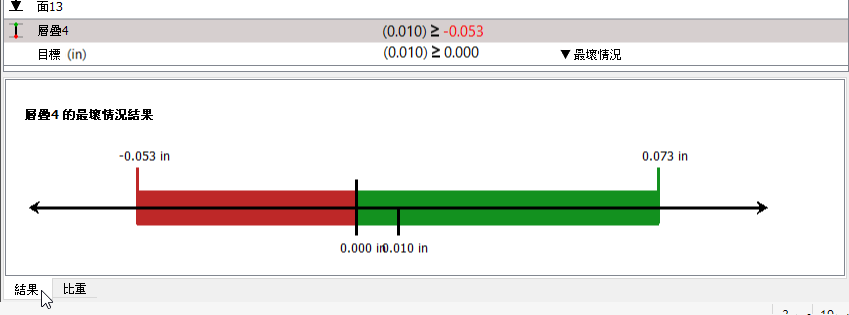
最壞情況結果
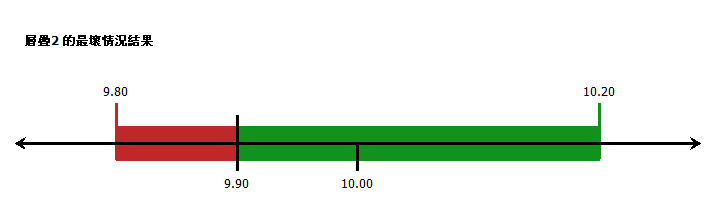
圖表上方的數字指示上限與下限,並代表達到指定品質目標的層疊。圖表中位於規格限制以內的區域以綠色展示,位於限制以外的區域以紅色展示。
圖表下方的數字指示目標中所定義層疊的標稱疊層值,以及規格上限和下限。對於單邊規格,例如結果必須大於 9.90 的情況,僅會展示一個規格限制。
RSS 結果
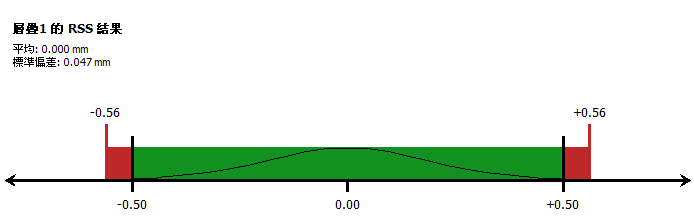
「RSS 結果」圖表顯示圖表上方 RSS 元件的計算平均值和標準偏差參數。它還顯示常態曲線,以指示分析的統計性質。
圖表上方的數字表示對層疊計算的 RSS 上限和下限。
圖表下方的數字指示目標中所定義層疊的標稱疊層值,以及規格上限和下限。
統計結果
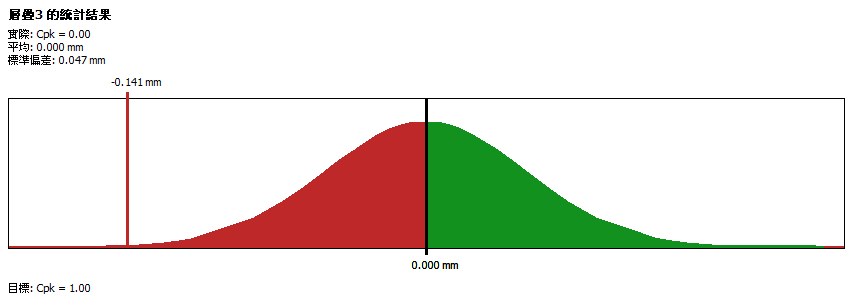
- 圖表具有與高斯或常態分佈相關聯的概率密度函數造型,通常稱為鍾形曲線。
- 圖表上方的數字表示根據圖表下方列示的所需品質層級 (在這種情況下 Cpk 為 1.0),對曲線計算的上限和下限。
- 在圖表上方,會以為分佈計算的「平均值」和「標準偏差」參數,顯示以曲線落在規格上限和下限之外的百分比為基礎的預測品質層級。
- 目標品質度量和值顯示在圖表下方。
您可以選取表格底部的「比重」頁籤來顯示比重圖表,以檢視每個標註的比重。在預測到過多變化時,這可以協助您識別應先減小哪一個公差。影響層疊的標註和公差及其相對比重的清單從大到小排序。
- 零件和標準標註的標註名稱。
- 零件、所控制特徵的名稱,以及包括參考基準特徵的特徵控制框。在層疊「詳細資料」表格中,特徵控制框與所控制特徵和基準特徵之間的基本標註位於同一列。
- 來自所參考基準特徵的基準偏移影響因素,以及最大材料邊界 (MMB) 或最小材料邊界 (LMB)。列中包含基準的名稱和所控制特徵的名稱。
- 表示零件之間間隙的組合偏移影響因素,以及發生偏移的特徵名稱。
選取「摘要」表格左側的「>」圖示,可顯示層疊詳細資料。
 此圖示表示穿過零件和特徵的標註路徑。每個特徵由一個符號表示,用於指示類型;平面曲面、圓柱大小特徵以及平面大小特徵 (例如槽)。您可以選取標註左側的線,在使用線性標註或層疊測量定位之大小特徵的標註貼附與大小特徵之間來回切換,如下圖所示。
此圖示表示穿過零件和特徵的標註路徑。每個特徵由一個符號表示,用於指示類型;平面曲面、圓柱大小特徵以及平面大小特徵 (例如槽)。您可以選取標註左側的線,在使用線性標註或層疊測量定位之大小特徵的標註貼附與大小特徵之間來回切換,如下圖所示。
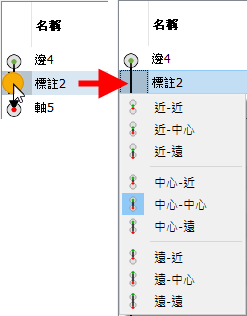
標註上方和下方的特徵都是大小特徵時,會提供圖中所示的九個選項。第一個群組指示標註原點應貼附至標註正上方特徵的「近-近」端、「近-中心」端還是「近-遠」端。第二個群組用於貼附至標註正下方的特徵。如果其中只有一個特徵是大小特徵,則僅會提供三個選項。
- 名稱:這是一個可編輯的欄,其中顯示以下各項的名稱:零件、特徵、計算的組合偏移以及計算的基準偏移。
 如果一個標註用於多個層疊,系統會顯示共用標註圖示。將滑鼠置於該圖示上,可查看包括此標註的層疊清單。
如果一個標註用於多個層疊,系統會顯示共用標註圖示。將滑鼠置於該圖示上,可查看包括此標註的層疊清單。

- 靈敏度:層疊中標註的靈敏度。此欄位指示標註的方向。該值通常為 1,除非標註迴路從外側邊傳遞至大小特徵的中心,這種情況下的值為 ½。
- 標稱:由模型幾何圖形確定的兩個特徵間標註的標稱值。
- 類型:這是一個可編輯的欄,可讓您選擇不同的方法來定義標註的上限和下限公差。按一下符號,可展開包含所有可用選項的下拉式清單。支援的公差類型有:
- ± 對稱:相對於標稱值套用兩側值。
- +/- 正負:相對於標稱值套用非對稱值。也支援 +/+ 和 -/- 定義。
 限制:定義標註的絕對上限和下限,與標稱值無關。
限制:定義標註的絕對上限和下限,與標稱值無關。
- 幾何:根據 ASME 或 ISO 標準定義幾何公差。不適用於大小標註。
選取「幾何」以開啟「加入幾何公差」對話方塊。在下圖中,假設頂部資料欄位中的「面 1」受特徵控制框中的「面 3」控制。如果這不正確,請使用切換控制
 反轉它們。
反轉它們。
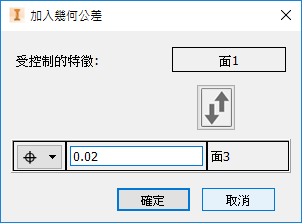
從特徵控制框 (FCF) 左側的下拉式清單選擇控制,然後設定公差值。在某些情況下,您也可以為要控制的特徵或為基準特徵指定材料修改子,方法是使用公差或基準特徵名稱旁邊的下拉式清單。
使用此對話方塊可修改「幾何公差」定義。您也可以在層疊「詳細資料」表格中變更公差值。
- 公差:選擇與公差類型相關聯的值,以定義標註限制。
輸入值時,公差分析會使用您鍵入的位數來確定精確度。如果您輸入 0 而不輸入小數,則不會變更精確度。
公差分析會評估您所鍵入數字的正負號和值,以確定將其放置在 +/- 和限制目標類型的上部還是下部。如果未輸入正負號,則會套用編輯前欄位的正負號。
- 基準:此欄指示將哪個特徵做為幾何公差的基準特徵。
- 連結公差:分析中的公差與零件檔中的公差相關聯時,此未標示欄會顯示封閉鏈連結圖示
 。您變更表格中的公差值時,零件檔中的公差值就會更新。同樣地,如果您變更零件檔中的公差,在您進入「公差分析」環境時,公差分析也會使用這些變更。您可以在表格中選取連結圖示,以中斷公差分析資料與零件公差資料之間的連結。連結的外觀會變更為中斷的連結
。您變更表格中的公差值時,零件檔中的公差值就會更新。同樣地,如果您變更零件檔中的公差,在您進入「公差分析」環境時,公差分析也會使用這些變更。您可以在表格中選取連結圖示,以中斷公差分析資料與零件公差資料之間的連結。連結的外觀會變更為中斷的連結  。此動作會停用在公差分析與零件檔之間共用公差資訊。按一下中斷連結圖示,可還原在公差分析與零件檔之間共用公差資訊。還原連結時,公差分析中的公差值會覆蓋零件檔中的公差值。
。此動作會停用在公差分析與零件檔之間共用公差資訊。按一下中斷連結圖示,可還原在公差分析與零件檔之間共用公差資訊。還原連結時,公差分析中的公差值會覆蓋零件檔中的公差值。
- Cp:分析類型為「RSS」或「統計」時,此欄指示為零件和標註假設的 Cp 值。對於「統計」分析,公差分析包含一系列設定,使您可以完全控制假設的統計分佈。僅支援常態分佈或高斯分佈,但您可以指定假設的 Cp 品質度量,以控制套用的公差所定義的標準偏差。可以在以下每個層級定義這些假設:
- 「設定」中「預設 Cp」模型選項的定義。除非您知道大部分零件的生產品質層級不同,否則建議將「預設 Cp」保留為 1.0。
- 層疊「詳細資料」表格上的零件層級,如含零件名稱之列中的「Cp」欄所示。在指定特定於零件的值之前,零件會採用預設應用程式層級的值,並且目前應用程式層級上「預設 Cp」設定的值展示於括號中。您可以選取下拉式清單,將設定從「模型層級 Cp」變更為「零件層級 Cp」,以針對每個零件變更該值。此作業將移除「預設」標示,並將它取代為實際值。您可以視需要變更該值。
- 「標註層級 Cp」和「特徵層級 Cp」值也展示在含標註之列的「Cp」欄中,且公差包含於層疊結果中。除非您為特定標註指定唯一值,否則每個標註會假設在零件層級定義的 Cp。使用零件層級值時,項目的「Cp」欄中會再次列示零件,並將該零件的目前 Cp 值顯示在括號中。您可以選取下拉式清單,將設定從「零件層級 Cp」變更為「標註層級 Cp」或「特徵層級 Cp」(視要變更的項目而定),以針對每個標註變更該值。此作業將移除「零件」標示,並將它取代為實際值。您可以視需要變更該值。
- 零件:層疊定義中包括的一個或多個零件。每個零件包括以下項目:
- 特徵:零件上的一個或多個特徵,特徵順序為層疊迴路穿過零件的順序。大小特徵會在同一列顯示大小標註和公差。
零件包括四個或更多特徵時,您可以在表格中上下拖曳列,來變更第一個與最後一個特徵之外所有特徵的順序,以反映不同的一系列標註。在該列位於另外兩個特徵之間的標註上方時,釋放特徵。釋放滑鼠按鈕時,公差分析會按特徵在表格中的顯示順序,在各個特徵之間建立標註。
如果您要從層疊中移除一個特徵,使周圍特徵之間的兩個標註變更為它們之間的一個標註,請在要移除的特徵上按一下右鍵並選取「刪除」。
- 標註與公差:使用兩個或更多零件特徵時,特徵之間有一個標註,指示它們相對於彼此如何定位。
- 基準偏移影響因素:在最大材料邊界或最小材料邊界處參考基準特徵時,在基準特徵與含特徵控制框的列之間有一個淺紅色背景的附加列。此列中的公差值表示,基準特徵為理想大小時,可能允許的基準偏移。換言之,在大小的規格上限和下限中間。在大小標註的修改靈敏度中,會考量可能發生的其他基準偏移影響。
- 特徵:零件上的一個或多個特徵,特徵順序為層疊迴路穿過零件的順序。大小特徵會在同一列顯示大小標註和公差。
- 組合偏移影響因素:公差分析偵測到大小特徵 (例如,間隙孔中用於控制兩個零件相對於彼此之位置的螺栓或接腳) 之間可能出現間隙時,該列會顯示淺紫色背景、一個帶有反向水平箭頭的圖示,以及一個以組合偏移開頭後跟零件名稱的標示。此列中的公差值表示,兩個特徵都為理想大小時,可能允許的組合偏移。換言之,在其大小的規格上限和下限中間。在相關大小標註的修改靈敏度中,會考量大小特徵變化時可能發生的其他組合偏移影響。
隨機位置假設 (稱為組合偏移或浮動),表示在組合過程中,沒有因素會影響零件相對於彼此的位置。但是,嘗試確定兩個零件是否可以組合時,您應該考慮以下事實:組合零件的人會使用上述特徵之間的間隙移動零件,直到它們配合到一起。在這種情況下,不應假設螺栓隨機放入孔中,而應使用間隙來最大化在層疊中分析的距離,以確保可以配合。在這種情況下,儘管會將零件移動得儘可能相距較遠,但是當兩個鄰近曲面之間的距離減小到 0 或更小時,零件會發生干涉而無法組合。
要偏置組合偏移列,以使此類間隙最大化層疊結果,請按一下組合偏移列左側的雙箭頭圖示,並將下拉式清單中的指定值從「浮動」變更為「最大化」。選取「最大化」或「最小化」時,列標示會變更以展示選取的選項。顯示的公差也會變更為括號內的單一值,以指示標稱偏差量。進行編輯後,層疊標稱值會根據偏差量,分別增大「最大化」的值和減小「最小化」的值。如果您改變主意並想要假設隨機放置,請選取箭頭並在下拉式清單中選取「浮動」。
編輯組合偏移列並將條件從「浮動」變更為「最大化」或「最小化」時,最壞情況和 RSS 的上限或下限不會變更。這是因為套用「浮動」時,這兩種分析技術都已假設零件偏移到極限位置。
- 零件之間的偏移:如果您使用「加入偏移」指令定義層疊中兩個零件之間的偏移距離,該列會標示為「偏移」並顯示深灰色背景。選取該列中的每個物件,以定義新標稱值、新公差類型和新公差。在該列上按一下右鍵並選取「刪除」,可移除偏移。
- 結果:層疊「詳細資料」表格底部的第二列到最後一列,展示以定義的目標品質層級為基礎的層疊分析結果。結果使用目標定義所使用的相同格式進行顯示。例如,±、+/-、限制等。「目標品質」設定為使用其中一種統計方法時,此列也會包括相對於所定義目標計算的層疊分佈品質。對於 RSS,其報告為 Cpk。對於一般統計分析,公差分析會使用為目標品質定義的相同度量類型報告預測品質。若要更名層疊,請選取此列中的名稱。
- 目標:表格中的最後一列展示層疊目標以及目標品質。您可以在此列變更目標和品質目標。