Cette page contrôle le type de machine CNC que FeatureCAM cible pour une sortie CN.
Fichier CNC : permet d'afficher le chemin du fichier de post-processeur. Cliquez sur Parcourir afin de rechercher et de sélectionner un autre fichier de post-processeur.
Bloc de départ — Cela définit le numéro de ligne de départ pour vos programmes CNC.
Incrément blocs — Cela définit l'incrément entre les numéros de ligne dans vos programmes CNC.
Bloc maximum — Il s'agit du numéro de bloc maximum pour le programme CNC.
Ré-ordonner les mvts de comp. pour ancienes CN Agie — Sélectionnez cette option si vous postez vers une machine avec un contrôle Agie. Si sélectionné, les lignes de code CN qui correspondent à la compensation d'outil sont extraites dans un ordre différent.
Ignorer les mouvements de longueur inférieure à ce pourcentage du diamètre du fil : permet d'éviter que les mouvements trop petits soient envoyés au contrôleur EDM. Si un mouvement est trop petit, il n'est pas extrait. Dès que le programme avance le fil à un point qui est supérieur à ce seuil, alors un mouvement est extrait directement à cette position.
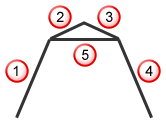
Dans cet exemple, si le mouvement 2 est trop court, il n'est pas extrait. Si la distance de la fin du mouvement 1 à la fin du mouvement 3 est assez longue, le mouvement 5 est inséré entre les mouvements 1 et 4.