当创建公差叠加时,在显示的右侧会显示“公差分析”面板。可以切换该面板的显示,以显示各个叠加的详细信息以及所有叠加的摘要信息。
选择“详细信息”面板顶部的“<”符号可显示“摘要”面板,其中包含所有叠加的信息。选择“摘要”面板中某个叠加旁边的“>”符号可返回到“详细信息”面板,并显示选定叠加的信息。

“一维公差叠加摘要”面板
下图是现实多个叠加的摘要面板。每个叠加具有用户定义的名称。

- 编辑叠加的详细信息。也可以选择行中的“>”图标以编辑详细信息。
- 重命名该叠加。也可以通过选择“名称”字段更改名称。
- 删除叠加。该工作流是删除叠加的唯一方式。
- >:单击该符号可切换到选定叠加的“详细信息”面板。
- 可行:绿色圆圈中的一个对勾表示已满足分析目标。红色圆圈中的 x 表示未满足目标。黄色三角形中的感叹号表示叠加中可能存在二维或三维影响。
- 名称:一个可编辑字段,用于显示叠加的名称。Tolerance Analysis 在对每个分析叠加命名时会在名称后面附带一个序列号。我们建议您将名称更改为描述公差分析的内容。
- 公称:围绕其定义叠加分析的选定项目之间的公称距离。如果该值是目标定义的一部分,则在显示它时不会包含圆括号。例如,当使用对称 ± 或唯一 +/- 值来相对于公称定义目标的上限和下限时。对于“目标”中提到的其他类型,会包含公称值,但仅供参考目的,并且该值会显示在圆括号中。
- 目标类型:“公称”右侧无标号的可编辑字段,允许您选择用于定义叠加的上限目标和下限目标的不同方法。由于执行大多数公差叠加的目的是为了确保留有间隙以便完成配合,因此所有新叠加的默认类型均为 ≥ 0 且目标值为 0。单击“目标”列左侧的符号可展开包含以下选项的下拉列表:
- 对称:相对于公称值应用的双侧值。
- 加/减:相对于公称值应用的非对称值。
注: +/+ 和 -/- 定义也受支持。
- 极限:允许独立于公称值定义目标的绝对上限和下限。
- 上限:定义一个上限。
- 下限:定义一个下限。
- 目标:一个可编辑字段,允许您选择与上述目标类型关联的公差值来定义叠加结果的极限。正如目标类型中所提到的那样,所有新叠加的默认目标均大于等于 0。
注: 数值精度由您在数值框中输入的数字位数确定。如果输入 0 而无小数,则不会更改精度。数字位置由您输入的符号和值确定。Tolerance Analysis 会评估数字的符号和值来确定应将其放置在 +/- 的上限段还是下限段以及确定极限目标类型。如果未输入符号,在进行编辑之前应用于字段的符号会被恢复。
- 目标质量:一个可编辑字段,允许您通过选择列左侧的下拉列表定义要执行的分析类型。可以选择以下“目标质量”选项:
- 最坏情况:假设分析中包含的所有叠加距离尺寸标注同时为极端最小极限或极端最大极限。
- RSS:均方根法是一种统计方法,用于根据叠加中包含的所有尺寸标注并不同时处于极限这一假设来计算尺寸标注组合。这种方法与以下部分中所述的更为常规的统计方法之间的主要区别在于,RSS 假设每个有影响的尺寸标注都具有与计算的结果相同的质量级别。Tolerance Analysis 在计算所涉及的 RSS 公差组合之前,也会将因零件之间存在间隙导致的部件偏移以及因对基准参考框中的基准要素应用材质修改器导致的基准偏移视为最坏情况影响(已偏移到一个极端或另一个极端)。
- 统计:统计基于用于 RSS 分析的相同原理。“统计”方法的优势在于,无论针对零件尺寸标注做了哪些假设,均可以定义叠加的目标质量级别。它还会将与部件和基准偏移关联的间隙视为统计贡献因素,从而获得均匀分布。可以使用以下指标来定义统计分析的目标质量级别:
- Cpk
- Σ(西格玛),不要与小写的 σ 相混淆,后者通常表示正态分布的标准偏差。
- 产率
- DPMO(百万次错误率)
注: 目标质量和质量指标的默认值在“公差分析设置”中进行定义。
- 结果:基于定义的目标质量级别得到的叠加分析的结果。表示结果的格式与用于目标定义的格式相同(±、+/-、极限等)。
- 预测质量:在将“目标质量”设置为使用统计方法之一时,该列将显示相较于定义的目标计算的叠加分布的质量。对于 RSS,它将报告为 Cpk。对于常规统计分析,Tolerance Analysis 会使用与为目标质量定义的相同指标类型报告预测质量。
- 尺寸标注数:包含该列的目的在于快速评估对叠加有影响的尺寸标注数。在决定是将最坏情况还是统计选项之一用于目标质量时,该选项通常很有用。
查看结果和贡献
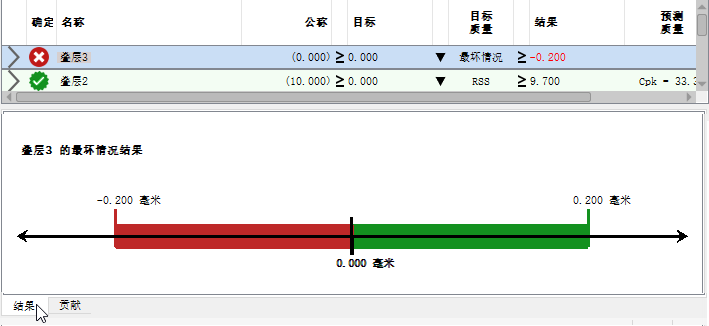
在“公差分析”面板的底部是“结果”窗格。当存在多个叠加,但未选择任何叠加时,“结果”窗格会显示满足或不满足的目标数量摘要,以及使用“设置”中指定的首选质量指标的质量汇总。

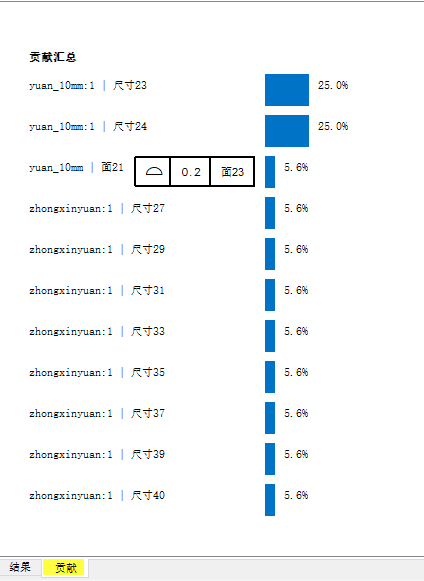
如果未选择“摘要”表中的任何叠加并且您选择了“贡献”选项卡,则该窗格将显示每个尺寸标注在所有定义的叠加中具有的贡献的汇总。
查看各个结果和贡献
若要在“摘要”表中选择单个叠加,而不激活编辑字段,请选择“可行”列中的图标。当选择单个叠加时,“结果”或“贡献”窗格将显示选定叠加的信息。
定义第一个叠加分析时,在“叠加详细信息”表中的第二行到最后一行中将会显示结果。“结果”图还显示在表底部的“结果”窗格中。
“结果”图的显示会根据定义的目标质量而变化。位于“结果”图顶部的标签列出了目标质量分析类型和叠加的名称。
最坏情况结果
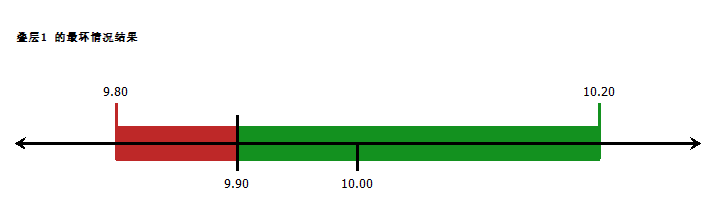
位于该图上方的数字表示上限和下限,还表示处于指定质量目标的叠加。该图位于规范极限范围内的区域以绿色显示,超出极限的区域以红色显示。
该图下方的数字表示公称叠加值,以及叠加的规范上限和下限,如“目标”中所定义。对于单向规范,例如结果必须大于 9.90 的情况,仅会显示一个规范极限。
RSS 结果
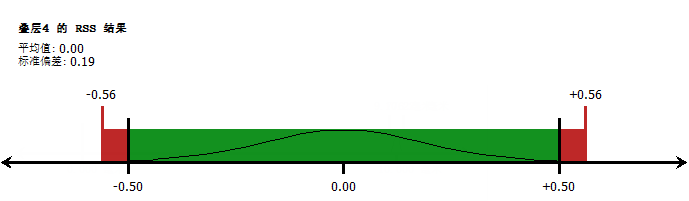
“RSS 结果”图在图上方显示了 RSS 分量的计算平均值和标准偏差参数。它还显示了一条表示分析的统计特性的正态曲线。
位于该图上方的数字表示叠加计算的 RSS 上限和下限。
该图下方的数字表示公称叠加值,以及叠加的规范上限和下限,如“目标”中所定义。
统计结果
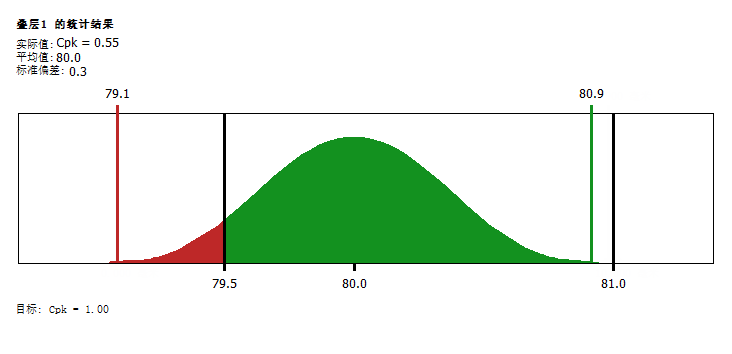
- 该图具有概率密度函数的形状,通常称为钟形曲线,与高斯或正态分布关联。
- 该图上方的数字表示按图形下方列出的所需质量级别计算出的曲线上限和下限,在本例中,Cpk 为 1.0。
- 在该图的上方显示了基于曲线位于规范上限和下限界限之外的百分比的预测质量级别,以及分布的计算平均值和标准偏差参数。
- 在该图下方显示了目标质量指标和值。
您可以通过选择表底部的“贡献”选项卡以显示贡献图来查看每个尺寸标注的贡献。该信息有助于您确定如果预测有太多变化应首先减小哪个公差。影响叠加及其相对贡献的尺寸标注和公差的列表按从大到小的顺序排序。
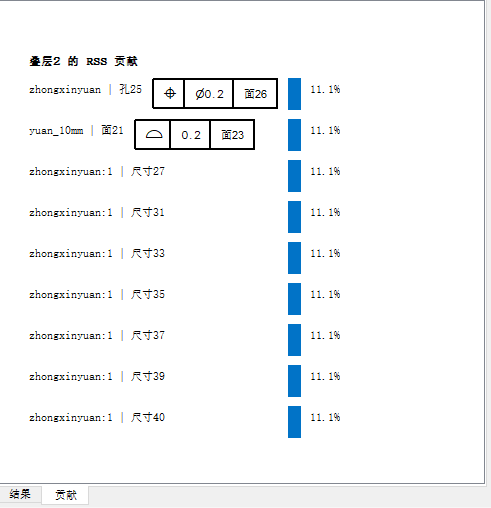
- 零件和标准尺寸标注的尺寸标注名称。
- 零件、受控要素的名称,以及包含参考基准要素的形位公差符号。在“叠加详细信息”表中,形位公差符号与受控特性和基准要素之间的基本尺寸标注位于同一行中。
- 从其参考基准要素的基准偏移贡献因素以及最大实体边界 (MMB) 或最小实体边界 (LMB)。行中包含基准的名称以及受控要素的名称。
- 表示零件之间间隙的部件偏移贡献因素,以及之间发生偏移的要素的名称。
选择“摘要”表左侧的“>”图标可显示叠加详细信息。
 该图标表示通过零件和要素的尺寸标注路径。每个要素都由一个指示类型的符号表示,平曲面、圆柱形尺寸要素或平面尺寸要素,例如槽。可以通过选择下图中所示的尺寸标注左侧的直线,更改带有线性尺寸标注或叠加测量值的尺寸要素的尺寸标注附着。
该图标表示通过零件和要素的尺寸标注路径。每个要素都由一个指示类型的符号表示,平曲面、圆柱形尺寸要素或平面尺寸要素,例如槽。可以通过选择下图中所示的尺寸标注左侧的直线,更改带有线性尺寸标注或叠加测量值的尺寸要素的尺寸标注附着。
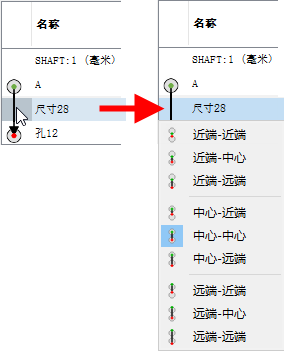
当位于尺寸标注上方和下方的要素均为尺寸要素时,图中显示的九个选项将可用。第一组指示尺寸标注原点是应附着到位于该尺寸标注上方的要素的近端-近端、近端-中心还是近端-远端。第二组是用于附着到位于尺寸标注下方的要素。如果仅一个要素为尺寸要素,则仅三个选项可用。
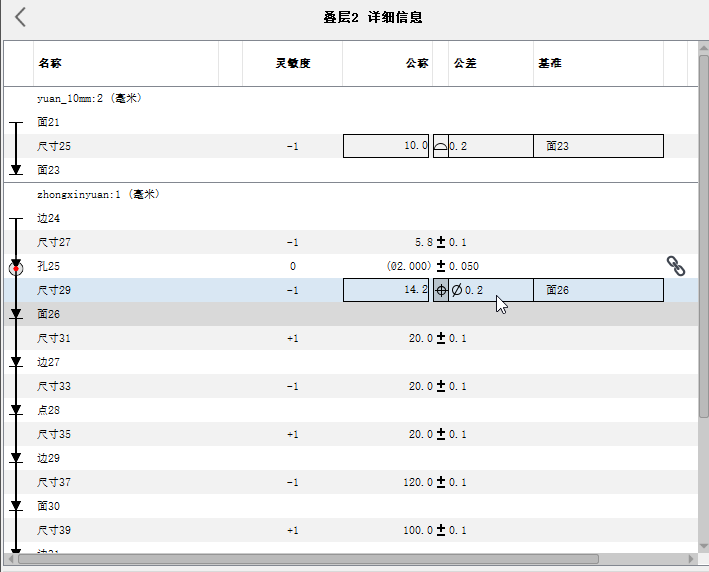
- 名称:该可编辑列显示了零件的名称、要素、尺寸标注、计算的部件偏移和计算的基准偏移。
 当在多个叠加中使用某个尺寸标注时,将显示共享尺寸标注图标。将鼠标悬停在该图标上可查看包含该尺寸标注的叠加的列表。
当在多个叠加中使用某个尺寸标注时,将显示共享尺寸标注图标。将鼠标悬停在该图标上可查看包含该尺寸标注的叠加的列表。

- 灵敏度:叠加中尺寸标注的灵敏度。该字段指示尺寸标注的方向。除非尺寸标注环从外部边到达尺寸要素的中心(在这种情况下,值为 ½),否则该值通常为 1。
- 公称:由模型的几何图元定义的两个要素之间的尺寸标注的公称值。
- 类型:该可编辑列允许您选择用于定义尺寸标注的上限和下限公差的不同方法。单击符号可展开包含所有可用选项的下拉列表。支持的公差类型包括:
- ± 对称:相对于公称值应用的双侧值。
- +/- 加/减:相对于公称值应用的非对称值。+/+ 和 -/- 定义也同样受支持。
 极限:独立于公称值定义尺寸标注的绝对上限和下限。
极限:独立于公称值定义尺寸标注的绝对上限和下限。
- 形位公差:针对 ASME 或 ISO 标准定义形位公差。不适用于尺寸标注。
选择“形位公差”以打开“添加形位公差”对话框。在下图中,假设顶部数据字段中的 Face1 由形位公差符号中的 Face3 控制。如果这不正确,请使用切换控件
 反转它们。
反转它们。
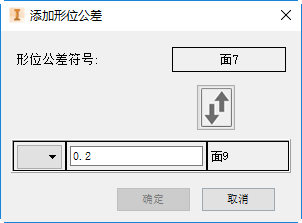
从形位公差符号 (FCF) 左侧的下拉列表中,选择该控件,然后设置公差值。在某些情况下,您可能还使用公差或基准要素名称旁边的下拉列表,分别为受控要素或基准要素指定材质修改器。
使用该对话框可以对形位公差定义进行修改。也可以在“叠加详细信息”表中更改公差值。
- 公差:选择与“公差类型”关联的值以定义尺寸公差的极限。
当输入值时,Tolerance Analysis 会使用您键入的数字位数来确定精度。如果输入 0 而无小数,则不会更改精度。
Tolerance Analysis 会评估您键入的数字的符号和值来确定将其放置在 +/- 的上限段还是下限段以及确定极限目标类型。如果未输入符号,则会应用在编辑之前字段中包含的符号。
- 基准:该列指示哪个要素将用作形位公差的基准要素。
- 链接公差:当分析中的公差链接到零件文件中的公差时,该未添加标签的列将显示一个闭合的锁链图标
 。当您对表中的公差值进行更改时,零件文件中的公差值将会更新。同样,如果您对零件文件中的公差进行更改,则当您进入公差分析环境中时,该环境会使用这些更改。您可以通过选择表中的链接图标,断开公差分析数据与零件公差数据之间的链接。链接外观将更改为断开的链接
。当您对表中的公差值进行更改时,零件文件中的公差值将会更新。同样,如果您对零件文件中的公差进行更改,则当您进入公差分析环境中时,该环境会使用这些更改。您可以通过选择表中的链接图标,断开公差分析数据与零件公差数据之间的链接。链接外观将更改为断开的链接  。该操作会禁止在 Tolerance Analysis 和零件文件之间共享公差信息。单击断开的链接图标可恢复在 Tolerance Analysis 和零件文件之间共享公差信息。当恢复链接时,Tolerance Analysis 中的公差值将覆盖零件文件中的公差值。
。该操作会禁止在 Tolerance Analysis 和零件文件之间共享公差信息。单击断开的链接图标可恢复在 Tolerance Analysis 和零件文件之间共享公差信息。当恢复链接时,Tolerance Analysis 中的公差值将覆盖零件文件中的公差值。
- Cp:当分析类型为“RSS”或“统计”时,该列表示为零件和尺寸标注假设的 Cp 值。对于统计分析,Tolerance Analysis 会整合设置的层次结构,以便您能够完全地控制假设的统计分布。仅正态或高斯分布受支持,但您可以控制由通过假设的 Cp 质量指标规范应用的公差定义的标准偏差。可以在下面每个级别定义这些假设:
- “设置”中的“默认 Cp”模型选项的定义。建议将“默认 Cp”保留为值 1.0,除非您知道您的大部分零件是在其他质量级别生产的。
- “叠加详细信息”表中的零件级别,如包含零件名称的行的 Cp 列中所示。在您指定特定于零件的值之前,零件将假设默认应用级值,并且当前应用级的“默认 Cp”设置的值将显示在圆括号中。可以通过选择下拉列表将该设置从模型级 Cp 更改为零件级 Cp 来更改每个零件的该值。执行该操作会删除“默认”标签,并将其替换为实际值。可以根据需要更改该值。
- 尺寸标注和要素级 Cp 值也会显示在其中包含在叠加结果中含有公差的尺寸标注的行的 Cp 列中。除非您为特定的尺寸标注指定唯一值,否则每个都假设在零件级定义 Cp 值。当使用零件级值时,该条目会再次在 Cp 列中列出“零件”,并且将零件的当前 Cp 值显示在圆括号中。可以通过选择下拉列表以将该设置从零件级 Cp 更改为尺寸标注级 Cp 或要素级 Cp(具体取决于正在更改的项目),来更改每个尺寸标注的该值。执行该操作会删除“零件”标签,并将其替换为实际值。可以根据需要更改该值。
- 零件:叠加定义中包含的一个或多个零件。对于每个零件,都存在:
- 要素:零件上的一个或多个要素,按照叠加环穿过零件的顺序排列。对于尺寸要素,在同一行中显示尺寸标注和公差。
当包含零件的一个或多个要素时,可以通过在表中上下拖动行,更改除第一个和最后一个要素外的所有要素的顺序,以反映不同的尺寸标注序列。当要素位于其他两个要素之间的尺寸标注之上时,释放该要素。当释放鼠标按钮时,Tolerance Analysis 会按照要素在表中的显示顺序在各要素之间创建尺寸标注。
如果您想要从叠加中删除某个要素,以便周围要素之间的两个尺寸标注更改为这两个要素之间仅有一个尺寸标注,请在要删除的要素上单击鼠标右键,然后选择“删除”。
- 尺寸标注和公差:当使用两个或更多个零件要素时,在它们之间会存在一个尺寸标注,以指示它们相对于彼此的放置方式。
- 基准偏移贡献因素:当在最大实体或最小实体边界参考基准要素时,会在基准要素与包含形位公差符号的行之间出现额外的一行,该行具有浅红色背景。该行中的公差值表示在基准要素达到理想尺寸时可发生的允许基准偏移。换句话说,即在尺寸的规范上限和下限的中间。在尺寸标注修改的灵敏度中会考虑可发生的其他基准偏移影响。
- 要素:零件上的一个或多个要素,按照叠加环穿过零件的顺序排列。对于尺寸要素,在同一行中显示尺寸标注和公差。
- 部件偏移贡献因素:当 Tolerance Analysis 检测到尺寸要素(例如,用于控制两个零件相对于彼此的位置的配合孔中的螺栓或销)之间可能出现间隙时,该行将具有浅紫色背景,并且会包含一个具有相反方向水平箭头的图标和一个开头为部件偏移后跟零件名称的标签。该行中的公差值表示当两个要素达到其理想尺寸时每个方向上可发生的允许部件偏移。换句话说,即在其尺寸的规范上限和下限的中间。在各自尺寸标注修改的灵敏度中会考虑当尺寸要素变化时可发生的其他部件偏移影响。
随机放置假设,又称部件偏移或浮动,表示在装配过程中没有任何项目会影响零件相对于彼此的位置。但是,在尝试确定是否可以装配两个零件时,您应考虑这一事实,即装配零件的人员会使用上面描述的要素之间的间隙移动零件,直到它们配合在一起。在此类情况下,无需假设螺栓随机放置到孔中,您应使用此间隙来最大化配合的叠加中分析的距离。在这种情况下,当两个临近曲面之间的距离减小为 0 或更小的值时,即使零件尽可能远离彼此移动,但会发生干涉,并且无法装配。
若要更改“部件偏移”行设置,以便此类间隙最大化叠加结果,请单击“部件偏移”行左侧的双头箭头图标,并在下拉列表中将指定从“浮动”更改为“最大化”。当选择“最大化”或“最小化”时,行标签将更改以显示选定的选项。显示的公差也会更改为在圆括号中包括单一值,表示公称偏差值。在编辑之后,叠加公称值将更改为一个更大的值作为最大值(叠加公称值加上偏差值),以及更改为更小的值作为最小值(叠加公称值减去偏差值)。如果您改变了主意,想要假设随机放置,请选择箭头,并在下拉列表中选择“浮动”。
将“部件偏移”行从“浮动”更改为“最大化”时,“最坏情况”的上限和 RSS 不会更改,因为其假定已处于最大极限位置。下限可能会更改。
同样,将“部件偏移”行从“浮动”更改为“最小化”时,“最坏情况”的下限和 RSS 不会更改,因为其假定已处于最小极限位置。上限可能会更改。
- 零件之间的偏移:如果您使用“添加偏移”命令在叠加中定义了两个零件之间的偏移距离,则该行将标记有“偏移”并显示深灰色背景。选择该行中的每个对象可定义一个新公称值、新公差类型和新公差。在该行上单击鼠标右键,然后选择“删除”可删除该偏移。
- 结果:在“叠加详细信息”表底部的第二到最后一行显示了基于定义的目标质量级别的叠加分析结果。表示结果的格式与用于目标定义的格式相同。例如,±、+/-、极限等。在将“目标质量”设置为使用统计方法之一时,该行还将包含相较于定义的目标计算的叠加分布的质量。对于 RSS,它将报告为 Cpk。对于常规统计分析,公差分析工具会使用与为目标质量定义的相同指标类型报告预测质量。若要重命名叠加,请在该行中选择名称。
- 目标:表中的最后一行显示了叠加的目标以及目标质量。可以在该行中更改目标和目标质量。