Im oberen Beispiel ist C1 der erste Durchlauf und C2 der zweite.
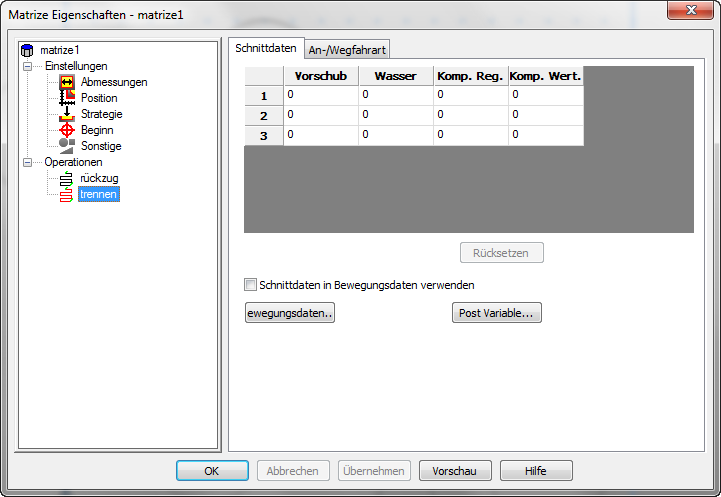
Vorschub ist die Vorschubrate.
Bei Wasser können Sie Ihre EPAK Werte eingeben. Für einen EPAK Wert von E1251 geben Sie 1251 ein.
Anmerkung: Sie sollten eine Dokumentation Ihrer Maschine besitzen, welche die EPAK Werte für verschiedene Materialien und Aufmaße auflistet. Sie sollte Ihnen zum Beispiel einen EPAK Wert für 0,5 Zoll dickes Aluminium, einen anderen für 0,75 Zoll dickes Aluminium, einen anderen für 0,5 Zoll dickes Titanium und wo weiter geben. Jeder EPAK Wert enthält Einstellungen für "On Time", "Off Time", "Dwell", "Voltage" usw.
Komp. Reg. weist jedem Komp. Wert einen bestimmten Durchgang zu und wird im NC-Code als H11, H12 usw. angezeigt.
Komp. Wert ist im Grunde der Drahtradius plus Drahtversatz. Komp. Werte sollten auch in der Dokumentation Ihrer Maschine enthalten sein.
Hier ist der NC-Code für das obere Beispiel, mit den Werten aus der Tabelle in fetter Schrift:
N10 G90 N15 M101 N20 M106 Q-2 N25 G53 G92 X-95.956 Y-61.722 Z0 N30 M20 (WIRE THREAD LN) N35 M78 ( FILL TANK ) N40 M78 N45 M80 ( FLUSHING ON ) N50 M82 ( WIRE FEED ON ) N55 M84 ( MACHINING ON ) N60 M90 ( ADAPTIVE CONTROL ON ) N65 H11=0.006 N70 E1251 F0.090 N75 G01 G42 X-369.727 Y-348.437 H11