Setzen Sie die Nutdrehen Schruppen-Seite ein, um ein Nutfeature in einem Drehteil zu bearbeiten.
Art — Wählen Sie eine Option aus, um festzulegen, ob die Nuttiefe oder -breite zuerst bearbeitet werden soll.
- Tiefe zuerst – Vor der Seitenzustellung wird die volle Tiefe der Nut bearbeitet.
- Breite zuerst – Vor der Seitenzustellung wird die volle Breite der Nut bearbeitet.
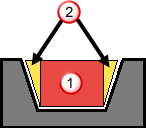
Eintauchzentrum zuerst — Wählen Sie dies, um zuerst eine Eintauchbewegung in das Zentrum der Nut vorzunehmen.
Bei abgewinkelten Nutfeatures wird, wenn Eintauchzentrum zuerst gewählt ist, der gerade Teil der Nut zuerst geschruppt, und die winkligen Teile werden separat geschruppt. Beispielsweise wird der rote Bereich  zuerst geschruppt, und anschließend werden die gelben Bereiche
zuerst geschruppt, und anschließend werden die gelben Bereiche  geschruppt.
geschruppt.
Unterhalb Mittellinie – Wählen Sie diese Option, um das Werkzeug auf der negativen X-Seite der Drehmittellinie arbeiten zu lassen.
Toleranz – Geben Sie einen Wert ein, um die Genauigkeit zu bestimmen, mit der der Werkzeugweg den Konturen des Modells folgt.
Schnittrichtung – Wählen Sie eine Option, um die Schnittrichtung des Werkzeugs anzugeben:
- Positiv – Das Werkzeug schneidet in positiver Richtung der Schnittachse, die vom ausgewählten Zyklus abhängt.
- Drehen – Das Werkzeug schneidet in der +Z-Richtung.
- Fläche – Das Werkzeug schneidet in der +X-Richtung.
- Rückseite – Das Werkzeug schneidet in der +X-Richtung.
- Negativ – Das Werkzeug schneidet in negativer Richtung der Schnittachse, die vom ausgewählten Zyklus abhängt.
- Drehen – Das Werkzeug schneidet in der -Z-Richtung.
- Fläche – Das Werkzeug schneidet in der -X-Richtung.
- Rückseite – Das Werkzeug schneidet in der -X-Richtung.
Aufmaß – Geben Sie die Materialmenge ein, die auf dem Bauteil verbleiben soll. Klicken Sie auf die Schaltfläche Aufmaß  , um das Feld Aufmaß in Radialaufmaß
, um das Feld Aufmaß in Radialaufmaß  Axialaufmaß
Axialaufmaß  zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
Radialaufmaß — Geben Sie das Radialversatz vom Werkzeug ein. Bei der 2,5-Achsen- oder 3-Achsenbearbeitung verbleibt bei Verwendung eines positiven Wertes Material auf vertikalen Wänden.
Axialaufmaß — Geben Sie den Versatz vom Werkzeug nur in der Werkzeugachsenrichtung ein. Eine 2,5-Achsen- und 3-Achsenbearbeitung führt dazu, dass Restmaterial auf den horizontalen Flächen verbleibt.
Schnitttiefe — Geben Sie eine Schrittweite für jede Bahn ein, die der Schruppvorgang auf dem Bauteil ausführt.
Bahnabstand — Geben Sie den Abstand zwischen den Stufenschnitten als Prozentanteil der Werkzeugbreite ein.
Spanbrechrückzugsabstand — Geben Sie den Abstand ein, um den sich das Werkzeug zwischen den Eintauchbewegungen zurückzieht.
Seitlicher Abhebeabstand – Geben Sie den Abstand ein, um das Werkzeug nach dem Eintauchschnitt entgegen der Schnittrichtung zu bewegen. Dieser Wert wird für die Rückzugsbewegung am Ende der ersten Tauchbewegung nicht beachtet.
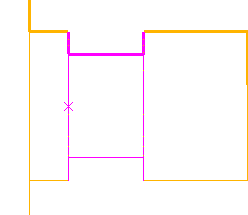
Dieses Bauteil besitzt ein Nutfeature, welches in rosa angezeigt wird.
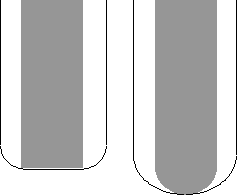
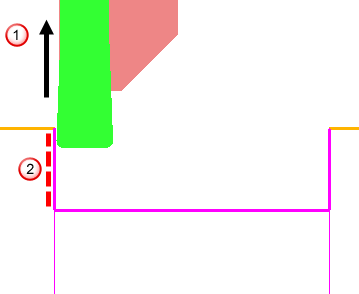
Das Werkzeug hebt standardmäßig nach jedem Tauchschnitt in einem  90-Grad-Winkel vom Bauteil ab, wie in der folgenden Abbildung gezeigt. Auf diese Weise wird bei schnellem Vorschub entlang der X-Achse Werkzeugkontakt bei mit dem ungeschnittenen Material hergestellt:
90-Grad-Winkel vom Bauteil ab, wie in der folgenden Abbildung gezeigt. Auf diese Weise wird bei schnellem Vorschub entlang der X-Achse Werkzeugkontakt bei mit dem ungeschnittenen Material hergestellt:
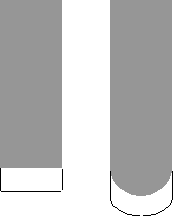
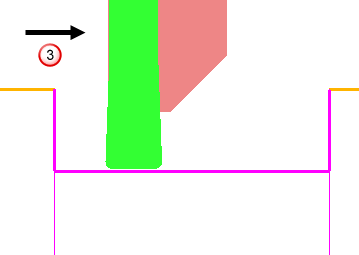
Sie können dies vermeiden, indem Sie das Seitlicher Abhebeabstand-Attribut verwenden. Dann wird das Werkzeug vor dem Abheben entlang der Z-Achse zurückbewegt  .
.
Verweilzeit – Geben Sie die Anzahl der Sekunden für die Verweilzeit nach dem Eintauchen ein.