The Combine with similar holes into canned cycle attribute applies to drilling operations.
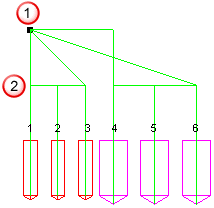
By default, FeatureCAM retracts the tool to the higher Z rapid plane between operations. Although this is a safe assumption, it can result in inefficient NC part programs because between each operation the program cancels (G80) and then re-establishes (G81, G83, and so on) the canned cycle mode. The figure below shows such an inefficient program.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
The Combine with similar holes into canned cycle attribute serves two functions: It creates more efficient NC code by entering canned cycle mode only once, and it also causes the tool to retract to the lower Plunge Clearance plane after drilling each hole.
If Options > Posting > Disable Macros is deselected, the hole locations are included in a macro as shown in the Fanuc NC code sample below.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
If Options > Posting > Disable Macros is selected, the NC code is still efficient, because canned cycle mode is entered only once. The code sample shown below is Fanuc NC code for a hole pattern with Combine with similar holes into canned cycle enabled, but without macros.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
After Combine with Similar holes into canned cycles is selected on a feature, you can specify the retract plane for the whole feature on the Hole Feature Properties Strategy tab or for each of the feature's operations individually in the Retract column of the Op List tab. If you are using a post that supports Fanuc-style G99 "R point level return" and G98 "Initial level return", then these codes are used by FeatureCAM. Otherwise the canned cycle is cancelled and reinstated as necessary. To set the retract plane for the feature, you have two options on the Strategy tab:
|
Retract to Z rapid plane |
The tool retracts to the higher Z Rapid Plane (G98, "Initial level return", on a Fanuc control) after performing the operation. |
|
Retract to plunge clearance |
The tool retracts to the lower plunge clearance plane (G99, "R point level return", on a Fanuc control) after performing the operation. |
To set the retract plane for individual operations, the Retract column of the Op List tab contains one of the following symbols:
|
|
This short green up arrow indicates that the tool retracts to the lower plunge clearance plane (G99, "R point level return", on a Fanuc control) after performing the operation. You can toggle this arrow to a tall arrow by clicking the arrow with the left mouse button and selecting Retract to Z rapid plane from the context menu. |
|
|
This tall green up arrow means that the tool retracts to the higher Z Rapid Plane (G98, "Initial level return", on a Fanuc control) after the operation. You can toggle this arrow to a short arrow by clicking the arrow with the left mouse button and selecting Retract to Plunge clearance from the context menu. |
|
|
This gray arrow indicates the tool retracts to the higher Z Rapid Plane after the operation; you cannot change it because it is typically shown at the end of a canned cycle. |



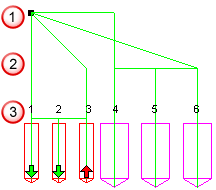
The figure below shows two hole patterns. The first pattern that contains holes 1, 2 and 3 has Combine with Similar holes into canned cycles selected. Hole 2 has been modified to retract to the Rapid plane.
 Tool change point
Tool change point
 Rapid plane
Rapid plane
 Retract plane
Retract plane
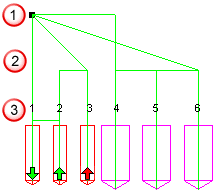
If you are using a post that supports different rapid planes inside a canned cycle, that is a Fanuc post that supports G98/G99, then you can create G-code that is more efficient. Fanuc supports G98 for retracting to the higher Z rapid plane and G99 for retracting to the lower plunge clearance plane. These G-codes are entered in the post processor as the R plane retract (for the lower plunge clearance plane, G99) and Z rapid retract (for the higher Z Rapid Plane, G98). The resulting program is as follows:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80